
RESUMO
A busca por uma melhor utilização da madeira na indústria de celulose tem alimentado o interesse em uma utilização mais racional dos seus componentes, em particular as xilanas. O impacto da remoção das xilanas e de sua redeposição nas propriedades da polpa solúvel e tipos de papel de imprimir e escrever (P&W), são discutidos neste trabalho. Celulose kraft (15,6% xilanas) tratamento com 10-70 g.L-1 NaOH resultou em polpas de 14,5-5,9% de xilanas. Os tratamentos diminuiu a lignina e teores de HexA e causou impacto positivo significativo na deslignificação com oxigênio e posterior branqueamento ECF. A remoção de xilanas diminuiu a refinabilidade da polpa, índice de retenção de água e índice de tração, mas aumentou a drenabilidade, a capacidade de absorção de água, a capilaridade Klemm e o bulk. No geral, polpas com baixo teor de xilanas mostrou propriedades quase ideais de polpas para dissolução. Em uma segunda etapa da pesquisa, xilanas extraída de polpa não branqueada (BXL) e polpa de eucalipto branqueada (WXL) por extração cáustica fria (CCE) foram adicionados a uma polpa marrom comercial na deslignificação com oxigênio (O-estágio) e foi branqueada. Deposição de xilanas ocorreu em grau variável (até 7% em peso de celulose), dependendo do pH da reação do O-estágio. O branqueamento da polpa não foi prejudicada por WXL deposição de xilanas, mas ligeiramente afetada negativamente por xilanas BXL. A refinabilidade da polpa celulósica foi melhorada pela deposição de xilanas. As xilanas depositadas foram bastante estáveis ao longo do branqueamento, apesar de, com as xilanas WXL ser mais estável do que com as BXL. Em baixo consumo de energia, as xilanas depositados melhorou as propriedades física e mecânicas. A extração de xilanas pelo CCE com posterior deposição em polpa no O-estágio mostrou atraente para a fabricação de polpa com alto conteúdo de xilanas tipos de papel P&W.
Palavras chave:
Redeposição de xilanas Polpação kraft; Papel; Celulose
ABSTRACT
The search for a better use of wood in the pulp industry has fuelled interest in a more rational use of its components, particularly xylans. The impact of xylans removal and of xylans redeposition on pulp properties for tissue and P&W paper grades are discussed in this paper. Kraft pulp (15.6% xylans) treatment with 10-70 g.L-1 NaOH resulted in pulps of 14.5-5.9% xylans. The treatments decreased pulp lignin and HexA contents and caused significant positive impact on subsequent oxygen delignification and ECF bleaching. Xylan removal decreased pulp beatability, water retention value and tensile index but increased drainability, water absorption capacity, capillarity Klemm and bulk. Overall, xylan depleted pulps showed almost ideal properties for tissue paper grade pulps. In a second step of the research, xylans extracted from unbleached (BXL) and bleached eucalyptus pulps (WXL) by cold caustic extraction (CCE) were added to a commercial brown pulp in the oxygen delignification (O-stage) and further bleached. Xylans deposition occurred at variable degree (up to 7% on pulp weight) depending upon the O-stage reaction pH. Pulp bleachability was not impaired by WXL xylan deposition but slightly negatively affected by BXL xylans. Pulp beatability was improved by xylan deposition. The deposited xylans were quite stable across bleaching and beating, with the WXL xylans being more stable than the BXL ones. At low energy consumption, the deposited xylans improved pulp physical and mechanical properties. Xylans extraction by CCE with subsequent deposition onto pulp in the O-stage proved attractive for manufacturing high xylan P&W paper grades.
