Abstract
Inconel 718 is widely used in the aviation, space, automotive and biomedical industries because of its outstanding properties. Near-surface residual stresses that are induced by ball end milling in Inconel 718 can be crucial for the performance and service time of the machined parts. In this paper, the influences of cutting conditions, including the use of cutting parameters, cutting fluid and spindle angles, on the residual stresses in the ball end milling process of Inconel 718 alloy were investigated experimentally. X-ray diffraction measurements reveal that residual stress distributions are highly influenced by cutting parameters, especially the depth of cut and cutting speed. The milling operation with cooling induces more compressive stresses trend and the magnitude of the residual stresses increases in the tensile direction with the increase of spindle angles. These cutting induced effects were further discussed with respect to thermal- mechanical coupling theory and some observations made by optical microscopy. From this investigation, it is suggested that the machining process parameters are not the smaller the better for the control of residual stresses in the ball end milling process of Inconel 718.
Keywords:
Inconel 718; Ball end milling; Residual stresses; Cutting conditions
1. Introduction
Because of its high strength at high operation temperatures, good anti-corrosion property and low heat transmit rate, Inconel 718 is used extensively for aerospace and other components that operate at terrible working environments11 Thakur DG, Ramamoorthy L, Vijayaraghavan L. Machinability investigation of Inconel 718 in high-speed turning. International Journal of Advanced Manufacturing Technology. 2009;45:421-429.. However, these properties are also responsible for its poor machinability. Low heat transmit rate leads to high cutting temperatures developed in the cutting area. High strength leads to very high cutting forces, around double of that when carbon alloy steels is cut22 Kitagawa T, Kubo A, Maekawa K. Temperature and wear of cutting tools in high-speed machining of Inconel 718 and Ti 6Al 6V 2Sn. Wear. 1997;202(2):142-148.. As a result, relatively high residual stresses exhibit in the machined surface layers when machining Inconel 718. These critical structural components of Inconel 718 are generally finish machined by using ball end milling processing method with very small cutting parameters in order to obtain desired surface qualities.
The reliability of a precision component depends to a large extent on the distribution of residual stresses induced by machining33 Masoudi S, Amini S, Saeidi E, Eslami-Chalander H. Effect of machining-induced residual stress on the distortion of thin-walled parts. International Journal of Advanced Manufacturing Technology. 2015;76(1-4):597-608.. The residual stress distribution on a component may cause distortion after releasing fixtures. Subhas et al.44 Subhas BK, Bhat R, Shivanand I. Development of computer aided technique for determination of residual stresses due to machining of jet engine components made of Inconel 718 nickel based superalloy. In: Proceedings of the International Manufacturing Engineering Conference; 1996. p. 212-214. have found that Inconel 718 is highly prone to dimensional instability because of the near-surface residual stresses induced by machining. This causes great difficulty for the control of dimensional instability. Furthermore, depending on the physical properties of residual stresses (compressive or tensile stresses), they could either enhance or impair the surface quality of a component. In machining, the thermo-mechanical properties of the material being machined will be the decisive factor for the final residual stress state55 Sharman ARC, Hughes JI, Ridgway K. An analysis of the residual stresses generated in Inconel 718TM when turning. Journal of Materials Processing Technology. 2006;173:359-367.. Similar to the cutting forces and temperatures, the residual stress distribution is found to be highly affected by cutting conditions. Brinksmeier66 Brinksmeier E, Tönshoff HK. X-Ray Stress Measurement - a Tool for the Study and Layout of Machining Processes. CIRP Annals - Manufacturing Technology. 1985;34(1):485-490. indicated that residual stresses are hypersensitive for variations of machining parameters, so they can be controlled by changing cutting conditions as well. Therefore, understanding the effects of cutting conditions on the formation of residual stresses becomes a research hotspot in the past decades.
Most studies dealing with residual stresses focused on turning process because of its simple cutting mechanism. The effects of cutting conditions, including cutting parameters and tool properties, were investigated in detail by some researchers. Studies on machining Inconel 718 have shown that the residual stress profiles induced by turning are hook-shaped distribution along the depth direction. Most studies indicated that the residual stresses generated by turning exhibit a tensile state at the machined surface. The tensile stresses decrease and quickly reach a compressive state with increasing depth and finally slowly return to the bulk stress state. Sadat and Reddy77 Sadat AB, Reddy MY. Surface integrity of inconel-718 nickel-base superalloy using controlled and natural contact length tools. Part I: Lubricated. Experimental Mechanics. 1992;32(3):282-288.,88 Sadat AB, Reddy MY. Surface integrity of inconel-718 nickel-base superalloy using controlled and natural contact length tools. Part II: Unlubricated. Experimental Mechanics. 1993;33(4):343-348. found that the maximum tensile residual stress value is enlarged with the increase in cutting speed (from 6 m/min to 60 m/min). Sharman et al.55 Sharman ARC, Hughes JI, Ridgway K. An analysis of the residual stresses generated in Inconel 718TM when turning. Journal of Materials Processing Technology. 2006;173:359-367. conducted their research experimentally. The residual stresses induced by turning are found to be tensile at the surface, and the maximum values vary depending upon the cutting parameters. With increasing depth the tensile stresses quickly turn to compressive levels (within 50um) before slowly returned to bulk state (within 200um). The residual stress profiles show the same trend in both the directions of cutting and feed. But in all cases, the cutting direction results are slightly higher. What's more, they found that tool wear has the largest influence on residual stresses. Cutting with a worn tool resulted in higher surface tensile stresses. Schlauer et al.99 Schlauer C, Peng RL, Odén M. Residual stresses in a nickel-based superalloy introduced by turning. Materials Science Forum. 