Abstract
Aluminum matrix composites (AMC) are attractive structural materials for automotive and aerospace applications. Lightweight, environmental resistance, high specific strength and stiffness, and good wear resistance are promising characteristics that encourage research and development activities in AMC in order to extend their applications. Powder metallurgy techniques like mechanical alloying (MA) are an alternative way to design metal matrix composites, as they are able to achieve a homogeneous distribution of well dispersed particles inside the metal matrix. In this work, aluminum has been reinforced with particles of MA956, which is an oxide dispersion strengthened (ODS) iron base alloy (Fe-Cr-Al) of high Young’s modulus and that incorporates a small volume fraction of nanometric yttria particles introduced by mechanical alloying. The aim of this work is to investigate the use of MA to produce AMC reinforced with 5 and 10 vol.% of MA956 alloy particles. Homogeneous composite powders were obtained after 20 h of milling. The evolution of morphology and particle size of composite powders was the typical observed in MA. The composite powders produced with 10 vol.% MA956 presented a more accentuated decrease in particle size during the milling, reaching 37 μm after 50 h. The thermal stability of the composite and the existence of interface reactions were investigated aiming further high temperature consolidation processing. Heat treatment at 420 °C resulted in partial reaction between matrix and reinforcement particles, while at 570 °C the extension of reaction was complete, with formation in both cases of Al-rich intermetallic phases.
Keywords:
aluminum matrix composite; MA956 alloy; powder metallurgy
1 Introduction
Aluminum matrix composites have, in general, improved properties at elevated temperatures, higher specific strength and wear resistance than unreinforced matrix alloy11 Pour HA, Lieblich M, Shabestari SG and Salehi MT. Influence of pre-oxidation of NiAl intermetallic particles on thermal stability of Al/NiAlp composites at 500 °C. Scripta Materialia. 2005; 53(8):977-982. http://dx.doi.org/10.1016/j.scriptamat.2005.06.023.
http://dx.doi.org/10.1016/j.scriptamat.2...
2 Miracle DB. Metal matrix composites: from science to technological significance. Composites Science and Technology. 2005; 65(15-16):2526-2540. http://dx.doi.org/10.1016/j.compscitech.2005.05.027.
http://dx.doi.org/10.1016/j.compscitech....
3 Lindroos VK and Talvitie MJ. Recent advances in metal matrix composites. Journal of Materials Processing Technology. 1995; 53(1-2):273-284. http://dx.doi.org/10.1016/0924-0136(95)01985-N.
http://dx.doi.org/10.1016/0924-0136(95)0...
4 Rosso M. Ceramic and metal matrix composites: routes and properties. Journal of Materials Processing Technology. 2006; 175(1-3):364-375. http://dx.doi.org/10.1016/j.jmatprotec.2005.04.038.
http://dx.doi.org/10.1016/j.jmatprotec.2...
-55 Kaczmar JW, Pietrzak K and Wlosinski W. The production and application of metal matrix composite materials. Journal of Materials Processing Technology. 2000; 106(1-3):58-67. http://dx.doi.org/10.1016/S0924-0136(00)00639-7.
http://dx.doi.org/10.1016/S0924-0136(00)...
. Composites reinforced by discontinuous phases were particularly promising due to easy processing and great possibility of applications in the transportation industry (automotive and rail), aerospace, recreation and infrastructure22 Miracle DB. Metal matrix composites: from science to technological significance. Composites Science and Technology. 2005; 65(15-16):2526-2540. http://dx.doi.org/10.1016/j.compscitech.2005.05.027.
http://dx.doi.org/10.1016/j.compscitech....
3 Lindroos VK and Talvitie MJ. Recent advances in metal matrix composites. Journal of Materials Processing Technology. 1995; 53(1-2):273-284. http://dx.doi.org/10.1016/0924-0136(95)01985-N.
http://dx.doi.org/10.1016/0924-0136(95)0...
4 Rosso M. Ceramic and metal matrix composites: routes and properties. Journal of Materials Processing Technology. 2006; 175(1-3):364-375. http://dx.doi.org/10.1016/j.jmatprotec.2005.04.038.
http://dx.doi.org/10.1016/j.jmatprotec.2...
-55 Kaczmar JW, Pietrzak K and Wlosinski W. The production and application of metal matrix composite materials. Journal of Materials Processing Technology. 2000; 106(1-3):58-67. http://dx.doi.org/10.1016/S0924-0136(00)00639-7.
http://dx.doi.org/10.1016/S0924-0136(00)...
.
Aluminum matrix composites reinforced with ceramic particles have already found several applications. However, they suffer from some drawbacks due to the high abrasiveness and brittleness of the ceramics. Intermetallics particles have been used as an alternative because of their lower abrasiveness and brittleness66 Torres B, Wang Y, Lieblich M, Ibañez J, Rainforth WM and Jones H. Interfacial reactions between the aluminium alloy matrix and intermetallicreinforcement particles in novel P/M 5056/Ni3AlP composites. Zeitschrift fur Metallkunde. 2001; 92(6):604-609.