Keywords:
Redeposition of xylans; Kraft pulping; Pulp and paper
INTRODUCTION
After kraft pulping, the only remaining hemicelluloses on eucalypt pulps are xylan backbones containing small amounts of uronic acids. Additionally, alkaline hydrolysis of glycosidic bonds leads to the formation of xylan with a lower degree of polymerization, which can be removed from the pulp by dissolution in the liquor, carrying HexA groups with it, therefore reduction in xylan content with the increase in the NaOH content, results in a decrease in HexA acid content. For production of P&W paper grades, higher pulp xylan contents are desirable for their positive effect on pulp beatability and tensile strength (SCHONBERG et al., 2001 SCHÖNBERG, C.;OKSANEN, T.; SUURNÄKKI, A.; KETTUNEN, H.;BUCHERT, J. The Importance of Xylan for the strength properties of spruce kraft pulp fibres. Holzforschung, v. 6, p. 639-644, 2001.). Tissue grade pulps require attributes such as softness, bulk and fast water absorption by capillarity that are purportedly negatively affected by pulp xylans (FOELKEL, 2007FOELKEL, C. Eucalyptus fibers and kraft pulp requirements for paper manufacture. Eucalyptus Online Book & Newsletter, 2007.). Furthermore, the xylans possess very high water retention values and tend to impair paper machine runability (FOELKEL, 2007). Thus, decreasing eucalypt pulp xylan content could be interesting for tissue grade applications. The control of xylan concentration may serve as instrument for eucalypt pulp differentiation aiming at manufacturing different products. The objective of this study was producing eucalyptus pulps of different xylan concentrations and evaluating their potential for application in different products. The control of pulp xylan was achieved through the techniques of cold caustic extraction and of xylan redeposition in the O-stage.
MATERIAL AND METHODS
Pulp xylan control via cold caustic extraction (CCE) was carried out using an industrial Eucalyptus urograndis unbleached kraft pulp (16.1 kappa number, 1226 dm3.kg-1 viscosity, 15.6% xylans and 61.8 mmol.kg-1 HexA). Xylan removal was achieved by CCE (30 min, 30oC, 10% consistency) using four different alkali charges (10, 30, 50 and 70 g.L-1 NaOH). The xylan depleted pulps were bleached with the O-D-(EP)-D sequence and the pulps were beat and evaluated for hygroscopic and physical properties (brightness, brightness stability and viscosity). Xylan redeposition onto an industrial eucalyptus kraft pulp was effected using xylans extracted from other kraft pulps via the CCE procedure. The xylans were removed from bleached and unbleached kraft pulps giving rise to the WXL (White Xylans Liquor) and BXL (Brown Xylans Liquor) extracts, respectively. Xylans were deposited onto pulp during the O-stage, according to Muguet et al. (2010MUGUET, M. C. S.; COLODETTE, J. L.; PEDRAZZI, C. Xylans deposition onto eucalyptus pulp fibers during oxygen delignification: part 1, the influence of NaOH charge, reaction time and temperature. Lisbon: CIADICYP, 2010.). Pulp and spent liquor analyses followed Tappi standard procedures.
Xylans were isolated from CCE extracts according to Muguet (2009MUGUET, M. C. S. Métodos alternativos para deposição de xilanas em polpas de eucalipto. 2009. 56f. Dissertação (Mestrado em Qualidade da Madeira, Tecnologia de Celulose e Papel) - Universidade Federal de Viçosa, Viçosa, 2009.) and Teleman et al. (1995 TELEMAN, A.; HARJUNPÄÄ, V.; TENKANEN, M.; BUCHERT,J.; HAUSALO, T.; DRAKENBERG, T.; VUORINEN, T.Characterization of 4-deoxy-b-L-enopyranosyluronic acid attached to xylan in pine Kraft pulp and pulping liquor by 1H and 13C NMR spectroscopy. Carbohydrate Research, v. 272, p. 55-71, 1995.) and their contents were measured by HPLC-PAD after acid hydrolysis, following the procedure described by Wallis et al. (1996WALLIS, A. F. A.; WEARNE, R. H.; WRIGHT, P. J. Chemical analysis of polysaccharides in plantation eucalypt woods and pulps. Appita Journal, v. 49, p. 258-26, 1996.). Pulp hexenuronic acid content and xylan molecular weights were determined according to Vuorinen et al. (1996VUORINEN, T.; FAGERSTRÖM, P.; BUCHERT, J.; TENKANEN, M.; TELEMAN, A. Selective hydrolysis of hexenuronic acid groups and its application in ECF and TCF bleaching of kraft pulps. In:INTERNATIONAL PULP BLEACHING CONFERENCE, 1996 , Proceedings... 1996 p. 43-51.) and Pinto et al. (2005PINTO, P. C.; EVTUGUIN, C.; PASCOAL NETO, C. Structure of HWD glucuronoxylans: modific. and impact on pulp retention during wood kraft pulping. Carbohydrate Polymers, v. 60, p. 489-497, 2005.), respectively. Scanning electron microscopy (SEM) images were acquired with a SEM microscopy LEO model 1430VP, operating at 11 kV. Pulp refining for physical testing was carried out in a PFI mill (1000-12000 revs) and the hand sheets tested for their properties in accordance to Tappi standard TAPPI STANDARD METHODS. Techinical association of pulp and paper industry. Atlanta, 2001.procedures, except for capillarity Klemm and water absorption capacity (Wa), which were carried out according to ISO 8787:86 and NBR 15004 standards, respectively.