2002;404-407:173-178. investigated experimentally the near-surface residual stress distributions induced by turning operation of Inconel718. Various cutting speeds and feeds have been employed to investigate their effects on the residual stresses. Tensile residual stresses with a maximum value of 1300MPa exhibit at the machined surface and turn rapidly into compressive state of up to -800MPa. Outeiro et al.1010 Outeiro JC, Dias AM, Jawahir IS. On the Effects of Residual Stresses Induced by Coated and Uncoated Cutting Tools with Finite Edge Radii in Turning Operations. CIRP Annals - Manufacturing Technology. 2006;55(1):111-116. investigated the influence of cutting parameters on residual stresses induced by dry turning of Inconel 718 and AISI 316L with uncoated and coated carbide tools. According to their results, high tensile residual stresses are found at the machined surface and compressive residual stresses are found in the sub-surface with a depth of 10-25 um. Peng et al.1111 Peng RL, Zhou JM, Johansson S, Bellinius A, Bushlya V, Ståhl JV. Influence of Dry Cut and Tool Wear on Residual Stresses in High Speed Machining of Nickel-Based Superalloy. Materials Science Forum. 2014;768-769:470-477. studied the influence of cutting fluid and tool wear on residual stresses in turning of Inconel 718. Their results showed that tool flank wear has a decisive influence on residual stresses. Zhou et al.1212 Zhou J, Bushlya V, Peng RL, Chen Z, Johansson S, Stahl JE. Analysis of Subsurface Microstructure and Residual Stresses in Machined Inconel 718 with PCBN and Al2O3-SiCw Tools. Procedia CIRP. 2014;13:150-155. studied the residual stress distributions in turning of Inconel 718 with PCBN and Al2O3-SiCW tools. They found that the machined workpieces have depth profiles displaying residual stresses, with subsurface compression and surface tension generated due to localized heating and plastic deformation. Their results also showed that the residual stresses generated by both types of tools display the property of anisotropy, i.e. more tensile stresses occur in the cutting direction than in the feed direction, which agrees with Sharman's results. However, Bushlya et al.1313 Bushlya V, Zhou J, Ståhl JE. Effect of Cutting Conditions on Machinability of Superalloy Inconel 718 During High Speed Turning with Coated and Uncoated PCBN tools. Procedia CIRP. 2012;3:370-375. found advantageous compressive residual stresses in the machined surface and sub-surface when turning Inconel 718 at the cutting speed of 300m/min. Arunachalam et al.1414 Arunachalam RM, Mannan MA, Spowage AC. Residual stress and surface roughness when facing age hardened Inconel 718 with CBN and ceramic cutting tools. International Journal of Machine Tools and Manufacture. 2004;44(9):879-887. also observed compressive residual stresses at the machined surface in face turning of Inconel 718 using CBN cutting tools at the cutting speed of 300m/min; the stresses, however, changed to tensile beyond this cutting speed. They have also reported that the depth of cut has a much stronger effect on residual stresses. Moreover, Outeiro et al.1515 Outeiro JC, Pina JC, M'Saoubi R, Pusavec F, Jawahir IS. Analysis of residual stresses induced by dry turning of difficult-to-machine materials. CIRP Annals - Manufacturing Technology. 2008;57(1):77-80. also found compressive residual stresses in the machined surface and sub-surface when the depth of cut was 2.5 mm and cutting speed was 175m/min.
All these studies about turning indicated that the near-surface residual stress distributions originating from the machining operation turning are highly affected by cutting conditions. Another agreement is the hook-shaped distribution along the depth direction. However, no agreement has been reached about the nature of residual stresses at the machined surface.
There are far fewer studies about the residual stress distributions of Inconel 718 induced by milling. Aspinwall et al.1616 Aspinwall DK, Dewes RC, Ng EG, Sage C, Soo SL. The influence of cutter orientation and workpiece angle on machinability when high-speed milling Inconel 718 under finishing conditions. International Journal of Machine Tools and Manufacture. 2007;47(12-13):1839-1846. investigated the influence of cutter orientation and workpiece angle on residual stress when high-speed milling Inconel 718 under finishing conditions. Mean compressive surface residual stresses up to 850 MPa measured parallel to the feed direction were obtained when machining using worn tools with a 0° workpiece inclination, while tensile stresses were obtained when machining with horizontal downwards orientation. Cai et al.1717 Cai X, Qin S, Li J, An Q, Chen M. Experimental investigation on surface integrity of end milling nickel-based alloy-inconel 718. Machining Science and Technology. 2014;18(1):31-46. investigated the residual stress profiles generated by end milling in directions both parallel and perpendicular to feed. High tensile stresses are found at the machined surface in both directions. Zhuang et al.1818 Zhuang K, Zhang X, Ding H. Evaluation of Cutting Forces and Surface Integrity in Flank Milling of Heat-Resistant-Super-Alloys with Coated Cemented Carbide Tools. In: Liu H, Kubota N, Zhu X, Dillmann R, Zhou D, eds. Intelligent Robotics and Applications. ICIRA 2015. Lecture Notes in Computer Science, vol 9245. Cham: Springer; 2015. investigated the residual stresses and cutting forces variation in flank milling. Tensile residual stresses were observed at the machined surface. They also found that the value of tensile residual stresses decrease with the increase of cutting speed and feed rate, the depth of cut has the least effect on the residual stresses in flank milling. Chen et al.1919 Chen Z, Peng RL, Moverare J, Widman O, Gustafsson D, Johansson S. Effect of Cooling and Shot Peening on Residual Stresses and Fatigue Performance of Milled Inconel 718. Materials Research Proceedings. 2017;2:13-18. studied the effect of cooling on the residual stresses. It was found that tensile residual stresses were created on the milled surface, regardless of the use of coolant, however, the wet milling operation led to a lower surface tension and a reduced thickness of the tensile layer. Akhtar et al.2020 Akhtara W, Suna J, Chen W. Effect of Machining Parameters on Surface Integrity in High Speed Milling of Super Alloy GH4169/Inconel 718. Materials and Manufacturing Processes. 2016;31(5):620-627. studied the effects of cutting parameters on residual stresses when face milling Inconel 718. Compressive residual stresses were generated at low cutting speeds and an increasing trend toward tensile direction was observed with the increase of cutting speed and feed rate. Residual stresses were found to be least affected by the change in the depth of cut.
