
Resumo
A Rebitagem por Fricção tem se demonstrado como alternativa para união de perfis de compósito termofixo aplicados na construção civil, frente às necessidades atuais por tecnologias eficientes de união de estruturas multimateriais. Nesse processo, a extremidade de um rebite metálico é plastificada e forjada dentro de um componente polimérico, via calor friccional. Sua viabilidade técnica já foi demonstrada para juntas de Ti-6Al-4V/poliéster termofixo reforçado com fibra de vidro. Este artigo tem como objetivo complementar esse estudo através da análise do efeito da velocidade de rotação do rebite na temperatura do processo, microestrutura e propriedades mecânicas locais e globais das juntas. Foram fabricadas juntas com dois níveis de velocidade de rotação: 9000 rpm e 10000 rpm (os demais parâmetros foram mantidos constantes). Temperaturas do processo (655-765 °C) superiores em 96% da temperatura de início de decomposição da matriz de poliéster (370 °C) foram atingidas, desencadeando degradação polimérica acentuada na região de união. O aumento da velocidade de rotação e, portanto, do aporte térmico, não contribuiu estatisticamente para o aumento na profundidade de penetração e na largura da extremidade deformada do rebite. Porém, a extensão da área polimérica degradada aumentou em 47%, a qual resultou em redução proporcional de 50% da resistência à tração das juntas (de 4,0 ± 1,2 kN para 2,0 ± 0,7 kN). Adicionalmente, mapas de microdureza no rebite evidenciaram possíveis transformações de fase da liga que favoreceram seu endurecimento, com o aumento da velocidade de rotação. Contudo, nenhuma correlação pôde ser evidenciada entre a dureza e o desempenho mecânico das juntas sob tração, já que as amostras falharam majoritariamente por arrancamento completo do rebite da placa de compósito. Portanto, no desenvolvimento de juntas rebitadas por fricção de Ti-6Al-4V/ poliéster termofixo reforçado com fibra de vidro, a otimização da velocidade de rotação é essencial para se obter suficiente deformação plástica do rebite e minimizar a extensão da degradação da matriz de poliéster, garantindo um satisfatório desempenho mecânico sob tração das juntas.
Palavras-chave:
Estruturas híbridas; Rebitagem por fricção; Ti-6Al-4V; Compósito termofixo
Abstract
Facing the actual demand for efficient joining technologies for multi-materials structures, Friction Riveting was shown to be an alternative joining technology for thermoset composite profiles in civil infrastructure. This process is based on plasticizing and deforming the tip of a rotating metallic rivet within a polymeric component through frictional heating. The feasibility of friction-riveted hybrid joints of Ti-6Al-4V/glass-fiber reinforced thermoset polyester was already demonstrated in a separate work. This paper complements this study by analyzing the rivet rotational speed effect on the process temperature, joint microstructure and the local and global mechanical properties of the joint. Joints were produced using two different levels of rotational speed: 9000 rpm and 10000 rpm (the other parameters were kept constant). The results showed process temperatures (655-765 °C) up to 96% higher than the onset decomposition temperature of the polyester matrix (370 °C); this led to severe degradation of the composite in the joint area. The increase in rotational speed, and therefore in heat generation, led to a statistically insignificant increase of the rivet penetration depth and the rivet diameter widening. However, the extension of the degraded composite area increased 47% which was responsible to deteriorate in 50% the joint tensile strength (from 4.0 ± 1.2 kN to 2.0 ± 0.7 kN). Moreover, the microhardness map of the joined rivet evidenced possible phase transformations in the alloy, favoring the material hardening by increasing in rotational speed. However, no correlations could be established between the changes in hardness and the joint tensile strength since the joints majority failure by full rivet pull-out. Thereby, for the improvement of friction-riveted Ti-6Al-4V/ glass-fiber reinforced thermoset polyester joints, the optimization of rotational speed is essential. This can guarantee the formation of efficient anchored joints and wider rivet tip deformation, concomitantly with the minimizing of the extension of the matrix degradation and finally leading to better tensile strength of the joints.
Key-words:
Hybrid structures; Friction riveting; Ti-6Al-4V; Thermoset composite
1 Introdução
Perfis estruturais de compósito termofixo vêm sendo aplicados no setor de construção civil, por exemplo, em pontes leves, devido à crescente demanda por soluções eficientes, ambientalmente sustentáveis e baratas [11 Sedlacek G, Trumpf H. Innovative develompents for bridges using FRP composites. Cambridge: Woodhead Publishing; 2007.]. Outros setores, como o de transporte, também vêm aplicando estes materiais em componentes estruturais de carros e aviões [22 Messler RW. Trends in key joining technologies for the twenty-first century. Assembly Automation. 2000;20:118-128. http://dx.doi.org/10.1108/01445150010321733.
http://dx.doi.org/10.1108/01445150010321...
]. Contudo, unir compósito termofixo por técnicas também eficientes e menos custosas apresenta-se como desafio para a competitividade das empresas do setor. Atualmente, a união desses perfis é realizada majoritariamente por duas técnicas: fixação mecânica e colagem [22 Messler RW. Trends in key joining technologies for the twenty-first century. Assembly Automation. 2000;20:118-128. http://dx.doi.org/10.1108/01445150010321733.
http://dx.doi.org/10.1108/01445150010321...
]. Porém, estes métodos apresentam algumas limitações. No caso de fixação mecânica, há um aumento na concentração de tensão devido aos furos passantes, pré-fabricados, e peso adicional relativo aos fixadores de geometria superdimensionada (por exemplo, parafusos de grande diâmetro com arruelas e porcas). Na colagem, são exigidos extensa preparação superficial e longos tempos de cura do adesivo [33 Amancio-Filho ST, Santos JF. Joining of polymers and polymer-metal hybrid structures: recent developments and trends. Polymer Engineering and Science. 2009;49(8):1461-1476. http://dx.doi.org/10.1002/pen.21424.
http://dx.doi.org/10.1002/pen.21424...
].
Estas restrições tecnológicas têm motivado o desenvolvimento de novas tecnologias de união para estruturas multimateriais. Técnicas no estado sólido com geração de calor com base em energia friccional como a União Pontual por Fricção (Friction Spot Joining- FSpJ) [44 Goushegir SM, Santos JF, Amancio-Filho ST. Friction spot joining of aluminum AA2024/carbon-fiber reinforced poly(phenylene sulfide) composite single lap joints: microstructure and mechanical performance. Materials & Design. 2014;54:196-206. http://dx.doi.org/10.1016/j.matdes.2013.08.034.
http://dx.doi.org/10.1016/j.matdes.2013....
5 Esteves JE, Goushegir SM, Santos JF, Canto LB, Hage E Jr, Amancio-Filho ST. Friction spot joining of aluminum AA6181-T4 and carbon fiber-reinforced poly(phenylene sulfide): effects of process parameters on the microstructure and mechanical strength. Materials & Design. 2015;66:437-445. http://dx.doi.org/10.1016/j.matdes.2014.06.070.
http://dx.doi.org/10.1016/j.matdes.2014....
-66 André NM, Goushegir SM, Santos JF, Canto LB, Amancio-Filho ST. On the microstructure and mechanical performance of Friction Spot Joining with additional film interlayer. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2014); 2014; Las Vegas, Nevada. USA: Society of Plastics Engineers; 2014.], a Rebitagem por Injeção baseada em Energia Friccional (Friction-based Injection Clinching Joining, F-ICJ) [77 Abibe AB, Amancio-Filho ST, Dos Santos JF, Hage E Jr. Mechanical and failure behaviour of hybrid polymer–metal staked joints. Materials & Design. 2013;46:338-347. http://dx.doi.org/10.1016/j.matdes.2012.10.043.
http://dx.doi.org/10.1016/j.matdes.2012....
], a Rebitagem Plástica por Fricção (Friction Staking) [88 Abibe AB, Dos Santos JF, Amancio-Filho ST. Friction staking: a noval staking joining method for hybrid structures. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2014); 2014; Las Vegas, Nevada. USA: Society of Plastics Engineers; 2014.] e a Rebitagem por Fricção (Friction Riveting, FricRiveting) [99 Amancio-Filho ST. Friction Riveting: development and analysis of a new joining technique for polymer-metal multi-material structures. Welding in the World. 2011;55(1-2):13-24.] vem sendo empregadas com sucesso na união de componentes termoplásticos e/ou compósitos-termoplásticos reforçados com fibras e ligas metálicas leves, como titânio, alumínio e magnésio. A viabilidade técnica da Rebitagem por Fricção já foi investigada para juntas híbridas de termoplásticos não reforçados como policarbonato (PC) [1010 Rodrigues CF, Blaga L, Santos JF, Canto LB, Hage E Jr, Amancio-Filho ST. FricRiveting of aluminum 2024-T351 and polycarbonate: Temperature evolution, microstructure and mechanical performance. Journal of Materials Processing Technology. 2014;214(10):2029-2039. http://dx.doi.org/10.1016/j.jmatprotec.2013.12.018.
http://dx.doi.org/10.1016/j.jmatprotec.2...
] e poliéter-imida (PEI) [1111 Amancio-Filho ST. Rebitagem por fricção (‘FricRiveting’): desenvolvimento de uma nova técnica de união para juntas híbridas do tipo polímero metal. Parte II: propriedades térmicas e mecânicas. Soldagem & Inspeção. 2011;16(4):396-404. http://dx.doi.org/10.1590/S0104-92242011000400011.
http://dx.doi.org/10.1590/S0104-92242011...