7 Wang Y, Rainforth WM, Jones H and Lieblich M. Dry wear behavior and its relation to microstructure of novel 6092 aluminum alloy-Ni3Al powder metallurgy composite. Wear. 2001; 251(1-12):1421-1432. http://dx.doi.org/10.1016/S0043-1648(01)00783-9.
http://dx.doi.org/10.1016/S0043-1648(01)...
-88 Torres B, Lieblich M, Ibañez J and García-Escorial A. Mechanical properties of some PM aluminide and silicide reinforced 2124 aluminium matrix composites. Scripta Materialia. 2002; 47(1):45-49. http://dx.doi.org/10.1016/S1359-6462(02)00095-7.
http://dx.doi.org/10.1016/S1359-6462(02)...
. Intermetallics have also thermal expansion coefficients closer to the aluminum, resulting in a decrease of the residual stresses in the reinforcement-matrix interface, thus reducing problems related to thermal fatigue99 Torres B and Lieblich M. Room and high temperature tensile behavior of a P/M 2124/MoSi composite at different heat treatment conditions. 2Journal of Materials Science. 2006; 41(11):3493-3500. http://dx.doi.org/10.1007/s10853-005-5678-1.
http://dx.doi.org/10.1007/s10853-005-567...
.
Powder metallurgy (PM) has proved to be a very suitable method for processing of metal matrix composites because it prevents reactions between matrix and reinforcement. But deleterious reaction products at intermetallic/matrix interfaces may also form during hot consolidation process or heat treatments, giving rise to brittle interphases66 Torres B, Wang Y, Lieblich M, Ibañez J, Rainforth WM and Jones H. Interfacial reactions between the aluminium alloy matrix and intermetallicreinforcement particles in novel P/M 5056/Ni3AlP composites. Zeitschrift fur Metallkunde. 2001; 92(6):604-609.,88 Torres B, Lieblich M, Ibañez J and García-Escorial A. Mechanical properties of some PM aluminide and silicide reinforced 2124 aluminium matrix composites. Scripta Materialia. 2002; 47(1):45-49. http://dx.doi.org/10.1016/S1359-6462(02)00095-7.
http://dx.doi.org/10.1016/S1359-6462(02)...
,1010 Lieblich M, Gonzalez-Carrasco JL and Caruana G. Thermal stability of an AlNi3Al composite processed by powder metallurgy. Intermetallics. 1997; 5(7):515-524. http://dx.doi.org/10.1016/S0966-9795(97)00027-7.
http://dx.doi.org/10.1016/S0966-9795(97)...
.
In this work, particles of an Fe-Cr-Al superalloy (MA956) developed for aerospace application were used as reinforcement in the aluminum matrix composite. MA956 is an oxide dispersion strengthened alloy (ODS) with α-Fe matrix, commercially produced by mechanical alloying, combining good tensile strength and ductility at ambient temperature1111 Chao J, Cristina MC, González-Carrasco JL and González-Doncel G. Efecto del procesado termomecánico sobre las propiedades mecánicas de la aleación MA956. I. Caracterización microestructural. Revista de Metalurgia. 1998; 34:211-215. http://dx.doi.org/10.3989/revmetalm.1998.v34.iExtra.740.
http://dx.doi.org/10.3989/revmetalm.1998...
,1212 Hupalo MF, Terada M, Kliauga AM and Padilha AF. Microstructural characterization of INCOLOY alloy MA 956. Materialwissenschaft und Werkstofftechnik. 2003; 34(5):505-508. http://dx.doi.org/10.1002/mawe.200390100.
http://dx.doi.org/10.1002/mawe.200390100...
. The processing route and the reinforcement by nanoparticles of yttrium oxide result in a combination of excellent strength and fabricability with outstanding oxidation and corrosion resistance at temperatures up to 1300 °C, and reasonable creep strength. Despite the high density of the alloy, 7.25 g/cm3 compared with aluminum alloys and ceramic compounds, the MA956 alloy has lower density when compared to other superalloys. Also relevant is its high Young’s modulus (~ 220 GPa) and its thermal expansion coefficient, closer to that of aluminum than that of ceramic compounds such as SiC.
In this work, Al/5 and 10 vol.% MA956 composites were obtained by MA. This process was selected to prevent reactions during the reinforcement dispersion step. Composite powders obtained after milling times up to 50 h were characterized to find out the relationship among the stages of MA and the powder characteristics. The composite powder was submitted to heat treatments with the aim of evaluating the thermal stability of composite and the existence of interface reactions.