RESULTS AND DISCUSSION
Pulp xylan control via CCE for tissue grade pulp production
The CCE at 70 g.L-1 NaOH removed 62% of the pulp xylan (Table 1). This alkali charge represents 630 kg NaOH per ton of pulp at 10% consistency and therefore must be reused in order to make the process feasible. On the other hand, the concentration of the xylan removed (97 kg.ton-1 of pulp) in the CCE extract reaches only 1.08 g.L-1 at 10% consistency. This concentration may be increased significantly by recycling the CCE extract in the process in order to be recovered for biorefinery uses. Eventually, part of the CCE extract must be purged and clean caustic make up is added in to avoid liquor saturation with xylans. The CCE treatment decreased yield as a result of lignin, HexA, xylans and other materials removal. For the 70 g.L-1 NaOH treatment the yield loss was 14.3%, which was not totally explained by the xylan (9.7%), lignin (0.64%) and HexA (0.58%) losses. The remaining losses (3.4%) may be explained by low molecular weight degraded cellulose dissolution. Of the total kappa removed in the CCE treatment with 70 g.L-1NaOH (8.2 units), 3.9 and 4.3 units derived from HexA and lignin, respectively. Lignin and HexA are removed because they are linked to the xylan backbone. Pulp viscosity increased with the removal of low Mw xylans.
No significant impact of the pulp xylan content (5.9-15.6%) on kappa drop (31.7-33.6%) across the O-stage was observed (Table 2). Viscosity losses were significantly higher for the pulps containing less xylan, a result attributable to more significant exposure of cellulose microfibrils to oxygen. Bleaching was carried out according to Juste (2011JUSTE, V. Aperfeiçoamento de processos de produção de polpas para dissolução e para papel tissue a partir do eucalipto. 2011. 131 p. Dissertação (Mestrado em Agroquímica) - Universidade Federal de Viçosa, Viçosa, 2011.), using a kappa factor of 0.16 in the first D stage and variable doses of ClO2 in the second D stage in order to achieve the 90±0.2% ISO brightness target for all pulps. A dose of 0.3% H2O2 was applied in the (EP) stage. The ClO2 requirement to reach target brightness varied in the range of 0.52-1.23%, with the lower values obtained for the low xylan pulps because of their lower kappa number after the O-stage. The final viscosities varied in the range of 767-926 dm3.kg-1 and were lower for the low xylan pulps.
Effect of pulp xylan content on O-D-(EP)-D bleaching performance (JUSTE, 2011JUSTE, V. Aperfeiçoamento de processos de produção de polpas para dissolução e para papel tissue a partir do eucalipto. 2011. 131 p. Dissertação (Mestrado em Agroquímica) - Universidade Federal de Viçosa, Viçosa, 2011.).
Pulp refinability, drainability and hygroscopic and strength properties
The xylan increase from 5.9 to 15.6% significantly decreased the energy consumption to achieve a given oSR (Figure 1A), an effect likely caused by improved fiber hydration and flexibility. Since oSR measures pulp resistance to drainage, the higher the value the lower the drainability. Thus, xylans impair pulp drainability significantly (Figure 1A), a result attributable to xylans high water retention capacity. A poor drainability is undesirable particularly in low grammage tissue paper production where paper machines run at very high speed. Pulp water retention value (WRV) decreased and hornification increased with decreasing pulp xylan content (Table 3) in agreement with the increased pulp drainability. The pulp water retention capacity (Wa) increased with decreasing xylan content due to increased water penetration by capillarity (Table 3). This property is very favorable for tissue paper production which is refined to a very small degree. When refining is increased the pulp water absorption capacity decreases significantly (SANG and ZHAO, 2014SANG, Y.; ZHAO, J. R. Reduction of water absorption capacity of cellulose fibres for its application in cementitious materials. Journal of Composite Materials, v. 2, p. 2757-2763, Oct. 2014.; REINER, 1994REINER, F. J. M. Mecanismo de ligação entre fibras e a importância do refino. O Papel, n. 1, p. 29-32, 1994.), and the effect of xylan content becomes less significant. Capillarity Klemm (CK) was significantly increased by decreasing pulp xylan content (Figure 1B). Xylans are amorphous by nature with greater affinity to water than the crystalline cellulose microfibrils; thus, they decrease the velocity of the water flow by capillarity within the paper matrix. High values of CK are desirable for tissue grade papers that need to absorb water fast.
