
Resumo
O setor da construção civil vem sendo instigado a diminuir o déficit habitacional nas classes de baixa renda. O emprego de sistemas construtivos industrializados é uma alternativa para esse fim e para aplicação da customização em massa. No entanto, a possibilidade de conferir customização pode acarretar impactos negativos na produção. A modularidade do produto é uma abordagem para a customização em massa. A partir da concepção de módulos, é possível adotar combinações e produzir uma gama de produtos. Este artigo tem como objetivo propor diretrizes de projeto para reduzir perdas na produção de painéis pré-fabricados em sistemasde construção a seco, com foco na simplificação da produção de habitações de interesse social customizadas. A abordagem metodológica adotada foi apesquisa construtiva e o referencial teórico envolveu conceitos de arquitetura e modularidade do produto. A partir dos resultados, foram propostas diretrizes de projeto baseadas nos princípios de modularidade do produto. O impacto das diretrizes na produçãodos painéis foi avaliado mediante coleta de dados em fábrica. A modularidade do produto mostrou-se uma estratégia eficiente para padronização dos componentes e simplificação do processo de fabricação dos painéis.
Palavras-chave:
Modularidade do produto; Industrialização; Simplificação da produção
Abstract
Managers in the construction sector are being urged to reduce the housing deficit in the low-income segment. The use of industrialised building systems is an alternative for achieving this aim and for the implementation of mass customization. However, the possibility of conferring some degree of customisation in housing may have negative impacts on production. Product modularity is a mass customisation approach, by designing modules that can be combined to provide product variety. The aim of this paper is to propose design guidelines to reduce waste in the production of prefabricated wall panels in dry construction systems, focusing on simplifying the production of customised social housing. The methodological approach adopted was design science research. The research started with a literature review to understand the concepts of Product Architecture and Modularity. Based on the results, we proposed design guidelines applying the principles of product modularity. The effect of the guidelines on the production process of the panels was evaluated through data collection at the factory. The adoption of product modularity in house-building design proved to be an efficient approach for the standardisation of components and for simplifying the mass production process of the wall panels.
Keywords:
Product modularity; Production simplification; Industrialisation
Introdução
A redução de perdas é imperiosa, especialmente em empreendimentos de habitações de interesse social (EHIS), nos quais há a busca premente de atingir custos acessíveis à população de baixa renda (ROLNIK et al., 2010ROLNIK, R. et al. Como Produzir Moradia Bem Localizada Com os Recursos do Programa Minha Casa Minha Vida? Implementando os instrumentos do Estatuto da Cidade. Brasília: Ministério das Cidades, 2010.).
Sistemas construtivos industrializados têm potencial para alcançar esse propósito, levando a níveis mínimos de perdas no seu processo produtivo e melhor produtividade da mão de obra. Contudo, a racionalização depende da elaboração adequada do projeto do produto e do processo de produção (CAMPOS, 2014CAMPOS, P. F. Light Steel Frame: uso em construções habitacionais empregando a modelagem virtual como processo de projeto e planejamento. São Paulo, 2014. 196 f. Dissertação (Mestrado em Arquitetura e Urbanismo) - Faculdade de Arquitetura e Urbanismo, Universidade de São Paulo, São Paulo, 2014.; SMITH, 2010SMITH, R. E. Prefab Architecture: a guide to modular design and construction. Wiley, 2010.).
Um projeto adequado do produto deve possibilitar a utilização dos componentes de forma a minimizar desperdícios e garantir o melhor aproveitamento devido ao alto valor agregado (GIRMSCHEID, 2010GIRMSCHEID, G. New Perspective in Industrialization in Construction: a-state-of-the-art-report context of industrialization: introduction. In: GIRMSCHEID, G.; SCHEUBLIN, F. (Eds.). Institut für Blaupanung and Baubetrieb. Zurich: Eigevenverlag des IBB an der ETH Zürich, 2010.).
Outros fatores com claras repercussões no processo de produção devem ser considerados ao definir o produto, entre eles Fixson (2005)FIXSON, S. K. Product Architecture Assessment: A tool to link product, process, and supply chain. Journal of Operations Management, p. 345-369, 2005. cita:
-
complexidade individual dos componentes;
-
baixa variedade de componentes e possibilidade de utilizá-los em diferentes famílias de produto; e
-
grau de flexibilidade para conectar componentes entre si.