Because of the complex geometric structure of milling cutters, milling process is more complicated and more affected by the cutting conditions than turning process. Also the influence mechanism of residual stress induced by milling with cutting conditions is more complex. The above review of the literatures reveals that most of the studies on residual stresses characterization of Inconel 718 have addressed the issues in turning process, whereas very little is known on this subject in milling process. However, the machining of precision components which has a higher surface stress requirement usually employs milling process, especially ball end milling process as the finish machining method. It is thus evident that more studies should be done to understand the nature of residual stresses and to control these residual stresses in order to achieve a desirable residual stress distribution in ball end milling process.
This paper presents a comparative study of the characterization and the analysis of the near-surface residual stresses in Inconel 718 subject to ball end milling. The effects of the cutting conditions, including cutting parameters, spindle angles and cutting fluid, on residual stresses were analyzed and discussed experimentally.
2. Experimental Procedures
All the cutting experiments were conducted with down milling operation on a machine center with a SINUMERIK 840D numerical control system. The material of workpiece was Inconel 718 with the chemical composition according to Table 1.
The workpiece before machining was relief annealed and aged to a nominal buck hardness about 45HRC with the density 8.24 g/cm3. The work material was prepared in 300*200 *20 mm blocks. A 20mm*20mm plane was finish machined on the workpiece with a new cutter for each cutting condition to obtain surface samples. The solid cemented carbide ball end milling tools (K44, Germany) with two flutes were used throughout the experiments. The diameter of all cutters was 10 mm. The helix angle was 40° and the radius of the cutting edge was 0.04mm. Based on the previous work and recommendations of the tool manufacturer, the cutting parameters and spindle angles were selected as listed in Table 2.
A series of single factor experiments were conducted. Only one contrast experiment was conducted under dry condition while other cutting tests were conducted under the lubricants conditions to reduce the cutting temperature and tool wear, the water-based cutting fluid was applied.
As shown in Fig 1, the effective cutting speed Veff needs to be recalculated to maintain invariability due to the variation of effective cutting diameter if the values of spindle angles change.
Ball end milling (αp: Depth of cut, αe: Width of cut, f: Federate, S: Rotational Speed, α: Lead angle, β:Tilt angle, γ: inclination angle of tool axis, D: Tool diameter, Deff: Effective tool diameter, Veff: Effective cutting speed)
As shown in Fig 2, X-ray diffraction was used to measure the state of residual stress in the machined surface and sub-surface. Measurements were taken on a Proto LXRD X-ray stress analyzer using Mn Ka radiation at 30 kV (16 mA) to acquire the diffraction peak at a Bragg's angle. The sin2ψ technique involving 11 tilt angles with ψ = -25, -20, -15,-10,-5, 0, 5, 10, 15, 20, 25° was used to calculate the magnitude of residual stresses. Material removal by electro-polishing was applied. Parameters of the electro-polishing method are shown in Table 3. A micrometer was used to ensure the consistency of depth below machined surface among the residual stress profiles. Moreover, the electrolyte was replaced for each cutting condition to eliminate the effect of electrolyte dilution. For each layer, residual stresses were measured in two directions: perpendicular (YY direction) and parallel to feed (XX direction), respectively.
In this paper, σxx means the residual stresses in the direction parallel to feed while σyy means the residual stresses in the direction perpendicular to feed. The tool wear and surface roughness of the machined surface at the end of each test was measured using an Alicona Infinite Focus tool detecting instrument. The surface roughness was measured at different locations of the machined surface and the average values have been reported.
3. Results and Discussion
A number of authors have reported that when turning with an unworn tool the residual stresses are tensile at the surfaces. With increasing depth beneath the workpiece surface the tensile stress rapidly drops and quickly reaches compressive levels before slowly returning to bulk values. However, no similar results have been found in the ball end milling process in this research. The nature of residual stresses on the surface of workpiece may be different and changes depending on the cutting conditions. Similarly to turning, the stress beneath the surface rapidly increases in the compressive direction and slowly returns to bulk values. The depth of residual stress layer is about 80um and the peak value of compressive stress appears at about 30um. What's more, the stresses generated by all cases display the property of anisotropy, i.e. more compressive stresses occur in the feed direction than in the direction perpendicular to the feed. In cutting zone, materials at the surface are subjected to high temperature and large forces, the temperature and forces in subsurface layer drop rapidly with the increase of depth. Thus, elastic deformation and plastic deformation occur with different scales, depending on distance from the workpiece surface. These materials have to achieve geometric and mechanical balance after machining, so the residual stresses, either compressive or tensile, is induced. High temperature is considered to generate tensile residual stresses while mechanical effect is responsible for compressive stresses. As to machining residual stresses, it is induced by conjoint thermal and mechanical deformation2121 Wyatt JE, Berry JT. A new technique for the determination of superficial residual stresses associated with machining and other manufacturing processes. Journal of Materials Processing Technology. 2006;171(1):132-140.