Decreasing pulp xylan content negatively affected tensile strength, regardless of refining energy (Figure 1C). No significant tensile difference were seen between the pulps containing 15.5 and 14.5% xylans but the values decreased sharply for xylan contents in the range of 10.8-5.9%. In tissue paper manufacture, pulp refining usually decreases fiber ability to absorb water by capillarity and therefore refining is used only to achieve the minimum tensile strength required for acceptable paper machine runability. Too high tensile values are undesirable due to decreased pulp softness/smoothness, which is very relevant for tissue paper grades. On the other hand, pulp of low xylan contents produce high bulk (Figure 1D) which is highly desirable for tissue paper production.

Effect of pulp xylan content on (A)drainage resistance (oSR), (B) capillarity Klemm, (C) tensile index, (D) bulk.
Pulp xylan redeposition onto pulp for P&W paper grades
Xylans extraction and characterization
Table 4 shows that the (CCE) treatment was more effective in removing xylans from the bleached pulp (95.3%) than from the unbleached one (85.3%). This result is consistent with the higher xylan concentration in the liquor extracted from the bleached pulp (17.5 g.L-1) in comparison to that extracted from the unbleached pulp (15.8 g.L-1). This is likely explained by lignin-carbohydrate complexes (LCC) existing in the unbleached pulp. The CCE treatment removed significant amounts of lignin from the unbleached pulp. The xylans isolated from the bleached pulp showed lower Mw, bound lignin and uronic acids than the ones isolated from the brown pulp (Table 4). The lower Mw of xylans extracted from bleached pulp is explained by oxidation effects occurring during bleaching, particularly in the O-stage. The lower uronic acids (UA) content was also expected, since some bleaching stages effectively remove them (DAHLMAN et al., 2003DAHLMAN, O.; JACOBS, A.; SJÖBERG, J. Molecular properties of hemicelluloses located in the surface and inner layers of hardwood and softwood pulps. Cellulose, v. 10, p. 325-334, 2003.).
Xylans deposition during oxygen delignification
Xylans deposition occurred in all cases, in minor or greater extent (Figure 2) depending upon reaction pH. Different patterns occurred for BXL and the WXL xylan deposition. Hemicelluloses deposition onto fibers is more efficient at low pH values (DANIELSSON; LINDSTRÖM, 2005DANIELSSON, S.; LINDSTRÖM, M. E. Influence of birch xylan adsorption during kraft cooking on softwood pulp strength. Nordic Pulp and Paper Researcher Journal, v. 20, p. 436-441, 2005.). At low electrolyte concentration the adsorption is favored if the chemical affinity of the polymer to the surface is high (ÖSTERBERG et al., 2001 ÖSTERBERG, M.; LAINE, J.; STENIUS, P.; KUMPULAINEN, A.; CLAESSON, P. M. Forces between xylan-coated surfaces: effect of polymer charge density and background electrolyte. Journal of Colloid and Interface Science, v. 242, p. 59-66, 2001.). This behavior was seen for the BXL deposition.
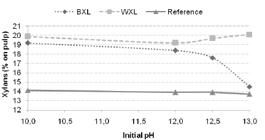
Effect of oxygen delignification starting pH on xylan deposition onto base pulp for processes with addition of brown pulp xylans (BXL), white pulp xylans (WXL) and no xylans (Reference).
