Abstract
The importance of self-reinforced bioabsorbable polymers has been growing due to their use in orthopedic and dental implants. Bioabsorbable polymeric implants manufactured only by the processes of injection or extrusion without the post processing of self-reinforcing leave a great deal on presenting an appealing alternative in terms of the mechanical strength suitable for use in the fixation of bone fractures. One of the most promising ways to promote the increase of mechanical properties of bioresorbable polymers is through the self-reinforcing technique. Self-reinforcing occurs when the internal structure of the polymer is strongly oriented in the direction of the deformation. Knowing the levels of mechanical strength obtained is essential to determine the sites of application of the component. The objective of this work was to study the method and the influence of self-reinforcing conditions, such as reduction ratio, temperature and deformation speed, on the quality and mechanical properties of small cylindrical bars obtained from the bioresorbable polymer P (L/DL) LA 70:30. The different processing conditions led to distinct levels of mechanical strength. Resistance values obtained in this work are the highest ever recorded for this material. It is important to stress that the values of mechanical strength achieved are within the limits accepted as safe for utilization in the fixation of craniofacial fractures, a fact that significantly enhances the prospects in this area.
Biomaterials; bioabsorbable polymers; self-reinforcing; bone implant
Self-reinforced bioresorbable polymer P (L/DL) LA 70:30 for the manufacture of craniofacial implant
Steferson L. StaresI; Lourival BoehsI; Márcio Celso FredelI; Aguedo AragonêsII; Eliana A. R. DuekIII
IDepartamento de Engenharia Mecânica, UFSC
IIDepartamento de Pesquisa e Desenvolvimento, Biontech Polímeros Degradáveis - SC
IIICentro de Ciências Médicas e Biológicas, PUC-SP
Autor para correspondência Autor para correspondência: Steferson L. Stares Departamento de Engenharia Mecânica Universidade Federal de Santa Catarina - UFSC Trindade, CP 476, CEP 88040-900 Florianópolis, SC, Brasil e-mail: slstares@hotmail.com
ABSTRACT
The importance of self-reinforced bioabsorbable polymers has been growing due to their use in orthopedic and dental implants. Bioabsorbable polymeric implants manufactured only by the processes of injection or extrusion without the post processing of self-reinforcing leave a great deal on presenting an appealing alternative in terms of the mechanical strength suitable for use in the fixation of bone fractures. One of the most promising ways to promote the increase of mechanical properties of bioresorbable polymers is through the self-reinforcing technique. Self-reinforcing occurs when the internal structure of the polymer is strongly oriented in the direction of the deformation. Knowing the levels of mechanical strength obtained is essential to determine the sites of application of the component. The objective of this work was to study the method and the influence of self-reinforcing conditions, such as reduction ratio, temperature and deformation speed, on the quality and mechanical properties of small cylindrical bars obtained from the bioresorbable polymer P (L/DL) LA 70:30. The different processing conditions led to distinct levels of mechanical strength. Resistance values obtained in this work are the highest ever recorded for this material. It is important to stress that the values of mechanical strength achieved are within the limits accepted as safe for utilization in the fixation of craniofacial fractures, a fact that significantly enhances the prospects in this area.
Keywords: Biomaterials, bioabsorbable polymers, self-reinforcing, bone implant.