] unidos com rebite da liga de alumínio 2024-T3. Trabalhos em juntas de laminado de PEI reforçado com fibra de vidro (PEI-FV) [1212 Blaga L, Bancila R, Santos JF, Amancio-Filho ST. Friction Riveting of glass-fibre-reinforced polyetherimide composite and titanium grade 2 hybrid joints. Materials & Design. 2013;50:825-829. http://dx.doi.org/10.1016/j.matdes.2013.03.061.
http://dx.doi.org/10.1016/j.matdes.2013....
], poli(éter-éter-cetona) reforçado com fibras curtas de carbono (PEEK-FC) [1313 Altmeyer J, Santos JF, Amancio-Filho ST. Effect of friction riveting process parameters on the joint formation and performance of Ti alloy/ short-fibre reinforced polyether ether ketone joints. Materials & Design. 2014;60:164-176. http://dx.doi.org/10.1016/j.matdes.2014.03.042.
http://dx.doi.org/10.1016/j.matdes.2014....
], unidos com rebite de titânio puro e poliamida 6 reforçado com fibra de vidro (PA6-FV) unido com liga de alumínio 6056-T6 [1414 Proença BC, Blaga LB, Santos JF, Canto LB, Amancio-Filho ST. Force controlled Friction Riveting of glass fiber reinforced polyamide 6 and aluminum alloy 6056 hybrid joints. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2015); 2015; Orlando, USA. USA: Society of Plastics Engineers; 2015.] também foram publicados. Contudo, a união de sistemas complexos como compósito termofixo com metais por meio destes processos, ainda foi pouco explorado. Amend et al. [1515 Amend P, Pillach B, Frick T, Schmidt M. Laser-based hot-melt bonding of thermosetting GFRP. Physics Procedia. 2012;39:147-153. http://dx.doi.org/10.1016/j.phpro.2012.10.024.
http://dx.doi.org/10.1016/j.phpro.2012.1...
] aplicaram uma técnica de união baseada em laser para unir compósitos termofixos com compósitos termoplásticos enquanto Huang et al. [1616 Huang Z, Sugiyama S, Yanagimoto J. Hybrid joining process for carbon fiber reinforced thermosetting plastic and metallic thin sheets by chemical bonding and plastic deformation. Journal of Materials Processing Technology. 2013;213(11):1864-1874. http://dx.doi.org/10.1016/j.jmatprotec.2013.04.015.
http://dx.doi.org/10.1016/j.jmatprotec.2...
] utilizaram a combinação de colagem com deformação plástica para unir chapas finas de liga de alumínio A2017P com resina epóxi reforçada com fibra de carbono.
Recentemente, Borba et al. [1717 Borba NZ, Blaga L, Canto LB, Santos JF. Friction Riveting of pultruded thermoset glass fiber reinforced polyester composite and Ti6Al4V hybrid joints. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2014); 2014; Las Vegas, Nevada. USA: Society of Plastics Engineers; 2014.] investigaram a viabilidade técnica da Rebitagem por Fricção para juntas híbridas de compósito pultrudado de poliéster termofixo reforçado com fibra de vidro (P-FV) e Ti-6Al-4V. O processo de união envolve a plastificação e forjamento da extremidade de um rebite metálico por meio de calor friccional, gerado pela rotação e pressão axial do rebite em contato com os componentes do compósito a serem unidos [99 Amancio-Filho ST. Friction Riveting: development and analysis of a new joining technique for polymer-metal multi-material structures. Welding in the World. 2011;55(1-2):13-24.]. No trabalho de Borba et al. [1717 Borba NZ, Blaga L, Canto LB, Santos JF. Friction Riveting of pultruded thermoset glass fiber reinforced polyester composite and Ti6Al4V hybrid joints. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2014); 2014; Las Vegas, Nevada. USA: Society of Plastics Engineers; 2014.], as juntas foram avaliadas por meio do seu desempenho mecânico em ensaio de cisalhamento sob tração. Apesar dos efeitos negativos de características estruturais não homogêneas do compósito pultrudado, os autores identificaram as potencialidades da técnica para sua aplicação na construção civil, frente, porém, à optimização do processo para esta nova combinação de materiais [1717 Borba NZ, Blaga L, Canto LB, Santos JF. Friction Riveting of pultruded thermoset glass fiber reinforced polyester composite and Ti6Al4V hybrid joints. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2014); 2014; Las Vegas, Nevada. USA: Society of Plastics Engineers; 2014.].
Portanto, apesar da viabilidade do FricRiveting já ter sido demonstrada para a união de Ti-6Al-4V e P-FV, o entendimento dos efeitos dos parâmetros de união sobre aspectos microestruturais e o desempenho mecânico das juntas necessita de investigações mais detalhadas. Assim, esse trabalho teve por objetivos avaliar a influência da velocidade de rotação - responsável em parte pela geração de calor durante o processo - na qualidade das juntas e no seu desempenho mecânico. As características das juntas foram descritas em termos microestruturais, de propriedade mecânica local do rebite e da resistência à tração das juntas.
2 Rebitagem por Fricção (Friction Riveting, FricRiveting)
A Rebitagem por Fricção baseia-se nos princípios de interação (ou ancoragem) mecânica, somados aos de soldagem por fricção. A configuração básica do processo (Figura 1) consiste na inserção de um rebite metálico cilíndrico rotativo em uma ou mais placas poliméricas ou de compósito. A técnica, a princípio foi desenvolvida para termoplásticos não reforçados. Desta forma, elevadas velocidades de rotação e pressão axial, ao aquecerem o polímero por fricção, geram uma fina camada amolecida/fundida deste material em torno da ponta do rebite (Figura 1B). Durante a penetração do rebite, o polímero amolecido/fundido é expelido para fora da região de união, formando uma rebarba (Figura 1B). Ao final da fase de aquecimento, há aumento considerável de temperatura na região de união, em que a taxa de aquecimento supera a dissipação do calor gerado devido à baixa condutividade do polímero. O fenômeno é mais acentuado na ponta do rebite, que é plastificada a temperaturas abaixo do ponto de fusão da liga (Figura 1B). Enquanto há a desaceleração do rebite, a força axial é elevada, dando início à fase de forjamento (Figura 1C). A ponta plastificada do rebite expulsa o polímero amolecido remanescente e encontra resistência da parte fria da placa polimérica; assim, o rebite se deforma, assumindo um formato paraboloidal em sua extremidade, com aumento de diâmetro. Após resfriamento sob pressão (Figura 1D), a junta é consolidada gerando forças de ancoragem relacionadas à deformação do rebite dentro do componente polimérico e forças adesivas estabelecidas na interface metal-polímero [44 Goushegir SM, Santos JF, Amancio-Filho ST. Friction spot joining of aluminum AA2024/carbon-fiber reinforced poly(phenylene sulfide) composite single lap joints: microstructure and mechanical performance. Materials & Design. 2014;54:196-206. http://dx.doi.org/10.1016/j.matdes.2013.08.034.
http://dx.doi.org/10.1016/j.matdes.2013....
].

Etapas do processo de Rebitagem por Fricção para juntas de inserção metálica: (A) Posicionamento das partes a serem unidas; (B) penetração do rebite no componente polimérico de base; (C) desaceleração da velocidade de rotação e forjamento da ponta plastificada do rebite; e (D) consolidação da junta após resfriamento do material plastificado (Adaptado de Amancio-Filho [99 Amancio-Filho ST. Friction Riveting: development and analysis of a new joining technique for polymer-metal multi-material structures. Welding in the World. 2011;55(1-2):13-24.]).
O processo pode ser controlado por tempo, posição, força aplicada ou através da combinação entre estas variantes [1414 Proença BC, Blaga LB, Santos JF, Canto LB, Amancio-Filho ST. Force controlled Friction Riveting of glass fiber reinforced polyamide 6 and aluminum alloy 6056 hybrid joints. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2015); 2015; Orlando, USA. USA: Society of Plastics Engineers; 2015.]. O controle por tempo foi selecionado por ser o processo mais consolidado e, consequentemente, publicado na literatura. Os principais parâmetros desta variável da Rebitagem por Fricção são velocidade de rotação (VR), tempo de união (TU) e pressão de união (PU). A velocidade de rotação é a velocidade angular do rebite rotativo a qual influencia diretamente a geração de calor friccional, evidenciada pela evolução da temperatura. O tempo de união consiste na contribuição individual do tempo de fricção (TF) - tempo para o principal aumento do aporte térmico - e do tempo de forjamento (TFO) - duração da aplicação da força axial. A pressão de união compreende a soma da pressão de fricção (PF) - pressão aplicada pelo deslocamento do mandril enquanto o rebite está rotacionando durante a fase de aquecimento - e da pressão de forjamento (PFO) - pressão estabelecida durante a fase de forjamento a qual contribui para a deformação da extremidade do rebite e a consolidação da junta [99 Amancio-Filho ST. Friction Riveting: development and analysis of a new joining technique for polymer-metal multi-material structures. Welding in the World. 2011;55(1-2):13-24.].
A influência destes parâmetros na qualidade e desempenho mecânico de juntas rebitadas por fricção já foi investigada para diferentes combinações de materiais [1010 Rodrigues CF, Blaga L, Santos JF, Canto LB, Hage E Jr, Amancio-Filho ST. FricRiveting of aluminum 2024-T351 and polycarbonate: Temperature evolution, microstructure and mechanical performance. Journal of Materials Processing Technology. 2014;214(10):2029-2039. http://dx.doi.org/10.1016/j.jmatprotec.2013.12.018.
http://dx.doi.org/10.1016/j.jmatprotec.2...