22 Ma Y, Feng P, Zhang J, Wu Z, Yu D. Energy criteria for machining-induced residual stresses in face milling and their relation with cutting power. International Journal of Advanced Manufacturing Technology. 2015;81(5-8):1023-1032.-2323 Joseph J, Martell C, Liu R, Shi J. Experimental investigation on variation of machined residual stresses by turning and grinding of hardened AISI 1053 steel. International Journal of Advanced Manufacturing Technology. 2014;74(9-12):1381-1392., and the resultant stress state is determined by the specific cutting conditions. According to this theory, further discussions are committed.
3.1. Effect of cutting speed
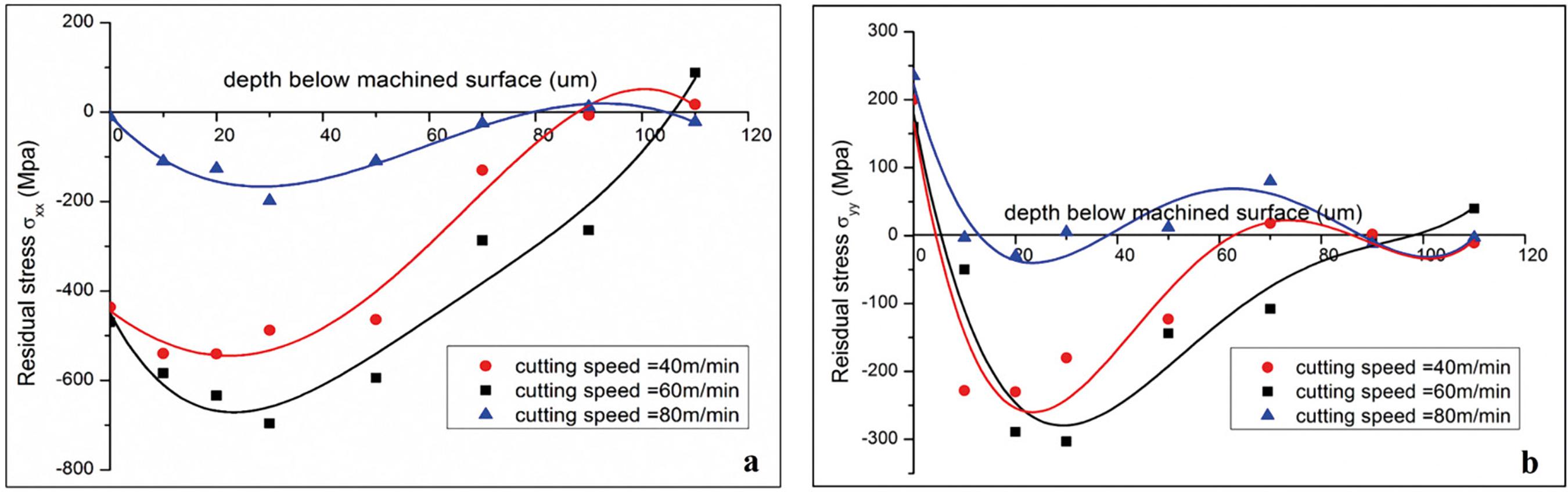
The effect of cutting speed on the residual stresses generated by the ball end milling process is shown in Fig. 3. In general, when the cutting speed increases at 40-60 m/min, the peak stress enlarges in the compressive direction. However, the residual stresses rapidly enlarge in the tensile direction at 60-80 m/min. A similar result was reported by Sharman et al.55 Sharman ARC, Hughes JI, Ridgway K. An analysis of the residual stresses generated in Inconel 718TM when turning. Journal of Materials Processing Technology. 2006;173:359-367., when turning Inconel 718 using new coated tools. As the cutting speed adjusts from 40m/min to 60m/min, the drop in the tensile direction of residual stresses seen in this work can be explained when considering the increased chip flow rate and material softening associated with increasing cutting speed. Higher chip flow rates will reduce the amount of the heat generated in the cutting zone to diffuse into the workpiece and augment the amount of heat evacuated in the chip, this reduces the effect of the thermal load on the workpiece and therefore mechanical effects dominate, resulting in a more compressive residual stress regime. As the cutting speed continues to increase to 80m/min, the residual stress values change in the tensile direction. This trend is expected because as cutting speed increases, machining becomes more adiabatic, i.e. the heat generated in the shear zone cannot be conducted away and so the metal is softened due to the temperature rise and thus the cutting forces are reduced. What's more, the enhanced cutting temperature and tool vibration will increase the tool wear (flank wear VB), as shown in Fig 4, it would still be sufficient to raise the temperature of the workpiece surface to a higher level and thus cause the higher tensile stresses. According to Altin et al.2424 Altin A, Nalbant M, Taskesen A. The effects of cutting speed on tool wear and tool life when machining Inconel 718 with ceramic tools. Materials & Design. 2007;28(9):2518-2522. and Sharman et al.2525 Sharman A, Dewes RC, Aspinwall DK. Tool life when high speed ball nose end milling Inconel 718TM. Journal of Materials Processing Technology. 2001;118(1-3):29-35., each cutting tool has a suitable cutting speed, the cutting speed above or below this suitable value will cause higher cutting temperature and more tool wear, which also explains the climb in the tensile direction of residual stresses at 60-80 m/min in this paper. Thus, the cutting speed should be carefully designed in order to obtain better residual stress state due to its strong influence on the residual stresses.