Introduction
One of the major problems in the use of bioresorbable polymer implants as aides in the treatment of fractures are the inferior mechanical properties when compared to similar metal artifacts[1]. Thus, many studies have been conducted with the aim of increasing the mechanical strength of polymers to be used in the fixation of fractures. The following mechanical properties are essential for adequate bioresorbable devices: high initial strength, appropriate initial modulus of elasticity; and present ductile fracture mechanism[2]. The high initial strength is essential since the implant must withstand the stresses during the surgical proceedings of implantation and endures the physiological and external loads during the initial stage of tissue cicatrization. The appropriate modulus of elasticity means that the material should not be too rigid or flexible to its intended use. Nor should display brittle fracture mechanism, as this would cause the concentration of inflammatory cells due to detachment of fragments[3]. It is recommended that the values of mechanical strength of the material are at the range of the bone in question[4]. Studies have reported flexural strength values for the cortical1 1 Type of compact bone found at the periphery of the long bones of the body, such as femur and tibia. bone at the range from 140 to 200 MPa[5], and flexural modulus values at 3 to 30 GPa[6]. On the other hand, the mechanical strength values for the trabecular2 2 Bone that features porous architecture with large surface-volume ratio, found in the vertebrae and skull. bone are below those found for the cortical bone. As an example, it is possible to mention modulus of elasticity values below 2 GPa[4]. One of the most promising ways to promote the increase of mechanical properties of polymeric devices is using the so called self-reinforcing (SR). Self-reinforcing occurs when the internal structure of the polymer is oriented at temperatures above glass transition temperature (Tg) and below melting temperature (Tm) in the case of semicrystalline polymers and above the (Tg) for amorphous polymers. Different forms of deformation can be used to promote the orientation, such as the uniaxial deformation, independent or in a matrix, the calendering and lamination, resulting in different types of microstructures such as microfibrils and fibers[7]. One of the principal methods used to produce self-reinforced samples is the so called "die-drawing", in which the sample is pulled through a heated die with dimensions smaller than the original. As a result, the polymer that was manufactured, for example, by injection, is strongly oriented towards the direction of deformation. When the degree of orientation increases, the resistance values of the polymer increases in comparison with non self-reinforced materials[2]. Although the self-reinforcing technique is already used for the production of bioabsorbable devices, processing details are poorly published and known. There are few manufacturers of these types of implants and they keep the data confidential. Based upon what was investigated in the reading of documents and also in contact with health professionals, it was found out that there is great interest in developing new products and technologies for bioabsorbable polymers. Analyzing the specialized literature, it was verified that the behavior of the polymer P (L/DL) LA 70:30 before the self-reinforcing process, to improve its mechanical properties, was not elucidated and few studies have been published[8,9]. Knowing how and what levels of mechanical strength can be obtained is crucial to determine the application scope of this biomaterial. The surface quality of the bars, diameter and circularity are effects of processing, and depending on the level shown, such bars may not be suitable for the manufacture of implants used for the fixation of fractures. Thus, this study aimed to deepen the studies on the applied technique and the influences of the reduction ratio, velocity and temperature processing on the mechanical properties and the final quality of the obtained bars made from polymer P (L/DL) LA 70:30. Injected cylindrical bars were subjected to deformation in solid state to improve its mechanical properties, using a specially developed device for this work. Using technical standards of mechanical tests, the mechanical strength of the bars was evaluated before and after the process of self-reinforcing. With the help of images from Scanning Electron Microscopy (SEM), there were performed qualitative assessments on the quality of the produced samples. Significant results were obtained, i.e., bars with safety mechanical strength for use in the fixation of craniofacial fractures, and also with the geometric characteristics and surface quality presumably suitable for the manufacture of implants using machining as a final process.
Experimental
The raw material used in manufacturing the samples was the bioresorbable polymer Poly (L-co-D, L lactic acid) in 70:30 ratio in the form of granules. This material was produced in laboratory scale at PUC - Sorocaba - Brazil. The Tg of the material remained at the band of 56-58 °C. The value of molar mass for the carried out synthesis was at the order of 295,000 g.mol-1, characterizing it as a polymer of high molecular weight, a factor required for applications in the fixation of fractures[10]. After synthesis, the raw material was subjected to drying, for a period of one hour, at a temperature of 45 °C, in a glass desiccator with a diameter of 220 mm.
After drying, the bars were prepared in a mini-injector AB Plastic Injectors brand, model AB-300. To assure surface quality and geometry uniformity of the bars, it was developed a two-part mould of stainless steel AISI 304. The injection temperature was 155 °C. The mould was preheated to a temperature of 30 °C using electrical resistance heaters in order to facilitate the moulding of bars. Two sets of cylindrical bars were manufactured, one group with a nominal diameter of 4.5 mm and 70 mm in length and another with a nominal diameter of 12.5 mm and 50 mm in length. The first group was submitted only to mechanical strength analysis. The second group was first subjected to self-reinforcing process and, subsequently, to mechanical tests. To facilitate the processing, the second group was designed with a reduction to 4 mm in diameter, as illustrated in Figure 1.
The produced samples in the second group were then subjected to the process of self-reinforcing. The main objective of self-reinforcing was to study the employed process and increase the mechanical strength of these bars. The secondary objective was to obtain samples, which would submit sufficient quality and geometry to be machined. For this, it was necessary to develop a special device. Made of stainless steel tubing, the device was fixed on the headstock of the testing machine. At the bottom, it was attached a spinneret also of stainless steel and heated by electrical resistance heaters at 300 W. An electronic controller was used to monitor the temperature. The spinneret presented a 30 degrees reduction angle and a 4.5 mm diameter output. Tests were conducted at different process conditions: reduction ratio, temperature and velocity. Table 1 shows a summary of process conditions used in this series of experiments. The bars were introduced in the spinneret and attached to the lower claw of the testing machine. With the upward movement of the headstock, the material was forced to flow through the spinneret, thus inducing into self-reinforcing (SR). In this experiment, it was used a universal testing machine EMIC brand - model DL3000. The applied self-reinforcing technique is fairly simple when compared with the others. This work dispenses the use of a lubricant, which could cause contamination of the component and trigger its degradation process.