Impact of xylans deposition on O-stage performance
The presence of lignin in the xylan extract affected oxygen delignification efficiency, since the pulps treated with the BXL showed higher kappa numbers (Figure 3A) than those treated with WXL and the reference. The xylan deposition with both BXL and WXL extracts resulted in decreased pulp viscosity due to the low Mw of these hemicelluloses in relation to cellulose (Figure 3B). The increase in the O-stage initial reaction pH had the expected effect of decreasing pulp kappa number and viscosity. SEM images of thin handsheets (50 g.m-2) prepared with reference pulp and pulps treated with WXL extracts at pH 12 are presented in Figure 4. The xylans appear aggregated to each other forming a web, thus helping interfiber bonding. This supports the theory that xylans can act as a stress transfer matrix (LIITIÄ et al., 2005 LIITIA, T.; HORTLING, B.; HONKONEN, P.; SNECK, A.; JOUTSIMO, O.; TAMMINEN, T. Fiber morphology responsible for restricted solubility of softwood kraft pulp in LiCl/DMAc. In: INTERNATIONAL SYMPOSIUM ON WOOD, FIBER AND PULPING CHEMISTRY, 3., 2005, Auckland. Proceedings... Auckland, 2005. p. 371-375.).

Effect of O-stage initial pH on (A) kappa number and (B) viscosity for processes with addition of BXL, WXL and no xylans (Reference).

The pulps treated with WXL and BXL at pH 12.5 were bleached to a final brightness of 90±0.2% ISO with the D-(EP)-D sequence (MUGUET et al., 2010MUGUET, M. C. S.; COLODETTE, J. L.; PEDRAZZI, C. Xylans deposition onto eucalyptus pulp fibers during oxygen delignification: part 1, the influence of NaOH charge, reaction time and temperature. Lisbon: CIADICYP, 2010.). The amount of reagents needed to bleach the reference and WXL treated pulp samples were similar but the BXL treated pulp consumed larger amounts of ClO2 to reach the brightness target than the other two samples. This result was anticipated since the BXL extract contained sizeable amounts of lignin, which contaminated the pulp during the O-stage to a point that the post-oxygen kappa number was one unit higher for this sample than for the other two.
Pulp physical and mechanical properties
High quality printing and writing paper grades require pulps of high tensile strength to withstand the forces the paper undergoes during manufacturing and use in high speed machines. The role of xylans during beating and in paper properties has been studied and they seem very important for P&W paper grades (BHADURI et al., 1995BHADURI, S. K.; GHOSH, I. N.; DEB SARKAR, N. L. Ramie hemicelluloses as beater additive in paper making from jute-stick kraft pulp. Industrial Crops and Product, v. 4, p. 79-84, 1995.). The pulps containing higher xylan concentration required much less energy to reach the 60 (N.m).g-1 tensile index (Figure 5). This leads to significant economical savings, taking into account that pulp beating is one of the most costly operations of the paper manufacturing process. Besides improving beatability, xylans redeposition onto fibers led to improved tear and tensile strengths at low beating energy levels (Figures 6-7). The deposited xylan stability was evaluated across bleaching and beating at 35 oSR, which is typical for eucalypt printing and writing paper grade pulp. The WXL low Mw and less substituted xylans seems to attach better to fibers, thus resisting more to bleaching and to the mechanical forces during beating than the BXL ones (Figures 8).
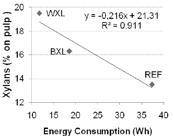
Energy consumption vs. xylans content at 60 (N.m).g-1 tensile index for processes with addition of BXL, WXL and no xylans (REF).

Tear index vs. energy consumption for processes with addition of BXL, WXL and no xylans (REF).

Tensile index vs. energy consumption for processes with addition of BXL, WXL and no xylans (REF).
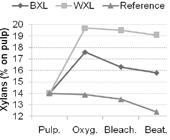
Deposited xylans stability after pulping, O-stage, bleaching and beating of pulps with addition of BXL, WXL and no xylans (Reference).
CONCLUSIONS
The deposited xylans were not impaired by WXL xylan deposition but slightly negatively affected by BXL xylans. Pulp beatability was improved by xylan deposition. At low energy consumption, the deposited xylans improved pulp physical and mechanical properties. Xylans extraction by CCE with subsequent deposition onto pulp in the O-stage proved attractive for manufacturing high xylan P&W paper grades.
REFERENCES
- BHADURI, S. K.; GHOSH, I. N.; DEB SARKAR, N. L. Ramie hemicelluloses as beater additive in paper making from jute-stick kraft pulp. Industrial Crops and Product, v. 4, p. 79-84, 1995.