Residual stress profiles for different cutting speeds, (a) σxx, (b) σyy, (αp=0.3mm, αe=0.2mm, f=0.06mm/rev, lead angle=10°, tilt angle=0°, new tool, with cooling)
3.2. Effect of coolant
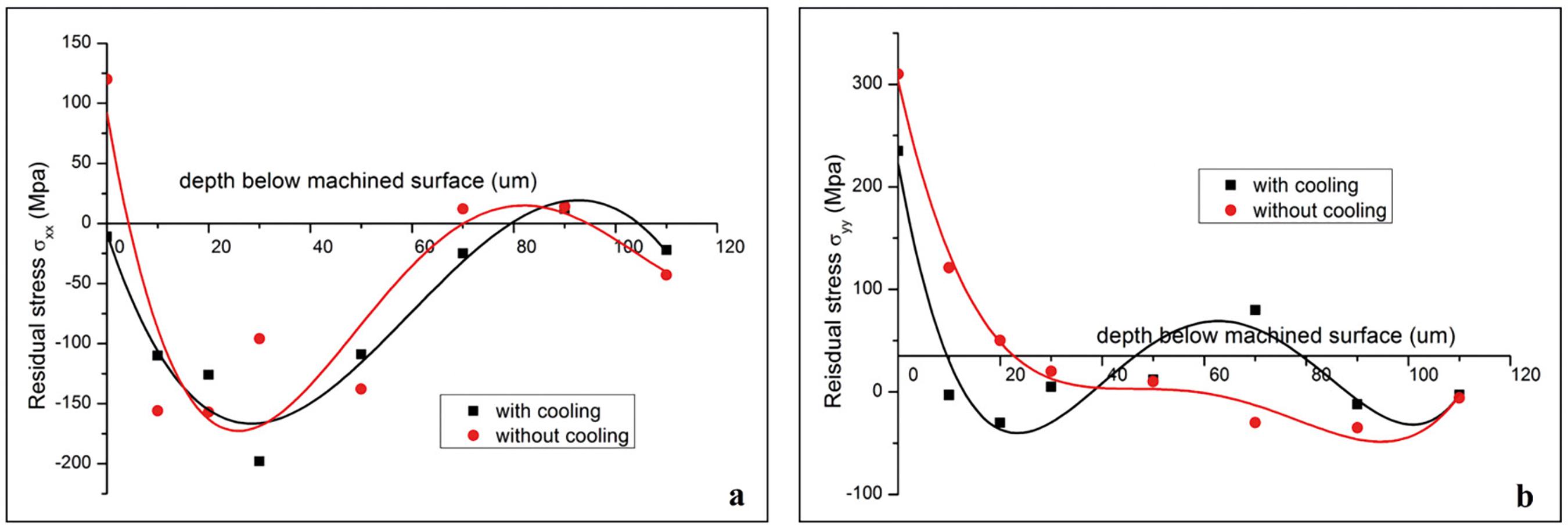
As shown in Fig 5, when cutting without cooling, the residual stresses parallel and perpendicular to the feed both keep an upward tendency in the tensile direction. The residual stresses on the surface increase about 100Mpa in the tensile direction. Without cooling, higher cutting temperature occurs in the cutting area and more heat is transferred to the workpiece, resulting in more thermal stress. In contrast, the use of coolant lowers friction and augments the heat removal from the surface, thus resulting in the dominance of mechanical effects. It indicates that the thermal stress induced by ball end milling is mainly tensile stress, while mechanical effects resulting in compressive stress. This result is consistent with previous studies1313 Bushlya V, Zhou J, Ståhl JE. Effect of Cutting Conditions on Machinability of Superalloy Inconel 718 During High Speed Turning with Coated and Uncoated PCBN tools. Procedia CIRP. 2012;3:370-375.,2121 Wyatt JE, Berry JT. A new technique for the determination of superficial residual stresses associated with machining and other manufacturing processes. Journal of Materials Processing Technology. 2006;171(1):132-140.. As stated in the literature review, the resulting stress state after machining is a combination of thermal and mechanical effects, with thermal effects producing more tensile stresses.
Residual stress profiles for different cooling conditions, (a) σxx, (b) σyy, (αp=0.3mm, αe=0.2mm, Veff=60m/min, f=0.06mm/rev, lead angle=10°, tilt angle=0°, new tool)
3.3. Effect of DOC (depth of cut)
A number of workers have found that the increase in DOC results in a trend towards higher and deeper compressive residual stresses, due to the generation of higher cutting forces. However, in the present work, with the increase in DOC, the peak stress firstly enlarges in the compressive direction (DOC: 0.1mm-0.3mm) and then turns to enlarge in the tensile direction (DOC: 0.3mm-0.5mm), as shown in Fig 6.
Residual stress profiles for different DOC, (a) σxx, (b) σyy, (αe=0.2mm, Veff=60m/min, f=0.06mm/rev, lead angle=10°, tilt angle=0°, new tool, with cooling)
The reason for this phenomenon is the thermal mechanical coupling mechanism of residual stresses generation. When the DOC adjusts from 0.1mm to 0.3mm, the enlargement results in an increase in the cutting forces and cutting temperature. However, the dominant residual stresses mechanism is the increase in the cutting forces. As reviewed previously, high temperature is considered to generate tensile residual stresses while mechanical effects are responsible for compressive stresses, so the final state is a stress increase in the compressive direction. In contrast, when the DOC adjusts from 0.3mm to 0.5mm, more heat is generated and it is harder for the coolant liquid to reach the cutting area. Since Inconel 718 has a poor thermal conductivity, with the progress of machining, the temperature rises due to the continuous cutting action of the tool, which results in the thermal effects predominating over the mechanical effects. The rise in the cutting temperature dominants the increase in the tensile direction. Thus, it is not the smaller the better in DOC for the control of residual stresses.