2 Experimental Procedure
Commercial pure aluminum powder (99.5%) supplied by ALCOA, with particles size smaller than 100 μm was blended with 5 and 10 vol. % of MA956 alloy powder. The MA956 alloy was produced by INCO Alloys International with the following composition Fe-20Cr-4.5Al-0.5Ti-0.5Y2O3 (wt.%). The milling was carried out in high energy Pulverisette planetary ball mill at 200 rpm with a ball to powder weight ratio of 20:1 under argon atmosphere. The milled powders were collected at regular intervals of 2.5, 5, 10, 20 and 50 h and analyzed by X-ray diffraction (XRD) in a Rigaku, Ultima IV diffractometer and by scanning electron microscope (SEM) in a FEI INSPECT microscope equipped with energy dispersive X-ray (EDS) detector. For SEM characterization, small amounts of powders were embedded into Bakelite and prepared by conventional metallographic techniques. A laser particle size analyzer, Cilas 1190L, was used to determine the particle size distribution of powder milled for 50 h. Differential scanning calorimetry (DSC) measurements were carried out using a Netzsch DSC 204 F1 FÊNIX. Powder samples milled for 50 h were heated at constant rate of 10 °C/min under a nitrogen atmosphere up to 570 °C. Cold compacted samples were heat treated at temperatures based on DSC peaks with the aim of investigate the thermal stability of composite and the reaction products between the reinforcement phase and aluminum matrix. The heat treated compacted samples were characterized by XRD, SEM and EDS analysis.
3 Results and Discussion
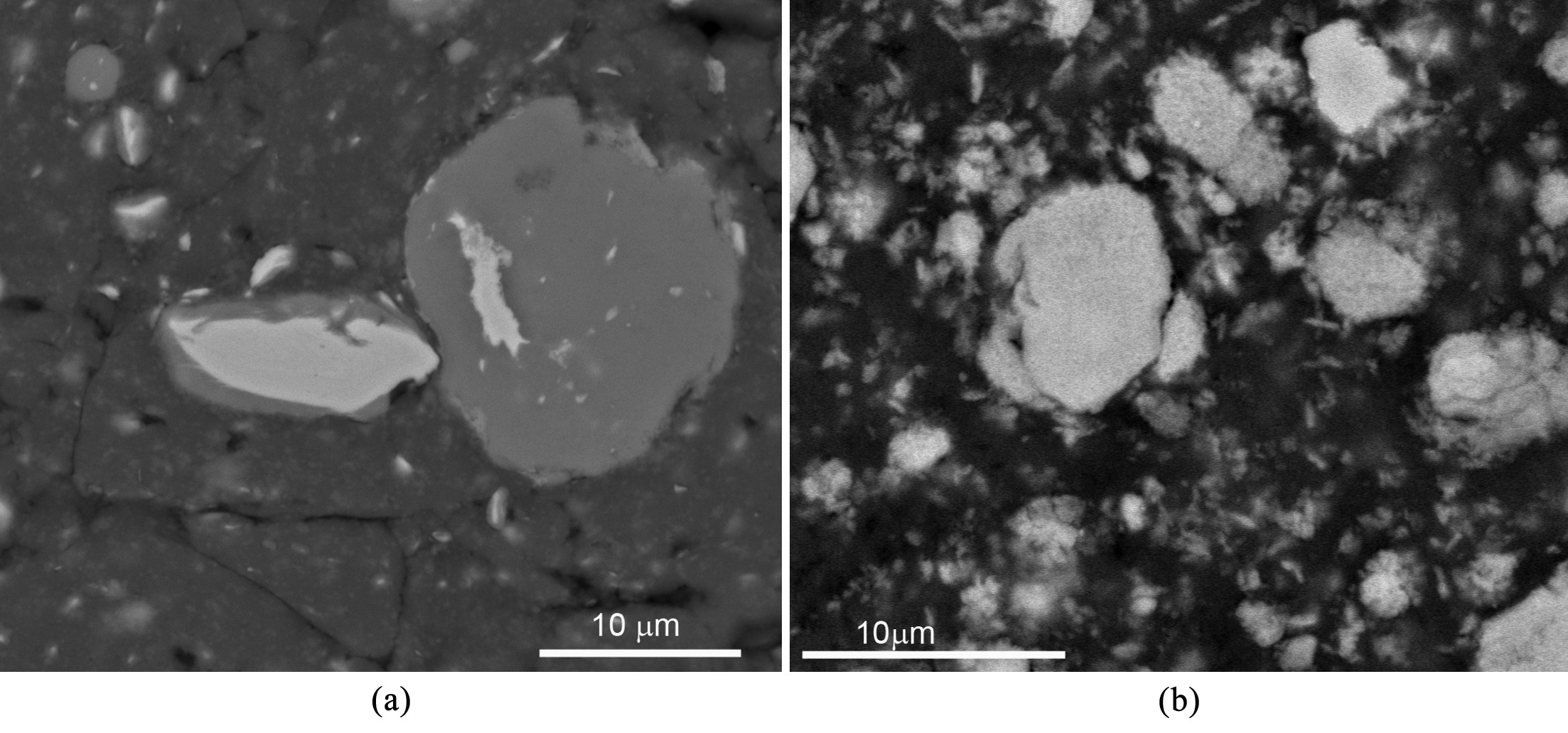
Micrographs shown in Figure 1 present the morphological evolution of powder with milling time. In the early stages of milling, until 2.5 h, the events of plastic deformation and cold welding prevail. The tendency at this stage is that the flake-like particles resulted from the severe plastic deformation, weld together to form large particles presenting a characteristic layered structure, Figure 1a. Eventually the reinforcement particles are trapped between these layers and with increase in milling time, their complete insertion into the aluminum particles takes place, Figure 1b, c and d. As the deformation progresses, the particles work harden and the tendency to fracture predominates over cold welding resulting in the refining of particle size. The composite powders produced with 10 vol.% MA956 presented a more accentuated decrease in particle size during the milling, which can be observed by comparing the micrographs of Figures 1b and c from powders milled for 20 h. Particle size distribution of samples milled for 50 h, measured by laser diffraction using Cilas 1190L analyzer, confirmed this observation. The median value from the histograms (defined as size where 50% of the particles are larger and smaller) was taken as the average particle size, resulting in 97 μm for composite with 5 vol.% MA956 and 37 μm for the one with 10 vol.% MA956.