,1313 Altmeyer J, Santos JF, Amancio-Filho ST. Effect of friction riveting process parameters on the joint formation and performance of Ti alloy/ short-fibre reinforced polyether ether ketone joints. Materials & Design. 2014;60:164-176. http://dx.doi.org/10.1016/j.matdes.2014.03.042.
http://dx.doi.org/10.1016/j.matdes.2014....
,1818 Amancio-Filho ST, Santos JF. Influence of processing parameters on microstructure and properties of a polyetherimide joined by FricRiveting: investigation of rotational speed. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2009); 2009; Chicago, USA. USA: Society of Plastics Engineers; 2009.,1919 Blaga L, Dos Santos JF, Bancila R, Amancio-Filho ST. Friction Riveting (FricRiveting) as a new joining technique in GFRP lightweight bridge construction. Construction & Building Materials. 2015;80(0):167-179. http://dx.doi.org/10.1016/j.conbuildmat.2015.01.001.
http://dx.doi.org/10.1016/j.conbuildmat....
]. Blaga et al. [1919 Blaga L, Dos Santos JF, Bancila R, Amancio-Filho ST. Friction Riveting (FricRiveting) as a new joining technique in GFRP lightweight bridge construction. Construction & Building Materials. 2015;80(0):167-179. http://dx.doi.org/10.1016/j.conbuildmat.2015.01.001.
http://dx.doi.org/10.1016/j.conbuildmat....
] mostrou que VR é um dos parâmetros que mais influenciam a resistência ao cisalhamento sob tração de juntas dissimilares de titânio puro grau 2 e PEI-FV. Adicionalmente, o efeito predominante de VR no aporte térmico gerado em processos de soldagem/união por fricção de metais e polímeros também já foi reportado [88 Abibe AB, Dos Santos JF, Amancio-Filho ST. Friction staking: a noval staking joining method for hybrid structures. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2014); 2014; Las Vegas, Nevada. USA: Society of Plastics Engineers; 2014.,99 Amancio-Filho ST. Friction Riveting: development and analysis of a new joining technique for polymer-metal multi-material structures. Welding in the World. 2011;55(1-2):13-24.,1818 Amancio-Filho ST, Santos JF. Influence of processing parameters on microstructure and properties of a polyetherimide joined by FricRiveting: investigation of rotational speed. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2009); 2009; Chicago, USA. USA: Society of Plastics Engineers; 2009.
19 Blaga L, Dos Santos JF, Bancila R, Amancio-Filho ST. Friction Riveting (FricRiveting) as a new joining technique in GFRP lightweight bridge construction. Construction & Building Materials. 2015;80(0):167-179. http://dx.doi.org/10.1016/j.conbuildmat.2015.01.001.
http://dx.doi.org/10.1016/j.conbuildmat....
20 Junior WS, Handge UA, Santos JF, Abetz V, Amancio-Filho ST. Feasibility study of friction spot welding of dissimilar single-lap joint between poly(methyl methacrylate) and poly(methyl methacrylate)-SiO2 nanocomposite. Materials & Design. 2014;64:246-250. http://dx.doi.org/10.1016/j.matdes.2014.07.050.
http://dx.doi.org/10.1016/j.matdes.2014....
-2121 Goushegir SM, Santos JF, Amancio-Filho ST. Friction Spot Joining of aluminum AA2024/carbon-fiber reinforced poly(phenylene sulfide) composite single lap joints: Microstructure and mechanical performance. Materials & Design. 2014;54:196-206. http://dx.doi.org/10.1016/j.matdes.2013.08.034.
http://dx.doi.org/10.1016/j.matdes.2013....
]. Um modelo simples utilizado para descrever este comportamento é apresentado na Equação 1 [2222 Neumann A. Reibschweissen von Metallen 1. Auflage. Berlin: Verlag Technik GmbH; 1991.].
Na Equação 1, E é a energia gerada pelo trabalho mecânico do rebite (em Joules), a qual é composta por uma contribuição friccional (Efr) e uma axial (Eax), desenvolvida durante a fase de forjamento. Efr é função do torque friccional (Mz) e da velocidade angular (ω) enquanto que Eax é a integral do produto da força axial (F) e da taxa de penetração do rebite (υ0) em relação ao tempo.
Baseado nesta simplificação, Amancio-Filho [1111 Amancio-Filho ST. Rebitagem por fricção (‘FricRiveting’): desenvolvimento de uma nova técnica de união para juntas híbridas do tipo polímero metal. Parte II: propriedades térmicas e mecânicas. Soldagem & Inspeção. 2011;16(4):396-404. http://dx.doi.org/10.1590/S0104-92242011000400011.
http://dx.doi.org/10.1590/S0104-92242011...
] propôs um modelo analítico para a geração de calor durante a Rebitagem por Fricção de juntas híbridas metal-termoplástico, cuja viabilidade foi comprovada para juntas de AA2024T3/PEI. O autor evidenciou que a contribuição da velocidade rotacional - com influência quadrática no modelo - é superior ao efeito da força axial na geração de calor [1111 Amancio-Filho ST. Rebitagem por fricção (‘FricRiveting’): desenvolvimento de uma nova técnica de união para juntas híbridas do tipo polímero metal. Parte II: propriedades térmicas e mecânicas. Soldagem & Inspeção. 2011;16(4):396-404. http://dx.doi.org/10.1590/S0104-92242011000400011.
http://dx.doi.org/10.1590/S0104-92242011...
,1414 Proença BC, Blaga LB, Santos JF, Canto LB, Amancio-Filho ST. Force controlled Friction Riveting of glass fiber reinforced polyamide 6 and aluminum alloy 6056 hybrid joints. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2015); 2015; Orlando, USA. USA: Society of Plastics Engineers; 2015.]. O detalhamento do modelo é descrito na referência [2323 Amancio-Filho ST. Friction riveting: development and analysis of a new joining technique for polymer-metal multi-materials structures [tese de doutorado]. Hamburg: Technischen Universitäat Hamburg-Harburg, GKSS-Forschungszentrum Geesthacht; 2007.]. Contudo, este modelo não se aplica a juntas envolvendo compósitos termofixos, como o utilizado neste trabalho, devido à ausência de comportamento viscoso destes materiais. Embora para compósitos termofixos não haja modelos térmicos mais sofisticados, em estudo recente, Borba et al. [1717 Borba NZ, Blaga L, Canto LB, Santos JF. Friction Riveting of pultruded thermoset glass fiber reinforced polyester composite and Ti6Al4V hybrid joints. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2014); 2014; Las Vegas, Nevada. USA: Society of Plastics Engineers; 2014.] mostraram que a Equação 1 manteve-se válida para sistemas complexos como compósitos termofixos. Os autores evidenciaram um aumento da temperatura do processo em juntas de Ti-6Al-4V/P-FV alterando-se diretamente a velocidade de rotação e, indiretamente, o tempo de fricção.
Portanto, em sistemas complexos como juntas híbridas metal-compósito termofixo, a presença das fibras aliada à ausência de comportamento viscoso em termofixos podem alterar os efeitos de parâmetros relacionados à geração de calor, como VR, nas propriedades mecânicas e microestruturais das juntas. Este tópico ainda não foi explorado e este estudo visa contribuir para o seu entendimento.
3 Materiais e Métodos
3.1 Materiais
Placas pultrudadas de 10 milímetros de espessura de poliéster termofixo reforçado com tecido de fibra de vidro (P-FV), fornecidas pela Fiberline Composites A/S (Dinamarca), e rebites cilíndrico da liga Ti-6Al-4V com 5 milímetros de diâmetro e 60 milímetros de comprimento foram usados para a produção das juntas. O compósito contém teor nominal de 50% em massa de fibra de vidro tipo E na forma de mantas tecidas organizadas segundo a configuração (0,90)/(±45)/(0,90) (Figura 2a). Isto confere alta anisotropia às propriedades mecânicas do material. O P-FV possui elevada resistência à tração (130 MPa) à temperatura ambiente, que se mantém estável a temperaturas superiores (em torno de 120 MPa quando submetido a temperaturas entre 200 °C e 250 °C) [2424 Laoubi K, Hamadi Z, Benyahia AA, Serier A, Azari Z. Thermal behavior of E-glass fiber-reinforced unsaturated polyester composites. Composites. Part B, Engineering. 2014;56:520-526. http://dx.doi.org/10.1016/j.compositesb.2013.08.085.
http://dx.doi.org/10.1016/j.compositesb....
]. Sua matriz é composta por poliéster insaturado, reticulado com moléculas de estireno, com temperatura de serviço mediana, entre 150 °C e 180 °C. A resina poliéster vem sendo largamente empregada em compósitos reforçados com fibra de vidro aplicados em aeronaves, barcos e pontes devido a sua excelente processabilidade, boa resistência química, elevado módulo de flexão e baixo custo [2525 Kandare E, Kandola BK, Price D, Nazaré S, Horrocks RA. Study of the thermal decomposition of flame-retarded unsaturated polyester resins by thermogravimetric analysis and Py-GC/MS. Polymer Degradation & Stability. 2008;93(11):1996-2006. http://dx.doi.org/10.1016/j.polymdegradstab.2008.03.032.
http://dx.doi.org/10.1016/j.polymdegrads...
]. Contudo, apesar das vantagens, a resina possui alta inflamabilidade [2626 Kandare E, Chukwunonso AK, Kandola BK. The effect of fire-retardant additives and a surface insulative fabric on fire performance and mechanical property retention of polyester composites. Fire and Materials. 2011;35(3):143-155. http://dx.doi.org/10.1002/fam.1039.
http://dx.doi.org/10.1002/fam.1039...