- DAHLMAN, O.; JACOBS, A.; SJÖBERG, J. Molecular properties of hemicelluloses located in the surface and inner layers of hardwood and softwood pulps. Cellulose, v. 10, p. 325-334, 2003.
- DANIELSSON, S.; LINDSTRÖM, M. E. Influence of birch xylan adsorption during kraft cooking on softwood pulp strength. Nordic Pulp and Paper Researcher Journal, v. 20, p. 436-441, 2005.
- FOELKEL, C. Eucalyptus fibers and kraft pulp requirements for paper manufacture. Eucalyptus Online Book & Newsletter, 2007.
- JUSTE, V. Aperfeiçoamento de processos de produção de polpas para dissolução e para papel tissue a partir do eucalipto. 2011. 131 p. Dissertação (Mestrado em Agroquímica) - Universidade Federal de Viçosa, Viçosa, 2011.
- LIITIA, T.; HORTLING, B.; HONKONEN, P.; SNECK, A.; JOUTSIMO, O.; TAMMINEN, T. Fiber morphology responsible for restricted solubility of softwood kraft pulp in LiCl/DMAc. In: INTERNATIONAL SYMPOSIUM ON WOOD, FIBER AND PULPING CHEMISTRY, 3., 2005, Auckland. Proceedings... Auckland, 2005. p. 371-375.
- MUGUET, M. C. S. Métodos alternativos para deposição de xilanas em polpas de eucalipto. 2009. 56f. Dissertação (Mestrado em Qualidade da Madeira, Tecnologia de Celulose e Papel) - Universidade Federal de Viçosa, Viçosa, 2009.
- MUGUET, M. C. S.; COLODETTE, J. L.; PEDRAZZI, C. Xylans deposition onto eucalyptus pulp fibers during oxygen delignification: part 1, the influence of NaOH charge, reaction time and temperature. Lisbon: CIADICYP, 2010.
- ÖSTERBERG, M.; LAINE, J.; STENIUS, P.; KUMPULAINEN, A.; CLAESSON, P. M. Forces between xylan-coated surfaces: effect of polymer charge density and background electrolyte. Journal of Colloid and Interface Science, v. 242, p. 59-66, 2001.
- PINTO, P. C.; EVTUGUIN, C.; PASCOAL NETO, C. Structure of HWD glucuronoxylans: modific. and impact on pulp retention during wood kraft pulping. Carbohydrate Polymers, v. 60, p. 489-497, 2005.
- REINER, F. J. M. Mecanismo de ligação entre fibras e a importância do refino. O Papel, n. 1, p. 29-32, 1994.
- SANG, Y.; ZHAO, J. R. Reduction of water absorption capacity of cellulose fibres for its application in cementitious materials. Journal of Composite Materials, v. 2, p. 2757-2763, Oct. 2014.
- SCHÖNBERG, C.;OKSANEN, T.; SUURNÄKKI, A.; KETTUNEN, H.;BUCHERT, J. The Importance of Xylan for the strength properties of spruce kraft pulp fibres. Holzforschung, v. 6, p. 639-644, 2001.
- TAPPI STANDARD METHODS. Techinical association of pulp and paper industry. Atlanta, 2001.
- TELEMAN, A.; HARJUNPÄÄ, V.; TENKANEN, M.; BUCHERT,J.; HAUSALO, T.; DRAKENBERG, T.; VUORINEN, T.Characterization of 4-deoxy-b-L-enopyranosyluronic acid attached to xylan in pine Kraft pulp and pulping liquor by 1H and 13C NMR spectroscopy. Carbohydrate Research, v. 272, p. 55-71, 1995.
- VUORINEN, T.; FAGERSTRÖM, P.; BUCHERT, J.; TENKANEN, M.; TELEMAN, A. Selective hydrolysis of hexenuronic acid groups and its application in ECF and TCF bleaching of kraft pulps. In:INTERNATIONAL PULP BLEACHING CONFERENCE, 1996 , Proceedings... 1996 p. 43-51.
- WALLIS, A. F. A.; WEARNE, R. H.; WRIGHT, P. J. Chemical analysis of polysaccharides in plantation eucalypt woods and pulps. Appita Journal, v. 49, p. 258-26, 1996.
Datas de Publicação
-
Publicação nesta coleção
Apr-Jun 2016
Histórico
-
Recebido
29 Out 2015 -
Aceito
06 Jun 2016