SEM micrographs obtained by back scattered electrons. (a) Al_5 vol.%MA956 milled for 2.5 h; (b) Al_5 vol.% MA956 milled for 20 h; (c) Al_10 vol.% MA956 milled for 20 h; (d) Al_10 vol. % MA956 milled for 50 h.
The presence of large hard particles into the Al soft matrix gives rise to a high rate of production of geometrically necessary dislocations near the particles and to large local strain gradients. The density of such dislocations is proportional to the strain gradient, i.e. the amount of plastic strain divided by the microstructural scale over which this gradient is created1313 Fleck NA, Muller GM, Ashby MF and Hutchinson JW. Strain gradient plasticity: theory and experiment. Acta Metallurgica et Materialia. 1994; 42(2):475-487. http://dx.doi.org/10.1016/0956-7151(94)90502-9.
http://dx.doi.org/10.1016/0956-7151(94)9...
. The increase in volume fraction (to 10 vol.%) of reinforcement phase, MA956 alloy, decreases the interparticle spacing, increasing the dislocation density and therefore the work hardening rate of the aluminum matrix. As a result, the fracture process is started earlier when the reinforcing volume is higher. This high density of dislocations is also a strong driving force for faster substructure generation, and contributes to the grain refinement process1313 Fleck NA, Muller GM, Ashby MF and Hutchinson JW. Strain gradient plasticity: theory and experiment. Acta Metallurgica et Materialia. 1994; 42(2):475-487. http://dx.doi.org/10.1016/0956-7151(94)90502-9.
http://dx.doi.org/10.1016/0956-7151(94)9...
,1414 Kamrani S, Simchi A, Riedel R and Seyed Reihani SM. Effect of reinforcement volume fraction on mechanical alloying of al_sic nanocomposite powders. Powder Metall. 2007; 50(3):276-282. http://dx.doi.org/10.1179/174329007X189621.
http://dx.doi.org/10.1179/174329007X1896...
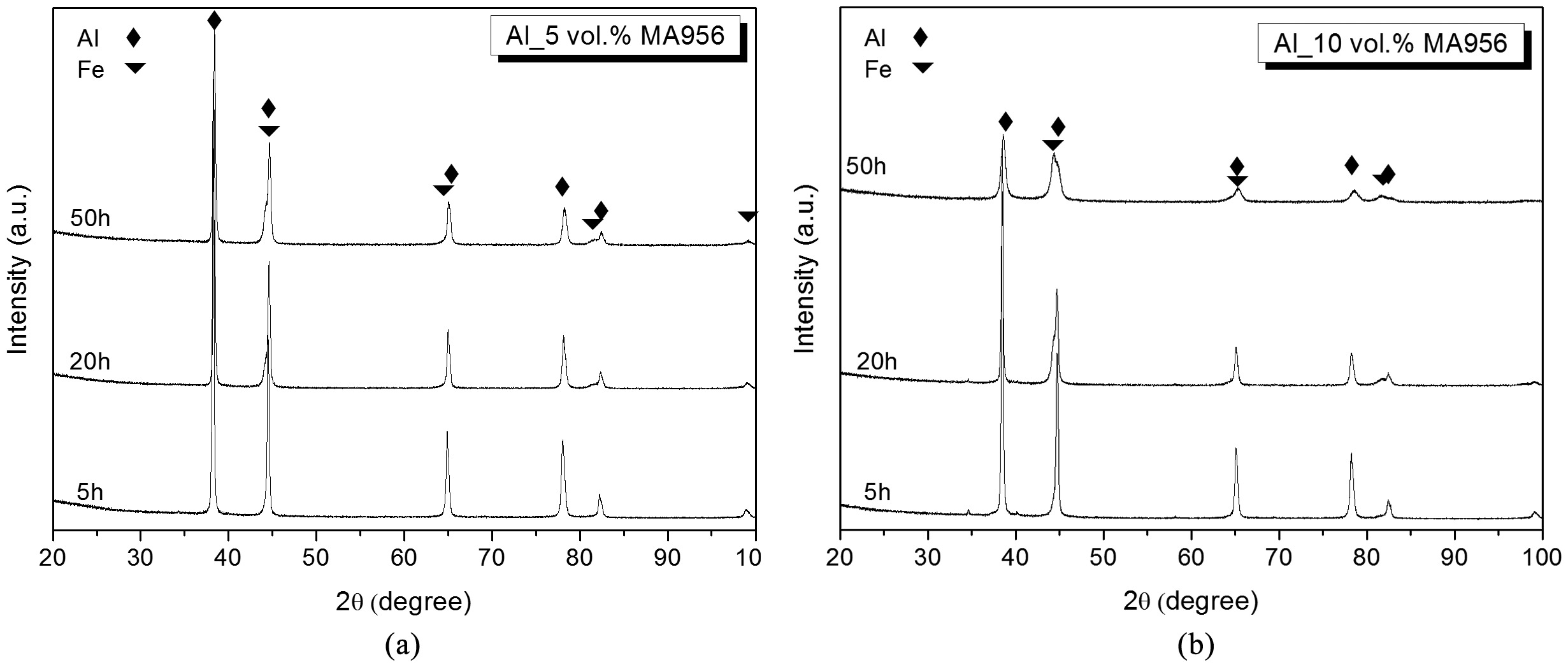
. The composite produced with 10 vol.% MA956 presents, after 50 h of milling, a diffraction pattern with broader peaks than that for 5 vol.% MA956 one, which is representative of higher strain and finer crystal size. Figure 2 shows some examples of X-ray diffraction patterns of mechanically alloyed powder as a function of milling time. Only peaks related to the Al and α-Fe phases are present.