After self-reinforcing, mechanical assays were performed to investigate the flexural behavior on the bars. Information was obtained on the flexural strength and the flexural modulus of elasticity. The tests were performed based on the ASTM D790-03 norm. Using a loading device in three points, the application of the maximum load occurred at exactly half the distance between the two fixed supports. The distance "L" applied between the supports was 40 mm. The radius of the supports was 5 mm.
The diameter of the assayed bars was 4.5 mm and the dislocation velocity of the headstock was 10 mm/min, as described in literature. Thus, the results of the tests can be compared with published results of similar experiments with polymer bars. The samples were tested and the mean values and standard deviations calculated. The tests were conducted at room temperature (23 ± 2 °C) using a universal testing machine EMIC - DL3000 model with load cell capacity of 5 kN.
The flexural strength expressed in Mega Pascal (MPa) was calculated according to Equation 1 and the flexural modulus of elasticity was calculated with the aid of Equation 2.

in which:
σf = Flexural strength (MPa)
Fm = Maxium strength applied (N)
L = Distance between attached supports (mm)
d = Bar diameter (mm)
E = Flexural Modulus of Elasticity (GPa)
ΔF/Δx = Angular coefficient (N/mm)
With images generated in Scanning Electron Microscope (SEM) (XL30-Phillips), qualitative assessments were made on the quality of the samples produced.
Results and Discussions
The results of flexural strength and modulus of the bars injected without self-reinforcing are found in Table 2. Such values were compatible with those available in literature for samples without self-reinforcing. Figure 2 illustrates a comparison between the data obtained in this study and those reported for this biomaterial. The variation in resistance levels found in different studies is related to structural parameters of the material. Structural features such as molecular weight, copolymerization and crosslinking, can dramatically alter their mechanical behavior. As an example, the molecular weight of the material used in this study was ≈246,000 g.mol-1. In the works of Claes[8] and Morita[9], the molecular weight was approximately 523,000 and 828,000 g.mol-1, respectively. An investigation related to such features and their influences on the strength of the material is important, however, they were not goals to this work.
Bioresorbable devices applied in osteofixation have been increasingly accepted in the field of orthopedics and traumatology. Currently, devices such as miniplates and screws are routinely used in the skull and bucomaxillofacial region, replacing the metallic devices. A bioresorbable device of good quality should have a high initial mechanical strength, promoting, during the early stages, a rigid fixation, maintaining the alignment and a primary bone union with the stabilization and compression of the bones.
As previously reported, literature suggests that, for secure fixation in bone surgery, the mechanical strength of the material should be close to the values of strength of the cortical bone. However, the bone structure is dynamic in time and becomes more fit to the imposed stresses in an adaptive manner, the values of their mechanical properties are not constant from bone to bone, from individual to individual, and therefore, only mean data are obtained. For the cortical bone, there were found values in flexural strength in the order of 140 to 200 MPa and flexural modulus values of 30 to 30 GPa[5,6]. The so called trabecular or cancellous bone provides resistance levels below to the cortical, its resistance is directly associated with its density.
As we can see, the values of strength of the non reinforced polymer P (L/DL) LA 70:30 are in the range of 90 to 124 MPa (flexural strength) and 3.6 to 3.9 GPa (flexural modulus of elasticity). The flexural strength values are considerably lower in strength to the cortical bone, which makes them unsuitable for clinical use. The low resistance would imply the use of implants of impractical sizes, with a subsequent increased risk of complications. The values of insufficient mechanical strength provided by non reinforced material are attributed to the fact that during the injection process, the orientation of the molecular structure of the moulded piece shows up in disarray, as a result of molecular motions when the molten polymer is cooling. This behavior is strongly influenced by the liquid flow and cooling of the material that occurs during the filling stage of the mould cavity. To promote the improvement of the mechanical properties of these injected bars, the self-reinforcing process was used. The injected bars were pulled through a heated die with dimensions smaller than the original as the process conditions are described in the following section.
Self-Reinforcing and mechanical properties
With the process of self-reinforcing (SR), the flexural strength and the flexural modulus of elasticity of the injected bars were increased in relation to its initial value. Figure 3 detaches the stress-strain curves of materials with and without self-reinforcing. The increased flexural strength and flexural modulus of elasticity of self-reinforced bars compared with the bars only injected were evident and are represented by the higher initial slope of the curve and the maximum stress in bending of the self-reinforced bars. The initial diameter of the bars varied with the ratio of reduction applied, 7.5 mm (SR-3), 9.5 mm (MR-5) and 12.5 mm (SR-7). The final diameter of all the bars was 4.5 mm. The temperature processing used was 58 °C and the dislocation velocity was 25 mm/min.