Esses fatores atendem ao princípio da simplificação do processo de produção e propiciam um fluxo de materiais com menos etapas que não agregam valor ao produto, consequentemente reduzindo perdas (KOSKELA, 2000KOSKELA, L. An Exploration Towards a Production Theory and Its Application to Construction. Espoo, 2000. 298 f. Tese (Doctor of Philosophy) - VTTTechnical Research Centre of Finland, Helsinki University of Technology, Espoo, 2000.) e resultando em custos mais baixos (FIXSON, 2005FIXSON, S. K. Product Architecture Assessment: A tool to link product, process, and supply chain. Journal of Operations Management, p. 345-369, 2005.).
Além dos fatores mencionados relativos à simplificação e ao desperdício de componentes, a definição do produto envolve, também, grande esforço com o propósito de compatibilizar a modulação dos elementos e a adequação dos espaços internos atendendo aos seus requisitos funcionais (GREVEN; BALDAUF, 2007GREVEN, H. A.; BALDAUF, A. S. F. Introdução à Coordenação Modular da Construção no Brasil: uma abordagem atualizada. Porto Alegre, 2007. Coleção Habitare/FINEP.).
Esses aspectos assumem importância ainda maior em EHIS, nos quais há grande repetitividade do produto e a produção ocorre em grande escala. No entanto, há evidências de que os eles não vêm sendo atendidos nesse segmento. As pesquisas de Medvedovski (2002)MEDVEDOVSKI, N. S. Diretrizes Especiais Para Regularização Urbanística, Técnica e Fundiária de Conjuntos Habitacionais Populares. In: ABIKO, A. K.; ORNSTEIN, S. W. (Eds.). Inserção Urbana e Avaliação Pós-Ocupação (APO) da Habitação de Interesse Social. São Paulo: FAUUSP, 2002. e Brandão (2011)BRANDÃO, D. Q. Disposições Técnicas e Diretrizes Para Projeto de Habitações Sociais Evolutivas. Ambiente Construído, Porto Alegre, v. 11, n. 2, p. 73-96, abr./jun. 2011. destacam que adaptações nas habitações são frequentes após a entrega desses empreendimentos e buscam adequá-las aos requisitos de seus usuários.
A adoção dos conceitos relativos à arquitetura e modularidade do produto pode ampliar as possibilidades de redução de perdas, favorecendo a simplificação do produto e do processo de produção e o atendimento aos requisitos funcionais dos espaços. Isso se deve à utilização de um pequeno conjunto de componentes intercambiáveis que possibilitam a criação de uma ampla variedade de produtos, favorecendo a customização em massa1 1 A customização em massa consiste em alcançar uma variedade de produtos obtida a partir da combinação de componentes padronizados produzidos em grande volume (PINE, 1993). (ROCHA; FORMOSO; TZORTZOPOULOS, 2015ROCHA, C. G. D.; FORMOSO, C. T.; TZORTZOPOULOS, P. Adopting Product Modularity in House Building to Support Mass Customisation. Sustainability, p. 4919-4937, 2015.).
A conciliação de propósitos, em princípio antagônicos (customização e a produção em massa), tem sido investigada em trabalhos científicos relacionados ao desenvolvimento de produtos na construção civil. Destacam-se os trabalhos de Rocha, Formoso e Tzortozopoulos (2015)ROCHA, C. G. D.; FORMOSO, C. T.; TZORTZOPOULOS, P. Adopting Product Modularity in House Building to Support Mass Customisation. Sustainability, p. 4919-4937, 2015., Marinho e Barros Neto (2015)MARINHO, J. P.; BARROS NETO, J. D. P. Propostas de Melhorias no Desenvolvimento de Empreendimentos Habitacionais a Partir da Aplicação do Conceito de Arquitetura do Produto. Ambiente Construído, Porto Alegre, v. 15, n. 4, p. 105-129, out./dez. 2015., Veenstra, Halman e Voordijk (2006)VEENSTRA, V. S.; HALMAN, J. I. M.; VOORDIJK, J. T. A Methodology For Developing Product Platforms in the Specific Setting of the Housebuilding Industry. Research in Engineering Design, p. 157-173, 2006. e Lennartsson e Björnfot (2010)LENNARTSSON, M.; BJÖRNFOT, A. Step-By-Step Modularity: a roadmap for building service development. Lean Construction Journal, p. 17-29, 2010..
Apesar desse cenário, não foi possível encontrar na literatura trabalhos de cunho científico relacionados a diretrizes de projeto voltadas à redução de perdas em sistema construtivo a seco para EHIS e que contemplem os princípios da modularidade do produto.