XRD patterns of mechanically alloyed powder as a function of milling time. (a) Al_5 vol.% MA956; (b) Al_10 vol.% MA956.
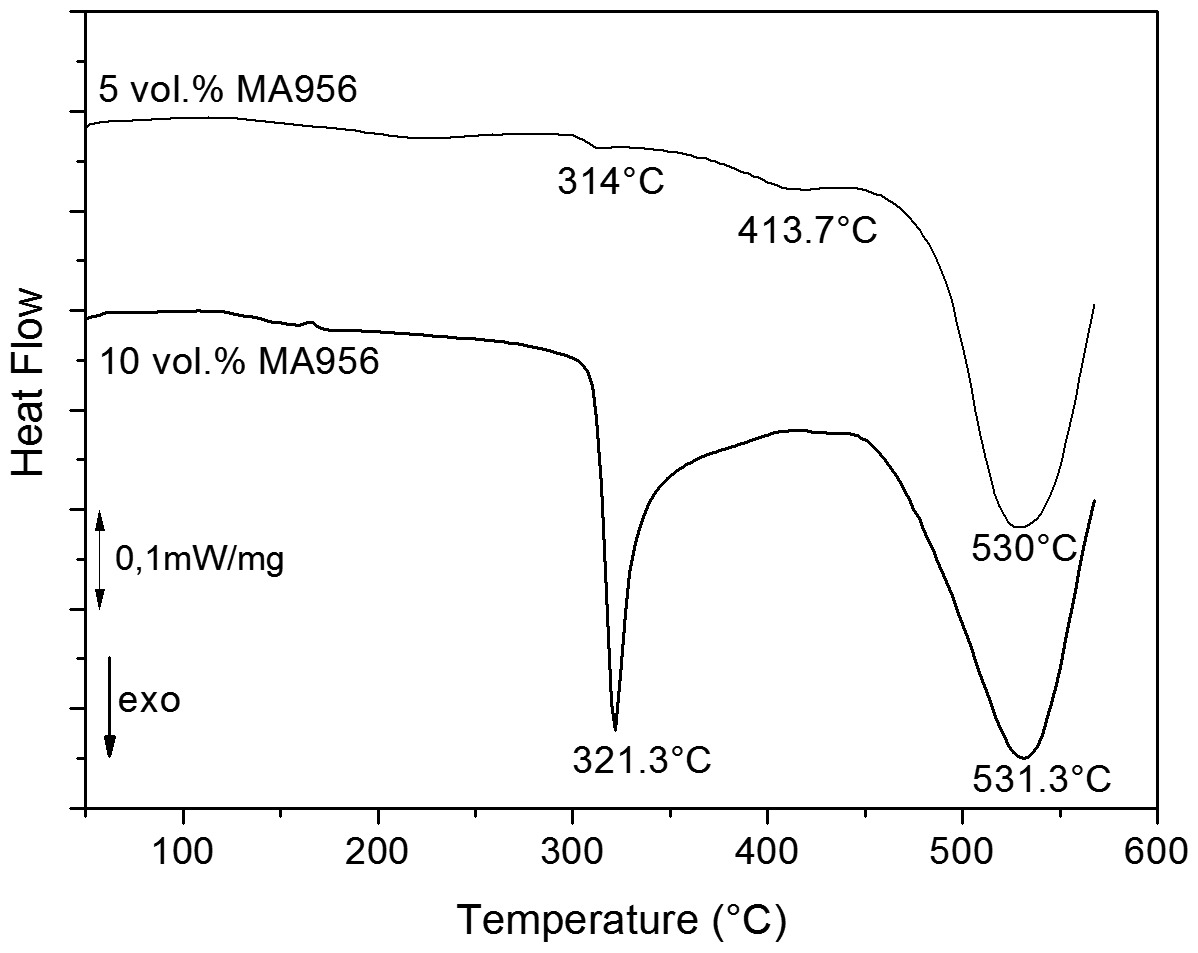
Figure 3 presents the DSC curves of composite powders after milling for 50 h. Three peaks are observed for composite with 5 vol.% MA956 at 314, 414 and 530 °C, while only two peaks can be determined for sample with 10 vol.%, at 321 and 531 °C. The peak at 530 °C presents the same intensity for both samples whilst the other coincident peak at about 320 °C is much more intense, sharp and well defined in the composite with 10 vol.% of reinforcement phase, probably due the higher volume fraction of reinforcement particles and so a greater volume of reaction phase.