3.4. Effect of WOC (width of cut)
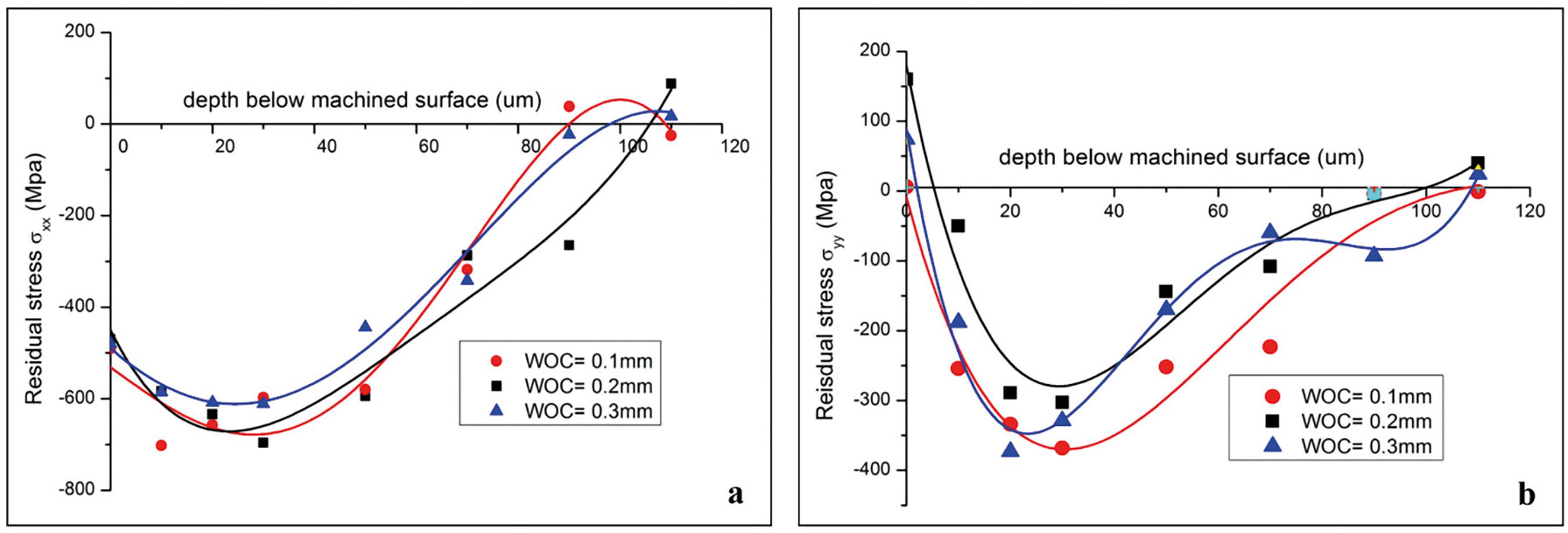
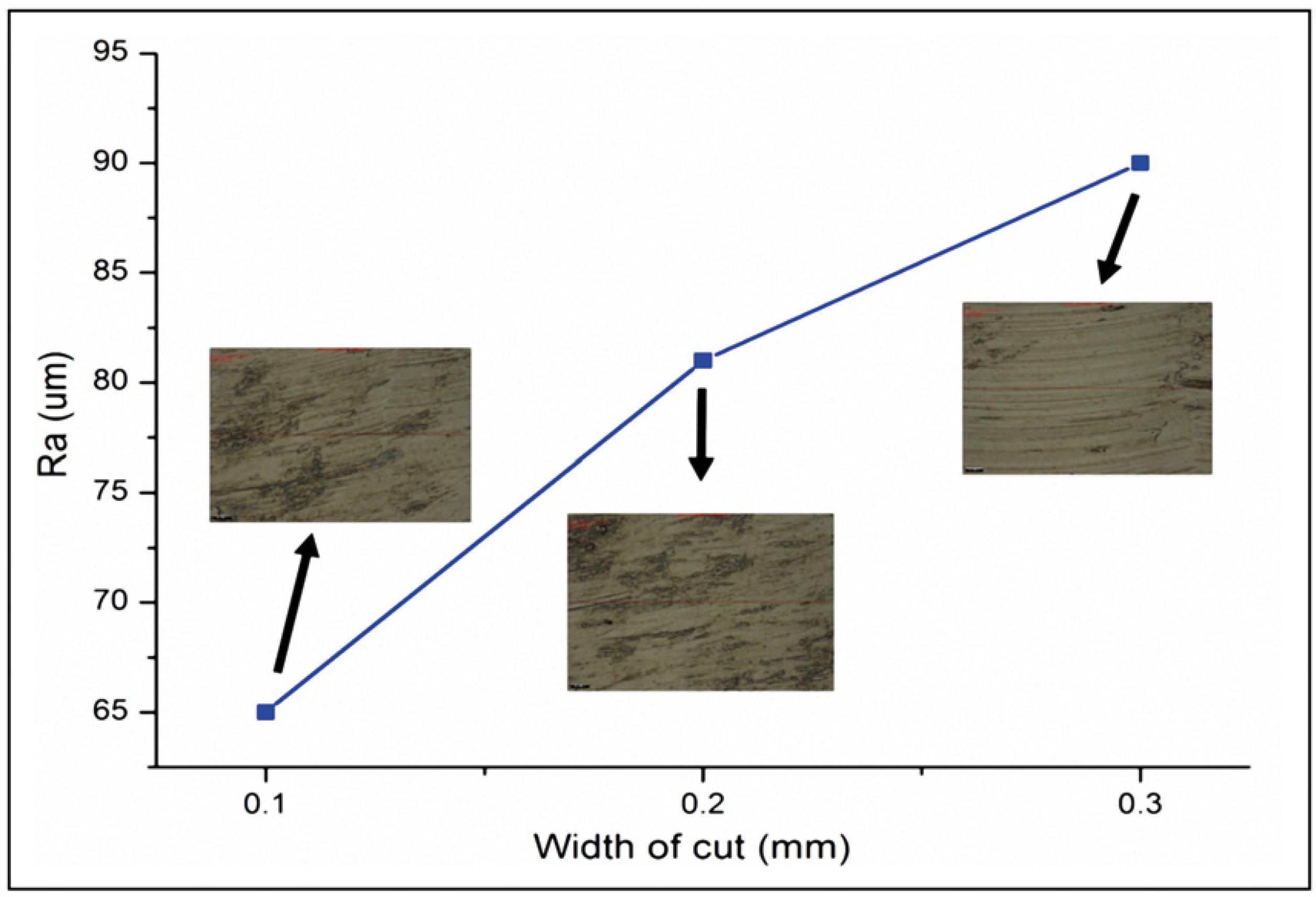
As seen in Fig 7, the width of cut does not have an appreciable effect on the generation of residual stresses. One phenomenon that we should pay attention to is that the nature of residual stresses perpendicular to the feed direction changes from compressive to tensile with the value increasing in WOC, which is unfavorable for the surface fatigue life. In the finish ball end milling of components, the given range of WOC would be very small because of the limit of surface roughness, as WOC has a significant impact on the surface roughness in ball end milling. The effect of WOC on the surface roughness is shown in Fig 8. Dissimilar to the effect on residual stresses, the effect of WOC on surface roughness is significant. The value of surface roughness increases with the increase of WOC due to the increasing values of cusp height. Thus, in order to improve machining efficiency, larger WOC is always preferred in the given range of ball end milling.