]. Deste modo, retardantes de chama como trióxido de antimônio e compostos orgânicos clorados são utilizados como aditivos em P-FV [2727 Fiberline Composites. Structural profiles. Middelfart; 2013. [acesso em 26 ago. 2013]. Disponível em: www.fiberline.com]. Adicionalmente, o compósito apresenta baixa temperatura de transição vítrea (60 °C a 82 °C [2424 Laoubi K, Hamadi Z, Benyahia AA, Serier A, Azari Z. Thermal behavior of E-glass fiber-reinforced unsaturated polyester composites. Composites. Part B, Engineering. 2014;56:520-526. http://dx.doi.org/10.1016/j.compositesb.2013.08.085.
http://dx.doi.org/10.1016/j.compositesb....
]), baixa resistência térmica (temperatura de início de degradação em torno de 390 °C [2424 Laoubi K, Hamadi Z, Benyahia AA, Serier A, Azari Z. Thermal behavior of E-glass fiber-reinforced unsaturated polyester composites. Composites. Part B, Engineering. 2014;56:520-526. http://dx.doi.org/10.1016/j.compositesb.2013.08.085.
http://dx.doi.org/10.1016/j.compositesb....
]) e propriedades tribológicas dependentes da concentração de reforço na matriz, atingido valores próximos a 0,7 para 50% em massa de fibra de vidro [2828 Bahadur S, Zheng Y. Mechanical and Tribological behavior of polyester reinforced with short glass fibers. Wear. 1990;137(2):251-266. http://dx.doi.org/10.1016/0043-1648(90)90138-Z.
http://dx.doi.org/10.1016/0043-1648(90)9...
].
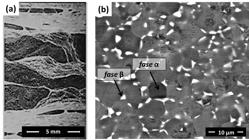
(a) Macroestrutura da seção transversal das chapas pultrudadas de P-FV; e (b) microestrutura característica do Ti-6Al-4V utilizado nos rebites, detalhando as fases α e β presentes.
A liga comercial de titânio Ti-6Al-4V é uma liga binária e bifásica à temperatura ambiente. Este material possui elevada resistência mecânica específica e boas resistências à corrosão e à fluência [2929 Matthew J, Donachie J. Titanium: a technical guide. 2. ed. Materials Park: ASM International; 2000. 381 p.]. Por estes motivos, Ti-6Al-4V é largamente empregado nos setores aeronáutico e petroquímico [3030 Boyer RR. An overview on the use of titanium in the aerospace industry. Materials Science and Engineering A. 1996;213(1-2):103-114. http://dx.doi.org/10.1016/0921-5093(96)10233-1.
http://dx.doi.org/10.1016/0921-5093(96)1...
]. As temperaturas de fusão e de início de transformação beta, no estado sólido (β→α), são em torno de 1655 °C e 995 °C, respectivamente [2929 Matthew J, Donachie J. Titanium: a technical guide. 2. ed. Materials Park: ASM International; 2000. 381 p.]. A Figura 2b ilustra a microestrutura do material de base utilizado, a qual é caracterizada por uma matriz de grãos equiaxiais de fase alfa (α), com tamanho médio de 4,35 ± 0,75 μm, e fase beta (β) nos contornos de grão da fase α. A resistência à tração média bem como a microdureza média da seção transversal e longitudinal dos rebites são de 910 ± 1 MPa e 321 ± 12 HV, respectivamente. Tabela 1 apresenta a composição química obtida experimentalmente para os rebites de Ti-6Al-4V utilizados no trabalho.
Composição química obtida experimentalmente dos rebites da liga Ti-6Al-4V utilizados no trabalho.
3.2 Equipamento e procedimento de união
As juntas Ti-6Al-4V/P-FV foram produzidas em uma máquina de soldagem por fricção de alta velocidade disponível comercialmente (RSM 400, Harms & Wende GmbH, Alemanha) adotando-se duas condições de processo: baixo (A9000 rpm) e alto (A10000 rpm) aporte térmico, como apresentado na Tabela 2. O cálculo do aporte térmico e seu entendimento não fazem parte do escopo deste trabalho, logo não serão apresentados em detalhe. A faixa de parâmetros que produzem juntas eficientes foi investigada em Borba et al. [1717 Borba NZ, Blaga L, Canto LB, Santos JF. Friction Riveting of pultruded thermoset glass fiber reinforced polyester composite and Ti6Al4V hybrid joints. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2014); 2014; Las Vegas, Nevada. USA: Society of Plastics Engineers; 2014.]. Seis réplicas foram produzidas para cada condição, sendo uma destinada às análises microestruturais e cinco para ensaios mecânicos. Ainda, a evolução da temperatura do processo foi monitorada no material da rebarba, expelido da placa de compósito durante a penetração do rebite. Acredita-se que as propriedades térmicas do material afetado termo mecanicamente durante a rebitagem, na região de união, sejam similares às da rebarba, já que o compósito apresenta baixa condutividade térmica (0,25-0,35 W m–1 K–1) [2727 Fiberline Composites. Structural profiles. Middelfart; 2013. [acesso em 26 ago. 2013]. Disponível em: www.fiberline.com]. Esta condutividade sofre ainda redução em decorrência da parcial degradação do compósito durante o processo, o que permite assumir que a temperatura registrada pela câmera é muito próxima da temperatura do processo. O mesmo procedimento foi adotado por Amancio [1111 Amancio-Filho ST. Rebitagem por fricção (‘FricRiveting’): desenvolvimento de uma nova técnica de união para juntas híbridas do tipo polímero metal. Parte II: propriedades térmicas e mecânicas. Soldagem & Inspeção. 2011;16(4):396-404. http://dx.doi.org/10.1590/S0104-92242011000400011.
http://dx.doi.org/10.1590/S0104-92242011...
].
Uma câmera de infravermelho (ImageIR®, Infratech GmbH, Alemanha) foi utilizada, calibrada para uma faixa de temperatura de 300 °C a 1300 °C e aquisição de dados à 80 Hz. As placas de compósito foram previamente pintadas de preto para aumentar a absorção da radiação eletromagnética e, assim, a emissividade da radiação infravermelha.
3.3 Caracterização microestrutural
A região de ancoragem das juntas foi caracterizada através de análise microestrutural da seção transversal do centro das juntas por meio de microscopia ótica (Leica DMI5000 M, Leica Microsystems Wetzlar GmbH, Alemanha). As amostras foram preparadas seguindo procedimento metalográfico tradicional (embutimento, lixamento e polimento). A profundidade de penetração do rebite (P) e a largura da região do rebite deformada plasticamente (L) foram medidas utilizando o software Adobe Acrobat 9 Standard. Uma medida indireta da extensão da degradação do compósito após o término do processo de união foi obtida através de medição da área do compósito visualmente afetada pelo calor (AD). O mesmo software Adobe Acrobat 9 Standard foi empregado. A Figura 3 ilustra a região de união e detalha a área do compósito analisada. As médias desses valores foram comparadas utilizando o método da análise de variância (ANOVA), com nível de significância fixado em α = 0,05. O método foi aplicado a fim de verificar a existência de diferenças significativas entre as médias e inferir sobre a influência do parâmetro de processo (neste trabalho, velocidade de rotação) nestas variáveis (P, L e AD).

Macrografia típica de uma seção transversal da junta de Ti-6Al-4V/P-FV rebitada por fricção (A9000 rpm). A área do compósito afetada pelo calor foi detalhada.
As superfícies de fratura foram também avaliadas por meio de microscopia ótica (Leica DMI5000 M, Leica Microsystems Wetzlar GmbH, Alemanha) a fim de identificar e analisar os principais modos de falha desenvolvidos. O detalhamento da microestrutura desenvolvida no rebite metálico foi realizado através de microscopia eletrônica de varredura (FEI Inspec S50), com uso de contraste de imagem por número atômico, Z (elétrons retro espalhados, BSE). Amostras da seção transversal do rebite foram preparadas através do mesmo procedimento metalográfico padrão, mencionado anteriormente.
3.4 Avaliação das propriedades mecânicas
Ensaio de microdureza Vickers foi empregado para investigar alterações na resistência mecânica localizada no rebite metálico, atribuídas às elevadas taxas de cisalhamento e temperaturas as quais o metal foi submetido. Os mapas de dureza foram realizados utilizando um microdurômetro Zwick/Roell-ZHV e seguindo a norma ASTM E384-10. A carga de indentação adotada foi de 4,9 N (HV0,5), aplicada durante 15 s e com distância entre as indentações de 0,3 mm. Apenas metade da seção transversal dos rebites foi submetida à análise, uma vez que a zona de ancoragem pode ser assumida como sendo simétrica.
A resistência mecânica global das juntas foi avaliada por meio de ensaio de tração ‘T-pull’, de acordo com a metodologia proposta por Amancio-Filho [2323 Amancio-Filho ST. Friction riveting: development and analysis of a new joining technique for polymer-metal multi-materials structures [tese de doutorado]. Hamburg: Technischen Universitäat Hamburg-Harburg, GKSS-Forschungszentrum Geesthacht; 2007.]. Os dispositivos empregados e a configuração de carregamento são detalhadas na Figura 4a enquanto que a geometria e dimensões das juntas são detalhadas na Figura 4b. Os ensaios foram realizados em uma máquina universal de ensaios Zwick 1478 (Zwick Roell AG) a 21 °C com velocidade da travessa de 1,0 mm min–1. A resistência mecânica global das juntas foi assumida como sendo a força máxima registrada nas curvas de força em função do deslocamento.