Cold compacted samples were submitted to heat treatment at 420 °C for 1 and 24 h and at 570 °C for 1 h with the aim to find out the phases resulting from reactions between the aluminum matrix and the MA956 particles. The cold compacted Al_5 vol. % MA956 composite submitted to 420 °C for 1 h already shows indication of reaction between the matrix and the reinforcement particles. Figures 4a and b show examples of backscattered images of this composite where the aluminum matrix appears black, the MA956 alloy appears white and the dark grey phase corresponds to the reaction products. Results from EDS analyses performed in the spots indicated by the numbers 1, 2 and 4 in Figure 4a are shown in the table inserted in Figure 4. These results suggest that the dark grey phase, spot 2, is an intermetallic phase enriched in Al, with composition near of the Al3Fe phase, while the surrounding white phase, spot 1, seems to be the α-Fe phase depleted in Cr. Particles as that of spot 4 which does not undergo appreciable reaction maintain the MA956 composition. The results after 24 h at 420 °C were similar except that the reaction occurred to a greater extension, as showed in Figure 5a.

(a) and (b) Backscattered image of a Al_5 vol.% MA956 cold compact, heated for 1 h at 420 °C. EDS spectra are relative to spots 1, 2 and 4 on Figure 3a. Inserted table presents the chemical composition by EDS obtained from spots 1, 2 and 4.

Backscattered image of Al_5 vol.% MA956 cold compact, heated for 24 h at 420 °C. (b) Backscattered image of Al_5 vol. %MA956 cold compact, heated for 1 h at 570 °C.
The increase of temperature to 570 °C resulted in a complete reaction of reinforcement with aluminum matrix. The SEM micrograph of Figure 5b shows an example of this condition.
Cold compacted samples of Al_10 vol.% MA956 did not sinter during the heat treatment, so the metallographic preparation of such samples was not possible. Thereby, for SEM observation, loose powders milled for 50 h were heated up to 330 °C and up to 570 °C in the DSC furnace, embedded into Bakelite and prepared by conventional metallographic techniques. Figure 6 shows examples of composite particle powders heated up to 570 °C, where the inner reinforcement particles have almost fully reacted. Figure 6b presents the results of EDS analyses performed in the spots indicated by the numbers 1, 2 and 3. These results suggest that the white phase, spot 1, is the remaining α-Fe (MA956 alloy), while the grey phase, spot 2, is an intermetallic phase enriched in Al, similar to that found in the Al_5 vol.% MA956. The surrounding phase, spot 3, is the aluminum matrix enriched in Cr and Fe. Figure 6c shows a EDS mapping performed in the region of Figure 6b. The samples heated up to 330 °C did not show any evidence of reaction by SEM, even when the temperature was maintained for 30 min.

(a) and (b) Backscattered image of a Al_10 vol.% MA956 composite powder heated up to 570 °C. Inserted table in (b) presents the EDS results obtained from spots 1, 2 and 3. (c) EDS mapping showing the distribution of Fe, Cr and Al in the region of Figure 6b.
The identification of phases formed by the reaction between the MA956 alloy particles and the aluminum matrix during the heat treatments was performed by X-ray diffraction. Figures 7a and b show the X-ray patterns for the composites produced with 5 vol.% MA956. It was observed after the treatment at 420 °C the formation of AlFe3 (ICDD No. 050-0955), FeAl3 (ICDD No. 001-1265) and Al6Fe (ICDD No. 047-1433) phases, while after 570 °C the main reaction phase is the intermetallic Al13Fe4 (ICDD No. 029-0042). Most of these intermetallics are equilibrium phases, present in the Al-Fe phase diagram. No ternary phase with Cr was identified. The patterns for the composite Al_10 vol.% MA956, showed in Figures 7c and d, are very similar except by the higher intensity of peaks from the intermetallic phases resulting from their higher volume fraction.

XRD patterns of composite samples after milling for 50 h. (a) Al_5 vol.% MA9556 after heat treatment at 420 °C/1 h; (b) Al_5 vol.% MA9556 after heat treatment at 570 °C/1 h; (c) Al_10 vol.% MA9556 after heat treatment at 420 °C/1 h and (d) Al_10 vol.% MA9556 after heat treatment at 570 °C/1 h.
Results show that the reaction proceeds by the diffusion of aluminum into MA956 particles with formation of intermetallic phases in the particle/matrix interface. As the reaction seems to be controlled by Al diffusion into the MA956 particles, the stoichiometric relation between Al and Fe in the intermetallic phases tends to be richer in Al as the temperature is higher or as the diffusion distances are smaller (periphery of the reinforcing particles). Chromium seems to diffuse in the opposite direction, since there was depletion of this element in the α-Fe phase.