Residual stress profiles for different WOC, (a) σxx, (b) σyy, (αp=0.3mm, Veff =60m/min, f=0.06mm/rev, lead angle=10°,tilt angle=0°, new tool, with cooling)
3.5. Effect of feed rate
As seen in Figure 9, the feed rate does not have a significant effect on the generation of residual stresses in the feed direction. It is quite different with some studies about turning that found significant effect of feed rate on residual stresses. The main reason might be the very small range of feed we choose because of the poor machinability of Inconel 718. One obvious phenomenon appearing in the direction perpendicular to the feed is that the residual stresses on the surface increased about 200Mpa in the tensile direction with the federate adjusting from 0.04mm/rev to 0.06 mm/rev and reduced about 100MPa with the federate adjusting from 0.06 mm/rev to 0.08 mm/rev. This phenomenon indicates that the dominant residual stresses mechanism changes from higher cutting temperature to higher cutting forces with the increase of feed. Correspondingly, Akhtara2020 Akhtara W, Suna J, Chen W. Effect of Machining Parameters on Surface Integrity in High Speed Milling of Super Alloy GH4169/Inconel 718. Materials and Manufacturing Processes. 2016;31(5):620-627. also have found that the increase of feed rate results in a trend towards higher and deeper compressive residual stresses, due to the generation of higher cutting forces.
Residual stress profiles for different feeds, (a) σxx, (b) σyy, (αp=0.3mm, αe=0.2mm, Veff=60m/min, lead angle=10°, tilt angle=0°, new tool, with cooling)
3.6. Effect of spindle angles
As shown in Fig 10 and Fig 11, spindle angles have significant influences on residual stresses. As the effective cutting speeds remain the same value, the increase of spindle angles only changes the state of cooling and the stiffness of cutting system. It becomes harder for the cutting fluid to reach the cutting area with the increase of spindle angles, which leads to the rise of cutting temperatures and more heat transfer to workpiece. Thus, as shown in Figure 10, when the lead angle adjusts from 10 to 50°, more heat is generated and the stiffness perpendicular to the feed direction remains the same, which makes the residual stresses perpendicular to the feed direction increase in the tensile direction. The same phenomenon is observed for the residual stresses parallel to the feed direction when the tilt angle adjusts from 10 to 50°. However, when the lead angle adjusts from 10 to 50°, the stiffness parallel to the feed direction decreases. This induces more cutting chatter, resulting in more mechanical effects and a more compressive residual stress regime. When the lead angle adjusts from 10 to 30°, the effect of the thermal load dominates the increase of residual stresses in the tensile direction. In contrast, the mechanical effect dominates the increase of residual stresses in the compressive direction when the lead angle adjusts from 30 to 50°. It is of the same principle for the residual stresses perpendicular to the feed direction when the tilt angle adjusts from 10 to 50°.
Residual stress profiles for different lead angles, (a) σxx, (b) σyy, (ap=0.3mm, ae=0.2mm, Veff=60m/min, f=0.06mm/rev, tilt angle=0°, new tool, with cooling)
Residual stress profiles for different tilt angles, (a) σxx, (b) σyy, (ap=0.3mm, ae=0.2mm, Veff=60m/min, f=0.06mm/rev, lead angle=0°, new tool, with cooling)
4. Conclusions
This paper presents a new knowledge on residual stresses generated in the ball end milling process of one major difficult-to-machine materials: Inconel 718. Case studies were performed in order to establish the influence of cutting conditions on the residual stresses through a series of experiments. Under all the cutting conditions, measured residual stresses show that the thickness of residual stresses layer maintains about 80um below the machined surface. The state of residual stresses is highly influenced by cutting conditions. The results indicate that thermal effects developed in ball end milling produce more tensile stresses in the workpiece, while mechanical effects induce more compressive stresses. Also, the results show that the machining process parameters are not the smaller the better for the control of residual stresses in the ball end milling process of Inconel 718 superalloy.
5. Acknowledgements
This work was supported by the National Basic Research Program of China (No. 2013CB035802) and the National Natural Science Foundation of China (No. 51575453).
6. References
-
1Thakur DG, Ramamoorthy L, Vijayaraghavan L. Machinability investigation of Inconel 718 in high-speed turning. International Journal of Advanced Manufacturing Technology 2009;45:421-429.
-
2Kitagawa T, Kubo A, Maekawa K. Temperature and wear of cutting tools in high-speed machining of Inconel 718 and Ti 6Al 6V 2Sn. Wear 1997;202(2):142-148.