Representação esquemática (a) do dispositivo utilizado no ensaio de tração das juntas; e (b) das amostras ensaiadas, detalhando suas dimensões.
4 Resultados e Discussão
4.1 Microestrutura, temperatura do processo e propriedades mecânicas locais das juntas
As Figuras 5a e 5b apresentam seções transversais típicas das regiões de união das juntas analisadas. Alterando-se a VR de 9000 rpm para 10000 rpm houve aumento de 17% na profundidade de penetração do rebite (P) (P9000 rpm= 6,3 ± 0,3 mm, P10000 rpm= 7,1 ± 0,4 mm) e leve aumento de 7,5%, na largura (L) da extremidade do rebite (L9000 rpm= 6,5 ± 0,2 mm, L10000 rpm= 6,5 ± 0,8 mm). Contudo, estatisticamente, não há evidências de diferenças significativas entre as médias de P e L para as condições A9000 rpm e A10000 rpm, sendo o p-valor para P médio de 0,717 e para L médio de 0,946, valores superiores ao nível α de significância escolhido. Assim, a hipótese de nulidade não foi rejeitada. É de conhecimento que maiores valores de P e L contribuem para maior ancoragem do rebite no componente polimérico resultando em juntas mais resistentes à tração [1010 Rodrigues CF, Blaga L, Santos JF, Canto LB, Hage E Jr, Amancio-Filho ST. FricRiveting of aluminum 2024-T351 and polycarbonate: Temperature evolution, microstructure and mechanical performance. Journal of Materials Processing Technology. 2014;214(10):2029-2039. http://dx.doi.org/10.1016/j.jmatprotec.2013.12.018.
http://dx.doi.org/10.1016/j.jmatprotec.2...
] e ao cisalhamento sob tração [1010 Rodrigues CF, Blaga L, Santos JF, Canto LB, Hage E Jr, Amancio-Filho ST. FricRiveting of aluminum 2024-T351 and polycarbonate: Temperature evolution, microstructure and mechanical performance. Journal of Materials Processing Technology. 2014;214(10):2029-2039. http://dx.doi.org/10.1016/j.jmatprotec.2013.12.018.
http://dx.doi.org/10.1016/j.jmatprotec.2...
,1212 Blaga L, Bancila R, Santos JF, Amancio-Filho ST. Friction Riveting of glass-fibre-reinforced polyetherimide composite and titanium grade 2 hybrid joints. Materials & Design. 2013;50:825-829. http://dx.doi.org/10.1016/j.matdes.2013.03.061.
http://dx.doi.org/10.1016/j.matdes.2013....
,1414 Proença BC, Blaga LB, Santos JF, Canto LB, Amancio-Filho ST. Force controlled Friction Riveting of glass fiber reinforced polyamide 6 and aluminum alloy 6056 hybrid joints. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2015); 2015; Orlando, USA. USA: Society of Plastics Engineers; 2015.]. Desta forma, não se espera significante contribuição da geometria da região de ancoragem do desempenho mecânico das juntas investigadas neste trabalho.

Exemplo de seções transversais típicas de juntas produzidas com (a) baixa (A9000 rpm); e (b) alta (A10000 rpm) velocidade de rotação usados na medição dos valores de profundidade de penetração, P, e largura, L, da extremidade deformada do rebite.
Como reportado por Borba et al. [1717 Borba NZ, Blaga L, Canto LB, Santos JF. Friction Riveting of pultruded thermoset glass fiber reinforced polyester composite and Ti6Al4V hybrid joints. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2014); 2014; Las Vegas, Nevada. USA: Society of Plastics Engineers; 2014.], as temperaturas máximas atingidas durante a união superaram a temperatura de início de decomposição térmica da matriz de poliéster do compósito P-FV. Porém, a extensão da região afetada pelo calor, bem como possíveis mudanças metalúrgicas no rebite metálico e estas contribuições nas mudanças geométricas da região de união não foram investigadas. Assim, a Figura 6a apresenta a evolução da temperatura monitorada para as duas condições de rebitagem por fricção investigadas neste trabalho e nas Figuras 6b e 6c são mostradas imagens instantâneas capturadas pela câmera de infravermelho no momento da máxima temperatura atingida.

(a) Curvas típicas da evolução da temperatura durante a Rebitagem por Fricção de juntas processadas com VR de 9000 rpm e 10000 rpm. Snapshots das temperaturas máximas atingidas para (b) A9000 rpm e (c) A10000 rpm, mostrando a expulsão e formação da rebarba, onde a temperatura foi medida.
Os resultados mostraram que, para os níveis de VR investigados, as taxas de aquecimento, TA (TAA9000 rpm= 473 ± 104 °C s–1, TAA10000 rpm= 403 ± 21 °C s–1) bem como de resfriamento, TR (TRA9000 rpm= 51 ± 15 °C s–1, TRA10000 rpm= 45 ± 4 °C s–1) foram semelhantes. Como já reportado por Borba et al. [1717 Borba NZ, Blaga L, Canto LB, Santos JF. Friction Riveting of pultruded thermoset glass fiber reinforced polyester composite and Ti6Al4V hybrid joints. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2014); 2014; Las Vegas, Nevada. USA: Society of Plastics Engineers; 2014.] e observado neste trabalho, as temperaturas, T, atingidas para os dois níveis de VR (TA9000 rpm= (758 ± 56 °C e TA10000 rpm= 761 ± 2 °C) superaram a temperatura de início de decomposição do P-FV (390 °C) [2424 Laoubi K, Hamadi Z, Benyahia AA, Serier A, Azari Z. Thermal behavior of E-glass fiber-reinforced unsaturated polyester composites. Composites. Part B, Engineering. 2014;56:520-526. http://dx.doi.org/10.1016/j.compositesb.2013.08.085.
http://dx.doi.org/10.1016/j.compositesb....
] (Figura 6a). Ainda, o aumento da velocidade de rotação e, consequentemente, o aumento do aporte térmico gerado, favoreceu a formação e acúmulo de mais rebarba sobre a superfície da junta A1000 rpm (Figura 6c). A expulsão de uma quantidade mais elevada de material afetado pelo calor para fora da região de união contribui para a medição da temperatura realizada na rebarba, favorecendo menor dispersão destes valores quanto mais rebarba é formada. Deste modo, o desvio padrão da temperatura em A10000 rpm é consideravelmente inferior ao desenvolvido em A9000 rpm.
Contudo, este comportamento pode induzir também um aumento da área degradada, AD, do compósito na região de união, quanto maior VR. A Figura 7 apresenta a comparação entre a temperatura do processo e a área de união afetada. Apesar das temperaturas processuais médias serem muito próximas (758 ± 56 °C e 761 ± 2 °C, respectivamente), a extensão da decomposição do P-FV na região de união foi maior para maior VR. Estatisticamente, há diferença significativa entre as médias de AD das condições A9000 rpm e A10000 rpm, com p-valor igual à 0,002. Possivelmente o efeito do aumento de VR não afeta de modo diferencial a degradação da matriz de poliéster, já que as temperaturas atingidas foram similares. Porém, VR pode comprometer mais bandas de fibras ao redor do rebite através do cisalhamento imposto por ele e sua penetração. Isso pode ocorrer por meio de quebra das fibras e desacoplamento intensificado de fibras da matriz. Assim, visualmente, a área afetada pelo processo é maior.
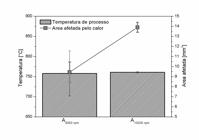
Temperaturas máximas médias atingidas durante a rebitagem por fricção das condições A9000 rpm e A10000 rpm e as médias das áreas afetadas pelo calor, no compósito, na região de união.
As juntas da condição A10000 rpm apresentaram área degradada média 47% superior às juntas da condição A9000 rpm, o que implica em maior concentração de defeitos volumétrico na região de união, como observado na Figura 5b. Segundo Laoubi et al. [2424 Laoubi K, Hamadi Z, Benyahia AA, Serier A, Azari Z. Thermal behavior of E-glass fiber-reinforced unsaturated polyester composites. Composites. Part B, Engineering. 2014;56:520-526. http://dx.doi.org/10.1016/j.compositesb.2013.08.085.
http://dx.doi.org/10.1016/j.compositesb....
], durante a decomposição da matriz de poliéster, há a evolução de gases os quais podem se alocar na interface matriz/fibra. Por conseguinte, microtrincas podem ser geradas por esse processo [2424 Laoubi K, Hamadi Z, Benyahia AA, Serier A, Azari Z. Thermal behavior of E-glass fiber-reinforced unsaturated polyester composites. Composites. Part B, Engineering. 2014;56:520-526. http://dx.doi.org/10.1016/j.compositesb.2013.08.085.
http://dx.doi.org/10.1016/j.compositesb....
], depreciando a qualidade das juntas e reduzindo sua resistência mecânica. Portanto, em juntas produzidas com elevadas VR, apesar de apresentarem maiores valores de P e L, a concentração excessiva de defeitos advindos de processos degradativos do P-FV podem comprometer seu desempenho mecânico global.
As elevadas temperaturas desenvolvidas na Rebitagem por Fricção podem ainda afetar a microestrutura do rebite metálico, como reportado por Amancio e Santos [33 Amancio-Filho ST, Santos JF. Joining of polymers and polymer-metal hybrid structures: recent developments and trends. Polymer Engineering and Science. 2009;49(8):1461-1476. http://dx.doi.org/10.1002/pen.21424.
http://dx.doi.org/10.1002/pen.21424...