The results showed that the MA956 alloy is not stable under heat treatments at 420 °C and 570 °C. The results related to phase stability are very important to define the parameters for subsequent hot consolidation processing, as for instance the definition of the extrusion temperature. Extrusion of aluminum alloys are usually performed at temperatures between 400 °C to 450 °C. The results showed that at 420 °C for 1 h the reaction between reinforcement particles and aluminum matrix was partial. So, it can be expected that during the extrusion process that takes a few minutes at typical speeds of 2 mm/s, the reaction will occur in an even less extensive way.
The stability of the reinforcement phase is also more important if the matrix is an age hardenable aluminum alloy, once a solution heat treatment step would be necessary which normally takes place at temperatures of about 500 °C. Lieblich et al.1010 Lieblich M, Gonzalez-Carrasco JL and Caruana G. Thermal stability of an AlNi3Al composite processed by powder metallurgy. Intermetallics. 1997; 5(7):515-524. http://dx.doi.org/10.1016/S0966-9795(97)00027-7.
http://dx.doi.org/10.1016/S0966-9795(97)...
,1515 Torres B, Lieblich M and García-Escorial A. Effect of heat treatments at 520 °C on an aluminium alloy matrix composite reinforced with Ni3Al powder particles. Scripta Materialia. 2006; 54(8):1485-1489. http://dx.doi.org/10.1016/j.scriptamat.2005.12.052.
http://dx.doi.org/10.1016/j.scriptamat.2...
have studied the stability of aluminum and aluminum alloys reinforced by the intermetallic phase Ni3Al and showed that when the unalloyed Al was used the composite was thermally stable at 300 °C up to 1000 h. Above this temperature, dissolution of Ni3Al occurred with formation of an outer Al3Ni layer and an intermediate Al3Ni2. However, when the composite matrix was an alloy as the AA6061, the reaction product contained alloying elements as Si and Mg, and as a consequence, the age hardenability of the alloy was lost because of the depletion of solute elements in the matrix during the solution treatment. The mechanical properties of AA2124 aluminum alloy reinforced with several intermetallic particles as Ni3Al, NiAl, Cr3Si and MoSi2 were founded directly related with the thermal stability of the composites during processing and subsequent thermal treatment. The best properties were presented by the most thermally stable system88 Torres B, Lieblich M, Ibañez J and García-Escorial A. Mechanical properties of some PM aluminide and silicide reinforced 2124 aluminium matrix composites. Scripta Materialia. 2002; 47(1):45-49. http://dx.doi.org/10.1016/S1359-6462(02)00095-7.
http://dx.doi.org/10.1016/S1359-6462(02)...
.
Recently, Xue et al.1616 Xue Y, Shen R, Ni S, Song M and Xiao D. Fabrication, microstructure and mechanical properties of Al–Fe intermetallic particle reinforced Al-based composites. Journal of Alloys and Compounds. 2015; 618:537-544. http://dx.doi.org/10.1016/j.jallcom.2014.09.009.
http://dx.doi.org/10.1016/j.jallcom.2014...
have showed that a core–shell structured particulate reinforced Al matrix composite as presented in this work in Figure 5a, can be beneficial for mechanical properties as the soft Al matrix and soft Fe core could effectively inhibit the crack propagation once cracks are nucleated from the intermetallic shell during plastic deformation, resulting in the preservation of the ductility as well as the improved strength.
Extrusion of the composites obtained by mechanical alloying in the present paper in the temperature range of about 400-450 °C followed by a microstructural and mechanical characterization of extruded samples are goals for the next stage of development of this research.
4 Conclusions
Composites Al_MA956 with 5 and 10 vol.% were successfully produced by mechanical alloying (MA). A fine and homogeneous dispersion of the MA956 reinforcement particles was obtained after 20 h of milling. The evolution of morphology and particle size of composite powders was the typical observed in MA. At the first stage, the simultaneous plastic deformation and cold welding resulted in the formation of a layered structure. As the milling progresses the reinforcement trapping between the aluminum particles and the work hardening enhanced the fracture process reducing the particle size. The composite powders produced with 10 vol.% MA956 presented a more accentuated decrease in particle size during the milling, reaching 37 μm after 50 h. The heat treatment at 420 °C resulted in partial reaction between matrix and reinforcement particles, while at 570 °C the extension of reaction was overall, with formation in both cases of intermetallic phases rich in aluminum.
Acknowledgements
The authors acknowledge CAPES for the grant of LAC Moutinho Gomes (“Jovens Talentos” Program) and ALCOA for the aluminum powder.
References
-
1Pour HA, Lieblich M, Shabestari SG and Salehi MT. Influence of pre-oxidation of NiAl intermetallic particles on thermal stability of Al/NiAlp composites at 500 °C. Scripta Materialia. 2005; 53(8):977-982. http://dx.doi.org/10.1016/j.scriptamat.2005.06.023.
» http://dx.doi.org/10.1016/j.scriptamat.2005.06.023 -
2Miracle DB. Metal matrix composites: from science to technological significance. Composites Science and Technology. 2005; 65(15-16):2526-2540. http://dx.doi.org/10.1016/j.compscitech.2005.05.027.