The flexural strength reached values of 129.7 ± 3.9 MPa for SR-3, 143.9 ± 2.6 MPa for SR-5 and 164.1 ± 1.9 MPa for SR-7. The modulus of elasticity has showed increases of approximately 13%, 21% and 31% for SR-3, SR-5 and SR-7, respectively. It was not possible to perform tests with self-reinforcing ratios greater than SR-7, because the volume required for adequate filling of the mould would exceed the capacity of injection of the injector used in the research.
A flexural strength of 164.1 MPa can be considered the highest value ever achieved for these polymers up to date, staying within the range of resistance accepted as safe for use as a device in the fixation of fractures. This resistance value is about 6% higher in comparison with other work done. Figure 4 shows a comparison between our data and the published literature for self-reinforced materials. Such results have shown that the technique and the variable processing used in the research are appropriate to increase the mechanical strength of the material, making it suitable for the intended application.
Regarding the modulus of elasticity suitable for a material in the fixation of fracture, it is clearly known the negative effects caused by excessive rigidity of fixation, such as bone resorption. Moreover, a high degree of instability caused by the low rigidity of fixation is a major cause of non-union of the fragments and loosening of the devices. Thus, the concept of rigidity for better fixation of the fracture is still not permanently clear. It is still impossible to define quantitatively the numerical range of the modulus of elasticity for a fixation with maximum performance. Thus, it can be considered that the material must show a initial modulus of elasticity lower than the metallic materials (110-124 GPa - as an example of titanium and its alloys), but, on the other hand, the material must clearly have the initial modulus value higher than the lower modulus values of the cortical bone (3 GPa) as the values achieved in this study (5.1 ± 0.1 GPa for SR-7).
Fracture mechanism
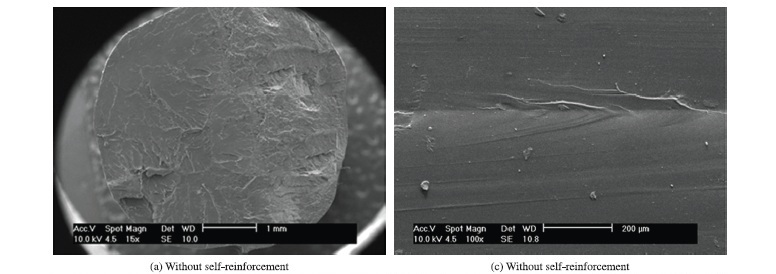
Another important feature and advantage resulting from the self-reinforcing process utilized in this study was the change in fracture mechanism of the polymer. Figure 5 shows that during the fracture in bending, the material without self-reinforcing revealed brittle fracture (Figure 5a) and instantly broke up into several pieces. When these fragments are released into the body, they can trigger inflammatory reactions, so this mechanism of fracture is not suitable for applications in fracture fixation. With self-reinforcing it was possible to change the fracture mechanism into ductile fracture (Figure 5b). Besides needing more force to break up, when this occurs, the release of small fragments does not happen.
The self-reinforcing elements of the polymer SR were typically formed by groups of oriented polymer chains, forming fibrillar structures with a high degree of molecular orientation. Figure 6 permits observing the microstructure of fractured surfaces of the injected and self-reinforced polymer. The microstructure of the injected material is typical of molten thermoplastic polymers (Figures 6a, c). The self-reinforced material has clearly presented a fibrillar microstructure (Figures 6b, d), which gives it its special resistance property.
The temperature (58 °C) and dislocation velocity (25 mm/min) values of the headstock used showed the most suitable for the processing of the material. The produced bars (Figure 7) showed excellent dimensional uniformity and circularity. They also showed good quality with no flaws, bubbles or cracks that could compromise the subsequent machining to obtain the screws on its final geometry. The machining of these components is the object of another research being conducted by the authors of this paper.
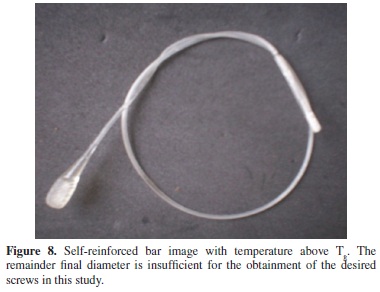
As the glass transition temperature (Tg) of the material was 56-58 °C, a slight increase in the processing temperature (60 °C) resulted in a greater degree of relaxation and greater fluidity of the material through the self-reinforcing die. Thus, the produced bars presented a final diameter inferior to the desired (Figure 8). At this diameter, it would not be possible to obtain implants with the intended dimensions to this study. To a temperature below Tg (55 °C), the self-reinforcing process showed difficulties, mainly due to the large increase of power necessary to accomplish the process, and would lead to a fracture of the sample or to a slip of the machine fixation claw.