]. Mecanismos de endurecimento como encruamento ou de recozimento como recuperação e recristalização podem ocorrer simultaneamente ao longo do rebite afetado por taxas de cisalhamento diferenciais e gradientes térmicos [3131 Amancio-Filho ST. Rebitagem por fricção (‘FricRiveting’): desenvolvimento de uma nova técnica de união para juntas híbridas do tipo polímero-metal. Parte I: processo e microestrutura. Soldagem & Inspeção. 2011;16(4):387-394. http://dx.doi.org/10.1590/S0104-92242011000400010.
http://dx.doi.org/10.1590/S0104-92242011...
]. Como observado na Figura 6a, alterações morfológicas das fases presentes no Ti-6Al-4V bem como recristalização dinâmica (DRX) podem ocorrer devido às altas temperaturas processuais. Estas possíveis mudanças termomecânicas experimentadas pelo rebite afetam as propriedades mecânicas locais da liga as quais foram analisadas por mapas de microdureza. Na Figuras 8a, para a condição A9000 rpm, três regiões bem definidas foram identificadas: Região 1 esverdeada (HV0,5 = 312 ± 6 HV) com propriedade inferior ao material de base (HV0,5 = 321 ± 12 HV); Região 2 amarelada (HV0,5 = 328 ± 3 HV), correspondente à uma região de transição; e Região 3, com tons laranjas (HV0,5 = 363 ± 9 MPa), a qual foi exposta à altas taxas de cisalhamento e calor. Na Figura 8b, para a condição A10000 rpm, estas regiões apresentaram endurecimento de aproximadamente 2,5% em relação à A9000 rpm e um visível aumento de suas extensões. A Região 1, com dureza não homogênea (amarelada com regiões menos endurecidas esverdeadas), resultou em HV0,5 = 320 ± 13HV; Região 2, alaranjada com HV0,5 = 337 ± 5 HV e Região 3, descontínua, com tons de laranja escuro, com HV0,5 = 371 ± 5 HV e uma extensão maior do que em A9000 rpm.
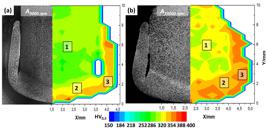
Mapa de dureza típico sobreposto a macrografia da seção transversal do rebite das juntas Ti-6Al-4V/P-FV obtidas nas condições (a) A9000 rpm; e (b) A10000 rpm.
Na zona de ancoragem (Regiões 2 e 3), onde ocorreu visível deformação plástica do rebite, a microestrutura do material se altera como resultado do aquecimento e do forjamento impostos [3131 Amancio-Filho ST. Rebitagem por fricção (‘FricRiveting’): desenvolvimento de uma nova técnica de união para juntas híbridas do tipo polímero-metal. Parte I: processo e microestrutura. Soldagem & Inspeção. 2011;16(4):387-394. http://dx.doi.org/10.1590/S0104-92242011000400010.
http://dx.doi.org/10.1590/S0104-92242011...
]. A possível ocorrência do refino da microestrutura, aliado a mudanças morfológicas das fases presentes no Ti-6Al-4V podem ser responsáveis pelo endurecimento destas regiões. Como as temperaturas processuais estão próximas da temperatura de transição beta (β-transus) (Figura 6a) e devido ao rápido resfriamento, estruturas aciculares podem ser formadas por meio difusional ou martensítico [3232 Zhou L, Liu HJ, Liu QW. Effect of rotation speed on microstructure and mechanical properties of Ti–6Al–4V friction stir welded joints. Materials & Design. 2010;31(5):2631-2636. http://dx.doi.org/10.1016/j.matdes.2009.12.014.
http://dx.doi.org/10.1016/j.matdes.2009....
]. Estas evidências também foram observadas por Esmaily et al. [3333 Esmaily M, Nooshin Mortazavi S, Todehfalah P, Rashidi M. Microstructural characterization and formation of α′ martensite phase in Ti–6Al–4V alloy butt joints produced by friction stir and gas tungsten arc welding processes. Materials & Design. 2013;47:143-150. http://dx.doi.org/10.1016/j.matdes.2012.12.024.
http://dx.doi.org/10.1016/j.matdes.2012....
] para juntas de Ti-6Al-4V obtidas pela técnica de Soldagem por Fricção Linear (Friction Stir Welding). Segundo os autores, a morfologia acicular, aliada ao seu refinamento, conferiu aumento de dureza de aproximadamente 25% da zona de mistura (stir zone) - região onde esta microestrutura desenvolveu-se - em ralação ao material de base [3333 Esmaily M, Nooshin Mortazavi S, Todehfalah P, Rashidi M. Microstructural characterization and formation of α′ martensite phase in Ti–6Al–4V alloy butt joints produced by friction stir and gas tungsten arc welding processes. Materials & Design. 2013;47:143-150. http://dx.doi.org/10.1016/j.matdes.2012.12.024.
http://dx.doi.org/10.1016/j.matdes.2012....
]. Quanto maior a severidade do processo em termos de taxa de cisalhamento e de temperatura do processo (A10000 rpm em relação à A9000 rpm), mais significativos foram os efeitos observados na resistência mecânica local destas regiões do rebite (Figuras 8a e 8b).
O Ti-6Al-4V, comparado a outras ligas metálicas leves, como o alumínio (210 Wm–1K–1), apresenta baixa condutividade térmica (16,4 W m–1 K–1) [3434 ASM International. ASM Handbook: properties and selection: nonferrous alloys and special-purpose materials. Materials Park; 1990. vol. 2.]. Desta forma, o calor gerado na superfície de fricção do rebite (extremidade em contato com o compósito) é parcialmente conduzido, de forma pouco intensa, através do comprimento do rebite de volta ao mandril. Regiões afastadas da extremidade do rebite podem ser, então, afetadas por temperaturas significativamente elevadas por um intervalo de tempo considerável. Portanto, na condição A10000 rpm, em que a geração de calor foi maior (Etotal = 1982 ± 124 J), espera-se que a Região 1 seja afetada por temperaturas superiores às expostas na condição A9000 rpm (Etotal = 1705 ± 494 J). Tendo em vista este comportamento térmico, mudanças morfológicas ocorreram de forma mais intensa nesta região em juntas obtidas na condição A10000 rpm do que na condição A9000 rpm, como mostrado nas Figuras 9a e 9b. Estruturas aciculares foram observadas já na Região 1 das juntas A10000 rpm, enquanto que A9000 rpm grãos equiaxiais similares à microestrutura do material de base (Figura 2b) foram predominantes, porém, com maior concentração de fase beta (fração de fase beta do material de base: 8,7%; fração de fase beta na Figura 9a: 16,3%). A fase beta, mais dúctil (estrutura cristalina cúbica de corpo centrado) em comparação a fase alfa (estrutura cristalina hexagonal compacta) [2929 Matthew J, Donachie J. Titanium: a technical guide. 2. ed. Materials Park: ASM International; 2000. 381 p.], possivelmente foi responsável pelo decaimento da dureza em A9000 rpm, enquanto que a mudança morfológica em A10000 rpm pode, em parte, explicar o endurecimento da Região 1 devido a presença de estruturas aciculares finas, possivelmente formações do tipo Widmanstätten (lamelas desenvolvidas a partir de regiões de contorno de grão).
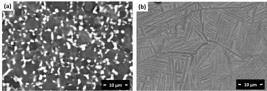
Microestruturas típicas da região central do rebite metálico (Região 1 da Figura 8) de juntas produzidas segundo as condiçóes (a) A9000 rpm; e (b) A10000 rpm.
Estudos anteriores em Rebitagem por Fricção para juntas híbridas metal-termoplásticos [1010 Rodrigues CF, Blaga L, Santos JF, Canto LB, Hage E Jr, Amancio-Filho ST. FricRiveting of aluminum 2024-T351 and polycarbonate: Temperature evolution, microstructure and mechanical performance. Journal of Materials Processing Technology. 2014;214(10):2029-2039. http://dx.doi.org/10.1016/j.jmatprotec.2013.12.018.
http://dx.doi.org/10.1016/j.jmatprotec.2...
,3131 Amancio-Filho ST. Rebitagem por fricção (‘FricRiveting’): desenvolvimento de uma nova técnica de união para juntas híbridas do tipo polímero-metal. Parte I: processo e microestrutura. Soldagem & Inspeção. 2011;16(4):387-394. http://dx.doi.org/10.1590/S0104-92242011000400010.
http://dx.doi.org/10.1590/S0104-92242011...
] já descreveram as zonas microestruturais presentes no rebite metálico (zona do metal afetada pelo calor- MZAC e zona do metal termo mecanicamente afetada- MZTMA). Neste trabalho, as mudanças microestruturais e seu efeito na resistência mecânica local dos rebites sugerem a presença da MZTMA na extremidade deformada do rebite, a qual foi endurecida (Regiões 2 e 3), com aumento da extensão desta zona de A9000 rpm para A10000 rpm. Em A10000 rpm, a região 1 também pode ser considerada MZTMA pela presença de uma estrutura acicular endurecida. Contudo, investigações futuras acerca de fenômenos como recristalização dinâmica e a extensão das transformações de fase que ocorrem no rebite de juntas Ti-6Al-4V/P-FV serão necessárias para identificar os limites entre MZAC e MZTMA. A possível presença de duas MZTMA também deverá ser analisada já que além de refinos microestruturais, diferentes morfologias de fase são desenvolvidas ao longo do rebite o que sugere efeitos termomecânicos em diferentes níveis. Técnicas como difração de elétrons retro espalhados (EBSD), microscopia eletrônica de transmissão (MET) e análises aprofundadas de microscopia eletrônica de varredura (MEV) serão exploradas.