-
3Masoudi S, Amini S, Saeidi E, Eslami-Chalander H. Effect of machining-induced residual stress on the distortion of thin-walled parts. International Journal of Advanced Manufacturing Technology 2015;76(1-4):597-608.
-
4Subhas BK, Bhat R, Shivanand I. Development of computer aided technique for determination of residual stresses due to machining of jet engine components made of Inconel 718 nickel based superalloy. In: Proceedings of the International Manufacturing Engineering Conference; 1996. p. 212-214.
-
5Sharman ARC, Hughes JI, Ridgway K. An analysis of the residual stresses generated in Inconel 718TM when turning. Journal of Materials Processing Technology 2006;173:359-367.
-
6Brinksmeier E, Tönshoff HK. X-Ray Stress Measurement - a Tool for the Study and Layout of Machining Processes. CIRP Annals - Manufacturing Technology 1985;34(1):485-490.
-
7Sadat AB, Reddy MY. Surface integrity of inconel-718 nickel-base superalloy using controlled and natural contact length tools. Part I: Lubricated. Experimental Mechanics 1992;32(3):282-288.
-
8Sadat AB, Reddy MY. Surface integrity of inconel-718 nickel-base superalloy using controlled and natural contact length tools. Part II: Unlubricated. Experimental Mechanics 1993;33(4):343-348.
-
9Schlauer C, Peng RL, Odén M. Residual stresses in a nickel-based superalloy introduced by turning. Materials Science Forum 2002;404-407:173-178.
-
10Outeiro JC, Dias AM, Jawahir IS. On the Effects of Residual Stresses Induced by Coated and Uncoated Cutting Tools with Finite Edge Radii in Turning Operations. CIRP Annals - Manufacturing Technology 2006;55(1):111-116.
-
11Peng RL, Zhou JM, Johansson S, Bellinius A, Bushlya V, Ståhl JV. Influence of Dry Cut and Tool Wear on Residual Stresses in High Speed Machining of Nickel-Based Superalloy. Materials Science Forum 2014;768-769:470-477.
-
12Zhou J, Bushlya V, Peng RL, Chen Z, Johansson S, Stahl JE. Analysis of Subsurface Microstructure and Residual Stresses in Machined Inconel 718 with PCBN and Al2O3-SiCw Tools. Procedia CIRP 2014;13:150-155.
-
13Bushlya V, Zhou J, Ståhl JE. Effect of Cutting Conditions on Machinability of Superalloy Inconel 718 During High Speed Turning with Coated and Uncoated PCBN tools. Procedia CIRP 2012;3:370-375.
-
14Arunachalam RM, Mannan MA, Spowage AC. Residual stress and surface roughness when facing age hardened Inconel 718 with CBN and ceramic cutting tools. International Journal of Machine Tools and Manufacture 2004;44(9):879-887.
-
15Outeiro JC, Pina JC, M'Saoubi R, Pusavec F, Jawahir IS. Analysis of residual stresses induced by dry turning of difficult-to-machine materials. CIRP Annals - Manufacturing Technology 2008;57(1):77-80.
-
16Aspinwall DK, Dewes RC, Ng EG, Sage C, Soo SL. The influence of cutter orientation and workpiece angle on machinability when high-speed milling Inconel 718 under finishing conditions. International Journal of Machine Tools and Manufacture 2007;47(12-13):1839-1846.
-
17Cai X, Qin S, Li J, An Q, Chen M. Experimental investigation on surface integrity of end milling nickel-based alloy-inconel 718. Machining Science and Technology 2014;18(1):31-46.
-
18Zhuang K, Zhang X, Ding H. Evaluation of Cutting Forces and Surface Integrity in Flank Milling of Heat-Resistant-Super-Alloys with Coated Cemented Carbide Tools. In: Liu H, Kubota N, Zhu X, Dillmann R, Zhou D, eds. Intelligent Robotics and Applications. ICIRA 2015. Lecture Notes in Computer Science, vol 9245. Cham: Springer; 2015.
-
19Chen Z, Peng RL, Moverare J, Widman O, Gustafsson D, Johansson S. Effect of Cooling and Shot Peening on Residual Stresses and Fatigue Performance of Milled Inconel 718. Materials Research Proceedings 2017;2:13-18.
-
20Akhtara W, Suna J, Chen W. Effect of Machining Parameters on Surface Integrity in High Speed Milling of Super Alloy GH4169/Inconel 718. Materials and Manufacturing Processes 2016;31(5):620-627.
-
21Wyatt JE, Berry JT. A new technique for the determination of superficial residual stresses associated with machining and other manufacturing processes. Journal of Materials Processing Technology 2006;171(1):132-140.
-
22Ma Y, Feng P, Zhang J, Wu Z, Yu D. Energy criteria for machining-induced residual stresses in face milling and their relation with cutting power. International Journal of Advanced Manufacturing Technology 2015;81(5-8):1023-1032.
-
23Joseph J, Martell C, Liu R, Shi J. Experimental investigation on variation of machined residual stresses by turning and grinding of hardened AISI 1053 steel. International Journal of Advanced Manufacturing Technology 2014;74(9-12):1381-1392.
-
24Altin A, Nalbant M, Taskesen A. The effects of cutting speed on tool wear and tool life when machining Inconel 718 with ceramic tools. Materials & Design 2007;28(9):2518-2522.
-
25Sharman A, Dewes RC, Aspinwall DK. Tool life when high speed ball nose end milling Inconel 718TM Journal of Materials Processing Technology 2001;118(1-3):29-35.
Publication Dates
-
Publication in this collection
18 Sept 2017 -
Date of issue
Nov-Dec 2017
History
-
Received
07 June 2017 -
Reviewed
04 Aug 2017 -
Accepted
24 Aug 2017