For a velocity dislocation of 50 mm/min, the resulting surface exhibited great variations in diameter along the length. It also presented the formation of defects such as the accumulation of material and craters on the surface (Figure 9). This was a result of increased friction, hindering the rearrangement of material (Figure 9a) at the time of passage through the spinneret. The obtained surface was not suitable for the manufacture and obtainment of the intended implants, since the depth of the defects exceed (Figure 9b) the dimensional limits and the possibility of their removal by machining process.
As it was possible to verify, based on the results presented and discussed in this section, the mechanical properties most suitable for the manufacture of implants used for fixation of fractures were obtained with a self-reinforcing SR-7 ratio, a dislocation velocity 25 mm/min, and temperature processing near the Tg of the material.
Conclusions
The self-reinforcing technique used in this research have proved to be suitable for improving the mechanical properties of the bars considerably, reaching increases in the order of approximately 14% (SR-3), 26% (SR-5) and 44% (SR-7) to different reduction ratios used;
For processing temperature near of the the glass transition temperature (Tg) of the material was possible to obtain bars with the desired dimension. For lower or higher temperatures that Tg, the results were not satisfactory;
For the velocity dislocation of 25 mm/min, the resulting surface exhibited suitable quality for the goals this work. Above this velocity, the surface presented the formation of defects such as the accumulation of material and craters on the surface; and
With self-reinforcement SR-7, temperature of 58 °C and dislocation velocity of 25 mm/min was possible to obtain bars with adequate dimensions, mechanical strength and surface quality for use in fracture consolidations.
Acknowledgements
The authors wish to thank the Graduate Program in Mechanical Engineering of The Federal University of Santa Catarina - POSMEC, the Coordination for the Improvement of Higher Education Personnel - CAPES and to the Financier of Studies and Projects - FINEP for the opportunity and financial support.
Enviado: 11/04/11
Reenviado: 03/11/11
Aceito: 12/11/11
- 1. Suuronen, R.; Pohjonen, T.; Hietanen, J. & Lindqvist, C. - J. Oral Maxillofac. Surg., 56, p.604 (1998). http://dx.doi.org/10.1016/S0278-2391(98)90461-X
- 2. Törmälä, P.; Vasenius, J.; Vainionpää, S.; Laiho, J.; Pohjonen, T. & Rokkanen, P. - J. Biomed. Mater. Res., 25, p.1 (1991). PMid:1850429. http://dx.doi.org/10.1002/jbm.820250102
- 3. Ashammakhi, N.; Gonzalez, A.; Törmälä, P. & Jackson, I. - Eur. J. Plast. Surg., 26, p.383 (2004). http://dx.doi.org/10.1007/s00238-003-0568-8
- 4. Törmälä, P.; Pohjonen, T. & Rokkanen, P. - Proc. Instn. Mech. Engrs., 212, p.101 (1998).
- 5. Cowin, S. - "Bone mechanics handbook", Informa Healthcare, Illinois (2001).
- 6. Shikinami, Y. & Okuno, M. - Biomaterials, 20, p.859 (1999). http://dx.doi.org/10.1016/S0142-9612(98)00241-5
- 7. Ashammakhi, N.; Peltoniemi, H.; Waris, E.; Suuronen, R. & Serlo, W. - Plast. Reconstr. Surg., 108, p.167 (2001). PMid:11420521. http://dx.doi.org/10.1097/00006534-200107000-00027
- 8. Claes, L.; Ignatius, A.; Rehm, K. & Scholz, C. - Biomaterials, 17, p.1621 (1996). http://dx.doi.org/10.1016/0142-9612(95)00327-4
- 9. Morita, A.; Toma, M. & De Paoli, M. A. - Polymer Testing, 25, p.197 (2006). http://dx.doi.org/10.1016/j.polymertesting.2005.10.008
- 10. Motta, A. & Duek, E. - Polímeros, 17, p.123 (2007). http://dx.doi.org/10.1590/S0104-14282007000200011
Publication Dates
-
Publication in this collection
28 Aug 2012 -
Date of issue
2012
History
-
Received
11 Apr 2011 -
Accepted
12 Nov 2011 -
Reviewed
03 Nov 2011