4.2 Propriedades mecânicas globais: desempenho mecânico sob tração
A resistência mecânica global das juntas rebitadas por fricção foi avaliada por meio de ensaio de tração. O efeito da velocidade de rotação na resistência à tração está apresentado na Figura 10a. Com o aumento da velocidade de rotação de 9000 rpm para 10000 rpm houve uma queda expressiva de 50% na força máxima de tração, FMT, das juntas, de 4,0 ± 1,2 kN para 2,0 ± 0,7 kN. A falha típica desenvolvida em todas as juntas foi arrancamento completo do rebite da placa de compósito (full-rivet pull-out) [1010 Rodrigues CF, Blaga L, Santos JF, Canto LB, Hage E Jr, Amancio-Filho ST. FricRiveting of aluminum 2024-T351 and polycarbonate: Temperature evolution, microstructure and mechanical performance. Journal of Materials Processing Technology. 2014;214(10):2029-2039. http://dx.doi.org/10.1016/j.jmatprotec.2013.12.018.
http://dx.doi.org/10.1016/j.jmatprotec.2...
] com a presença de delaminação superficial no compósito e trincas nucleadas de forma radial ao rebite (Figuras 10b e 10c). Normalmente em tecnologia da soldagem e união de materiais, o desempenho mecânico da junta é calculado em relação à resistência do material de base. Entretanto em juntas híbridas, tal comparação não pode ser realizada com frequência, devido à complexa distribuição de tensões e micro-mecanismos de falha. Portanto, este desempenho mecânico não será abordado nesse trabalho.

Efeito da velocidade de rotação no desempenho mecânico das juntas. (a) Força máxima de tração média, FMT; (b) aspectos gerais da superfície de fratura típica; e (c) seção transversal da fratura típica (full-rivet pull-out).
Como mostrado na Figura 7, a área degradada na região de união aumenta em 50% com a velocidade de rotação. Os vazios nesta região, remanescentes do processo de degradação da matriz de poliéster, comportam-se como sítios de nucleação de trincas e, portanto, enfraquecem as juntas. Adicionalmente, a redução do volume de material de interação sobre a região de ancoragem do rebite, devido ao aumento de defeitos (material degradado), também comprometeu o desempenho mecânico das juntas. Este volume é o maior responsável por resistir às solicitações de tração aplicadas no rebite [1212 Blaga L, Bancila R, Santos JF, Amancio-Filho ST. Friction Riveting of glass-fibre-reinforced polyetherimide composite and titanium grade 2 hybrid joints. Materials & Design. 2013;50:825-829. http://dx.doi.org/10.1016/j.matdes.2013.03.061.
http://dx.doi.org/10.1016/j.matdes.2013....
]. Em juntas rebitadas por fricção de metal-termoplástico, a boa adesão deste volume de polímero ao rebite bem como a baixa extensão de defeitos nesta interface contribuem para seu bom desempenho sobre tração, como evidenciado por Amancio-Filho [1111 Amancio-Filho ST. Rebitagem por fricção (‘FricRiveting’): desenvolvimento de uma nova técnica de união para juntas híbridas do tipo polímero metal. Parte II: propriedades térmicas e mecânicas. Soldagem & Inspeção. 2011;16(4):396-404. http://dx.doi.org/10.1590/S0104-92242011000400011.
http://dx.doi.org/10.1590/S0104-92242011...
] e Rodrigues et al. [1010 Rodrigues CF, Blaga L, Santos JF, Canto LB, Hage E Jr, Amancio-Filho ST. FricRiveting of aluminum 2024-T351 and polycarbonate: Temperature evolution, microstructure and mechanical performance. Journal of Materials Processing Technology. 2014;214(10):2029-2039. http://dx.doi.org/10.1016/j.jmatprotec.2013.12.018.
http://dx.doi.org/10.1016/j.jmatprotec.2...
]. Assim, estes fatores desencadearam uma queda de aproximadamente 50% na resistência à tração (FMTA9000 rpm= 4,0 ± 1,2 kN e FMTA10000 rpm= 2,0 ± 0,7 kN) com aumento da VR e falha prematura, porém não catastrófica.
Embora a geometria do rebite (maiores valores de P e L) obtida na condição A10000 rpm seja a mais favorável para o aumento da resistência à tração das juntas, pelo aumento aparente do volume de interação [1212 Blaga L, Bancila R, Santos JF, Amancio-Filho ST. Friction Riveting of glass-fibre-reinforced polyetherimide composite and titanium grade 2 hybrid joints. Materials & Design. 2013;50:825-829. http://dx.doi.org/10.1016/j.matdes.2013.03.061.
http://dx.doi.org/10.1016/j.matdes.2013....
], este fator não apresentou-se estatisticamente relevante no desempenho mecânico das juntas. O aumento da extensão da área polimérica degradada na região de união pelo aumento de VR parece ter atuado de forma mais drástica na redução deste desempenho, comprometendo a qualidade das juntas. Portanto, no desenvolvimento de juntas rebitadas por fricção de Ti-6Al-4V/P-FV, a otimização da velocidade de rotação é essencial para se obter suficiente deformação plástica do rebite e minimizar a extensão da degradação da matriz de poliéster, garantindo um satisfatório desempenho mecânico sob tração das juntas.
5 Conclusões
Neste estudo, a influência da velocidade de rotação na qualidade das juntas e no seu desempenho mecânico das juntas rebitadas por fricção de Ti-6Al-4V/P-FV foi investigada. Dois níveis de velocidade foram analisados para estudar o efeito do aporte térmico gerado no comportamento das juntas em termos: geométricos, microestruturais, propriedade mecânica local e resistência à tração.
Juntas produzidas com maior velocidade de rotação não apresentaram profundidade de penetração do rebite no componente polimérico e alargamento da sua extremidade estatisticamente mais efetivos. Contudo, a extensão da degradação da matriz de poliéster apresentou significativo aumento, de aproximadamente 50%, com a velocidade de rotação do rebite, contribuindo para maior concentração de defeitos volumétricos na região de união.
As elevadas temperaturas atingidas durante o processo e o rápido resfriamento das juntas afetaram também a microestrutura do metal, comprovada por alterações no perfil de dureza do rebite. Para maior aporte térmico (maior velocidade de rotação), uma morfologia acicular possivelmente se desenvolveu em grande parte da seção transversal do rebite sendo, em parte, responsável pelo seu maior endurecimento. A morfologia equiaxial com concentração elevada de fase beta, encontrada em juntas produzidas com baixa velocidade de rotação diminuiu a dureza da região afastada da região de ancoragem. Nesta região, valores de dureza inferiores ao do material de base foram observados.
O efeito negativo do aumento da concentração de defeitos volumétricos com velocidade de rotação teve maior influência sobre o comportamento mecânico das juntas sob tração do que a geometria do rebite inserido no componente polimérico. A condição com menor velocidade de rotação (A9000 rpm) resultou em maior valor de resistência à tração (FMTA9000 rpm= 4,0 ± 1,2 kN) em comparação a junta mais degradada (FMTA10000 rpm= 2,0 ± 0,7 kN). Todas as juntas falharam por arrancamento completo do rebite da placa de compósito.
Os resultados deste trabalho revelaram potencialidades para melhoria da técnica de Rebitagem por Fricção aplicada a sistemas complexos como o metal-compósito termofixo em questão. Esforços futuros para optimização desta tecnologia em juntas híbridas Ti-6Al-4V/P-FV, devem ser focados na obtenção de uma faixa ótima de velocidade de rotação, a qual garanta boa deformação plástica do rebite sem desencadear severa decomposição da matriz de poliéster.
Agradecimentos
Os autores agradecem o suporte financeiro e técnico da Helmholtz Association da Alemanha através do Young Investigator Group “Advanced Polymer-Metal Hybrid Structures” (Processo VH-NG-626), à FAPESP pela bolsa de mestrado concedida à Natascha Z. Borba (Processo 2014/09840-4) e ao CNPq pela bolsa de produtividade em pesquisa concedida ao Leonardo B. Canto (Processo 304169/2014-5).
Referências
-
1Sedlacek G, Trumpf H. Innovative develompents for bridges using FRP composites. Cambridge: Woodhead Publishing; 2007.
-
2Messler RW. Trends in key joining technologies for the twenty-first century. Assembly Automation. 2000;20:118-128. http://dx.doi.org/10.1108/01445150010321733
» http://dx.doi.org/10.1108/01445150010321733 -
3Amancio-Filho ST, Santos JF. Joining of polymers and polymer-metal hybrid structures: recent developments and trends. Polymer Engineering and Science. 2009;49(8):1461-1476. http://dx.doi.org/10.1002/pen.21424
» http://dx.doi.org/10.1002/pen.21424 -
4Goushegir SM, Santos JF, Amancio-Filho ST. Friction spot joining of aluminum AA2024/carbon-fiber reinforced poly(phenylene sulfide) composite single lap joints: microstructure and mechanical performance. Materials & Design. 2014;54:196-206. http://dx.doi.org/10.1016/j.matdes.2013.08.034
» http://dx.doi.org/10.1016/j.matdes.2013.08.034 -
5Esteves JE, Goushegir SM, Santos JF, Canto LB, Hage E Jr, Amancio-Filho ST. Friction spot joining of aluminum AA6181-T4 and carbon fiber-reinforced poly(phenylene sulfide): effects of process parameters on the microstructure and mechanical strength. Materials & Design. 2015;66:437-445. http://dx.doi.org/10.1016/j.matdes.2014.06.070
» http://dx.doi.org/10.1016/j.matdes.2014.06.070 -
6André NM, Goushegir SM, Santos JF, Canto LB, Amancio-Filho ST. On the microstructure and mechanical performance of Friction Spot Joining with additional film interlayer. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2014); 2014; Las Vegas, Nevada. USA: Society of Plastics Engineers; 2014.