» http://dx.doi.org/10.1016/j.compscitech.2005.05.027 -
3Lindroos VK and Talvitie MJ. Recent advances in metal matrix composites. Journal of Materials Processing Technology. 1995; 53(1-2):273-284. http://dx.doi.org/10.1016/0924-0136(95)01985-N.
» http://dx.doi.org/10.1016/0924-0136(95)01985-N -
4Rosso M. Ceramic and metal matrix composites: routes and properties. Journal of Materials Processing Technology. 2006; 175(1-3):364-375. http://dx.doi.org/10.1016/j.jmatprotec.2005.04.038.
» http://dx.doi.org/10.1016/j.jmatprotec.2005.04.038 -
5Kaczmar JW, Pietrzak K and Wlosinski W. The production and application of metal matrix composite materials. Journal of Materials Processing Technology. 2000; 106(1-3):58-67. http://dx.doi.org/10.1016/S0924-0136(00)00639-7.
» http://dx.doi.org/10.1016/S0924-0136(00)00639-7 -
6Torres B, Wang Y, Lieblich M, Ibañez J, Rainforth WM and Jones H. Interfacial reactions between the aluminium alloy matrix and intermetallicreinforcement particles in novel P/M 5056/Ni3AlP composites. Zeitschrift fur Metallkunde. 2001; 92(6):604-609.
-
7Wang Y, Rainforth WM, Jones H and Lieblich M. Dry wear behavior and its relation to microstructure of novel 6092 aluminum alloy-Ni3Al powder metallurgy composite. Wear. 2001; 251(1-12):1421-1432. http://dx.doi.org/10.1016/S0043-1648(01)00783-9.
» http://dx.doi.org/10.1016/S0043-1648(01)00783-9 -
8Torres B, Lieblich M, Ibañez J and García-Escorial A. Mechanical properties of some PM aluminide and silicide reinforced 2124 aluminium matrix composites. Scripta Materialia. 2002; 47(1):45-49. http://dx.doi.org/10.1016/S1359-6462(02)00095-7.
» http://dx.doi.org/10.1016/S1359-6462(02)00095-7 -
9Torres B and Lieblich M. Room and high temperature tensile behavior of a P/M 2124/MoSi composite at different heat treatment conditions. 2Journal of Materials Science. 2006; 41(11):3493-3500. http://dx.doi.org/10.1007/s10853-005-5678-1.
» http://dx.doi.org/10.1007/s10853-005-5678-1 -
10Lieblich M, Gonzalez-Carrasco JL and Caruana G. Thermal stability of an AlNi3Al composite processed by powder metallurgy. Intermetallics. 1997; 5(7):515-524. http://dx.doi.org/10.1016/S0966-9795(97)00027-7.
» http://dx.doi.org/10.1016/S0966-9795(97)00027-7 -
11Chao J, Cristina MC, González-Carrasco JL and González-Doncel G. Efecto del procesado termomecánico sobre las propiedades mecánicas de la aleación MA956. I. Caracterización microestructural. Revista de Metalurgia. 1998; 34:211-215. http://dx.doi.org/10.3989/revmetalm.1998.v34.iExtra.740.
» http://dx.doi.org/10.3989/revmetalm.1998.v34.iExtra.740 -
12Hupalo MF, Terada M, Kliauga AM and Padilha AF. Microstructural characterization of INCOLOY alloy MA 956. Materialwissenschaft und Werkstofftechnik. 2003; 34(5):505-508. http://dx.doi.org/10.1002/mawe.200390100.
» http://dx.doi.org/10.1002/mawe.200390100 -
13Fleck NA, Muller GM, Ashby MF and Hutchinson JW. Strain gradient plasticity: theory and experiment. Acta Metallurgica et Materialia. 1994; 42(2):475-487. http://dx.doi.org/10.1016/0956-7151(94)90502-9.
» http://dx.doi.org/10.1016/0956-7151(94)90502-9 -
14Kamrani S, Simchi A, Riedel R and Seyed Reihani SM. Effect of reinforcement volume fraction on mechanical alloying of al_sic nanocomposite powders. Powder Metall. 2007; 50(3):276-282. http://dx.doi.org/10.1179/174329007X189621.
» http://dx.doi.org/10.1179/174329007X189621 -
15Torres B, Lieblich M and García-Escorial A. Effect of heat treatments at 520 °C on an aluminium alloy matrix composite reinforced with Ni3Al powder particles. Scripta Materialia. 2006; 54(8):1485-1489. http://dx.doi.org/10.1016/j.scriptamat.2005.12.052.
» http://dx.doi.org/10.1016/j.scriptamat.2005.12.052 -
16Xue Y, Shen R, Ni S, Song M and Xiao D. Fabrication, microstructure and mechanical properties of Al–Fe intermetallic particle reinforced Al-based composites. Journal of Alloys and Compounds. 2015; 618:537-544. http://dx.doi.org/10.1016/j.jallcom.2014.09.009.
» http://dx.doi.org/10.1016/j.jallcom.2014.09.009
Publication Dates
-
Publication in this collection
23 Oct 2015 -
Date of issue
Dec 2015
History
-
Received
06 Nov 2014 -
Reviewed
07 Aug 2015