-
7Abibe AB, Amancio-Filho ST, Dos Santos JF, Hage E Jr. Mechanical and failure behaviour of hybrid polymer–metal staked joints. Materials & Design. 2013;46:338-347. http://dx.doi.org/10.1016/j.matdes.2012.10.043
» http://dx.doi.org/10.1016/j.matdes.2012.10.043 -
8Abibe AB, Dos Santos JF, Amancio-Filho ST. Friction staking: a noval staking joining method for hybrid structures. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2014); 2014; Las Vegas, Nevada. USA: Society of Plastics Engineers; 2014.
-
9Amancio-Filho ST. Friction Riveting: development and analysis of a new joining technique for polymer-metal multi-material structures. Welding in the World. 2011;55(1-2):13-24.
-
10Rodrigues CF, Blaga L, Santos JF, Canto LB, Hage E Jr, Amancio-Filho ST. FricRiveting of aluminum 2024-T351 and polycarbonate: Temperature evolution, microstructure and mechanical performance. Journal of Materials Processing Technology. 2014;214(10):2029-2039. http://dx.doi.org/10.1016/j.jmatprotec.2013.12.018
» http://dx.doi.org/10.1016/j.jmatprotec.2013.12.018 -
11Amancio-Filho ST. Rebitagem por fricção (‘FricRiveting’): desenvolvimento de uma nova técnica de união para juntas híbridas do tipo polímero metal. Parte II: propriedades térmicas e mecânicas. Soldagem & Inspeção. 2011;16(4):396-404. http://dx.doi.org/10.1590/S0104-92242011000400011
» http://dx.doi.org/10.1590/S0104-92242011000400011 -
12Blaga L, Bancila R, Santos JF, Amancio-Filho ST. Friction Riveting of glass-fibre-reinforced polyetherimide composite and titanium grade 2 hybrid joints. Materials & Design. 2013;50:825-829. http://dx.doi.org/10.1016/j.matdes.2013.03.061
» http://dx.doi.org/10.1016/j.matdes.2013.03.061 -
13Altmeyer J, Santos JF, Amancio-Filho ST. Effect of friction riveting process parameters on the joint formation and performance of Ti alloy/ short-fibre reinforced polyether ether ketone joints. Materials & Design. 2014;60:164-176. http://dx.doi.org/10.1016/j.matdes.2014.03.042
» http://dx.doi.org/10.1016/j.matdes.2014.03.042 -
14Proença BC, Blaga LB, Santos JF, Canto LB, Amancio-Filho ST. Force controlled Friction Riveting of glass fiber reinforced polyamide 6 and aluminum alloy 6056 hybrid joints. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2015); 2015; Orlando, USA. USA: Society of Plastics Engineers; 2015.
-
15Amend P, Pillach B, Frick T, Schmidt M. Laser-based hot-melt bonding of thermosetting GFRP. Physics Procedia. 2012;39:147-153. http://dx.doi.org/10.1016/j.phpro.2012.10.024
» http://dx.doi.org/10.1016/j.phpro.2012.10.024 -
16Huang Z, Sugiyama S, Yanagimoto J. Hybrid joining process for carbon fiber reinforced thermosetting plastic and metallic thin sheets by chemical bonding and plastic deformation. Journal of Materials Processing Technology. 2013;213(11):1864-1874. http://dx.doi.org/10.1016/j.jmatprotec.2013.04.015
» http://dx.doi.org/10.1016/j.jmatprotec.2013.04.015 -
17Borba NZ, Blaga L, Canto LB, Santos JF. Friction Riveting of pultruded thermoset glass fiber reinforced polyester composite and Ti6Al4V hybrid joints. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2014); 2014; Las Vegas, Nevada. USA: Society of Plastics Engineers; 2014.
-
18Amancio-Filho ST, Santos JF. Influence of processing parameters on microstructure and properties of a polyetherimide joined by FricRiveting: investigation of rotational speed. In: Proceedings of the Annual Technical Conference of Society of Plastics Engineers (ANTEC 2009); 2009; Chicago, USA. USA: Society of Plastics Engineers; 2009.
-
19Blaga L, Dos Santos JF, Bancila R, Amancio-Filho ST. Friction Riveting (FricRiveting) as a new joining technique in GFRP lightweight bridge construction. Construction & Building Materials. 2015;80(0):167-179. http://dx.doi.org/10.1016/j.conbuildmat.2015.01.001
» http://dx.doi.org/10.1016/j.conbuildmat.2015.01.001 -
20Junior WS, Handge UA, Santos JF, Abetz V, Amancio-Filho ST. Feasibility study of friction spot welding of dissimilar single-lap joint between poly(methyl methacrylate) and poly(methyl methacrylate)-SiO2 nanocomposite. Materials & Design. 2014;64:246-250. http://dx.doi.org/10.1016/j.matdes.2014.07.050
» http://dx.doi.org/10.1016/j.matdes.2014.07.050 -
21Goushegir SM, Santos JF, Amancio-Filho ST. Friction Spot Joining of aluminum AA2024/carbon-fiber reinforced poly(phenylene sulfide) composite single lap joints: Microstructure and mechanical performance. Materials & Design. 2014;54:196-206. http://dx.doi.org/10.1016/j.matdes.2013.08.034
» http://dx.doi.org/10.1016/j.matdes.2013.08.034 -
22Neumann A. Reibschweissen von Metallen 1. Auflage. Berlin: Verlag Technik GmbH; 1991.
-
23Amancio-Filho ST. Friction riveting: development and analysis of a new joining technique for polymer-metal multi-materials structures [tese de doutorado]. Hamburg: Technischen Universitäat Hamburg-Harburg, GKSS-Forschungszentrum Geesthacht; 2007.
-
24Laoubi K, Hamadi Z, Benyahia AA, Serier A, Azari Z. Thermal behavior of E-glass fiber-reinforced unsaturated polyester composites. Composites. Part B, Engineering. 2014;56:520-526. http://dx.doi.org/10.1016/j.compositesb.2013.08.085
» http://dx.doi.org/10.1016/j.compositesb.2013.08.085 -
25Kandare E, Kandola BK, Price D, Nazaré S, Horrocks RA. Study of the thermal decomposition of flame-retarded unsaturated polyester resins by thermogravimetric analysis and Py-GC/MS. Polymer Degradation & Stability. 2008;93(11):1996-2006. http://dx.doi.org/10.1016/j.polymdegradstab.2008.03.032
» http://dx.doi.org/10.1016/j.polymdegradstab.2008.03.032 -
26Kandare E, Chukwunonso AK, Kandola BK. The effect of fire-retardant additives and a surface insulative fabric on fire performance and mechanical property retention of polyester composites. Fire and Materials. 2011;35(3):143-155. http://dx.doi.org/10.1002/fam.1039
» http://dx.doi.org/10.1002/fam.1039 -
27Fiberline Composites. Structural profiles. Middelfart; 2013. [acesso em 26 ago. 2013]. Disponível em: www.fiberline.com
-
28Bahadur S, Zheng Y. Mechanical and Tribological behavior of polyester reinforced with short glass fibers. Wear. 1990;137(2):251-266. http://dx.doi.org/10.1016/0043-1648(90)90138-Z
» http://dx.doi.org/10.1016/0043-1648(90)90138-Z -
29Matthew J, Donachie J. Titanium: a technical guide. 2. ed. Materials Park: ASM International; 2000. 381 p.
-
30Boyer RR. An overview on the use of titanium in the aerospace industry. Materials Science and Engineering A. 1996;213(1-2):103-114. http://dx.doi.org/10.1016/0921-5093(96)10233-1
» http://dx.doi.org/10.1016/0921-5093(96)10233-1 -
31Amancio-Filho ST. Rebitagem por fricção (‘FricRiveting’): desenvolvimento de uma nova técnica de união para juntas híbridas do tipo polímero-metal. Parte I: processo e microestrutura. Soldagem & Inspeção. 2011;16(4):387-394. http://dx.doi.org/10.1590/S0104-92242011000400010
» http://dx.doi.org/10.1590/S0104-92242011000400010 -
32Zhou L, Liu HJ, Liu QW. Effect of rotation speed on microstructure and mechanical properties of Ti–6Al–4V friction stir welded joints. Materials & Design. 2010;31(5):2631-2636. http://dx.doi.org/10.1016/j.matdes.2009.12.014
» http://dx.doi.org/10.1016/j.matdes.2009.12.014 -
33Esmaily M, Nooshin Mortazavi S, Todehfalah P, Rashidi M. Microstructural characterization and formation of α′ martensite phase in Ti–6Al–4V alloy butt joints produced by friction stir and gas tungsten arc welding processes. Materials & Design. 2013;47:143-150. http://dx.doi.org/10.1016/j.matdes.2012.12.024
» http://dx.doi.org/10.1016/j.matdes.2012.12.024 -
34ASM International. ASM Handbook: properties and selection: nonferrous alloys and special-purpose materials. Materials Park; 1990. vol. 2.
Datas de Publicação
-
Publicação nesta coleção
Mar 2016
Histórico
-
Recebido
03 Nov 2015 -
Aceito
18 Jan 2016