Adicionalmente, os planos verticais merecem especial atenção, por consumir parte significativa dos componentes. Conforme Mascaró (2004)MASCARÓ, J. L. O Custo das Decisões Arquitetônicas. Porto Alegre: Masquatro, 2004., os planos verticais representam em média 40% do custo total da edificação. Assim, as decisões voltadas à sua conformação têm grande impacto no processo de desenvolvimento do produto.
Identificada tal lacuna, o objetivo dessa pesquisa consistiu em apresentar diretrizes de projeto para reduzir perdas na produção, tendo como recorte os painéis verticais pré-fabricados em sistemas industrializados de construção a seco, a partir dos princípios da arquitetura e modularidade do produto.
Neste trabalho, o sistema objeto de estudo é o Light Wood Frame (LWF), que vem sendo adotado por empresas brasileiras na produção de EHIS e é homologado pelo Ministério das Cidades, por meio das Diretrizes para Avaliação Técnica de Produtos nº 005, referente aos sistemas construtivos estruturados em peças de madeira maciça serrada, com fechamentos em chapas delgadas (Sistemas leves tipo Light Wood Framing) (SINDICATO..., 2011SINDICATO DO COMÉRCIO ATACADISTA. Diretriz SINAT nº 005: revisão 02. Sistemas construtivos estruturados em peças de madeira maciça serrada, com fechamentos em chapas delgadas (Sistemas leves tipo "Light Wood Framing"). Diretrizes para Avaliação Técnica de Produtos. Brasília, 2011.). Esse sistema é utilizado na construção de edificações unifamiliares e multifamiliares de até cinco pavimentos (LPBRASIL, 2011aLPBRASIL. Catálogo Técnico OSB: placas estruturais para construção CES. LP Building Products, Curitiba, 2011a.).
Modularidade do produto na construção civil
Conceitos relacionados a módulo
Quanto à terminologia empregada neste artigo, "componente" será utilizado para expressar unidades distintas de determinado elemento da edificação. No contexto da construção civil, o componente corresponde a um objeto que se integra diretamente na constituição da construção (perfis de madeira, placas de gesso acartonado, telhas), a partir da montagem em conjunto com outros componentes iguais, semelhantes ou diferentes (DUARTE, 1982DUARTE, R. B. Elementos de Avaliação da Industrialização na Construção por Sistemas no Rio Grande do Sul. Porto Alegre, 1982. 165 f. Dissertação (Mestrado em Engenharia Civil) - Escola de Engenharia, Universidade Federal do Rio Grande do Sul, Porto Alegre, 1982.). O termo "elemento" corresponde a uma parte de um sistema composto por um conjunto de componentes e com funções específicas (ABNT, 2013ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15575-1: edifícios habitacionais: desempenho: parte 1: requisitos gerais. Rio de Janeiro, 2013.), como: parede, painel de vedação, treliça de cobertura. Um sistema construtivo é composto por um conjunto de elementos e componentes funcionais e representa a maior parte funcional do edifício (ABNT, 2013ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15575-1: edifícios habitacionais: desempenho: parte 1: requisitos gerais. Rio de Janeiro, 2013.).
A definição do "módulo" é princípio fundamental para possibilitar a coordenação dos componentes e elementos de um sistema construtivo. Módulo é a unidade de medida fundamental na coordenação modular, com medida básica de 100 milímetros, aplicável a qualquer elemento ou componente (ABNT, 2010ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15873: coordenação modular para edificações. Rio de Janeiro, 2010.). Assim, a "coordenação modular" corresponde à aplicação da coordenação dimensional mediante o emprego do módulo básico ou de um multimódulo (ABNT, 2010ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15873: coordenação modular para edificações. Rio de Janeiro, 2010.).
Entretanto, o entendimento de módulo adotado na manufatura tem ampliado esse conceito nas pesquisas recentes no contexto da construção civil. O módulo pode estar associado tanto à repetição de medidas modulares, quanto à repetição de componentes e elementos construtivos modulares padronizados utilizados na produção de edificações (GREVEN; BALDAUF, 2007GREVEN, H. A.; BALDAUF, A. S. F. Introdução à Coordenação Modular da Construção no Brasil: uma abordagem atualizada. Porto Alegre, 2007. Coleção Habitare/FINEP.).
Sanchez e Mahoney (1996)SANCHEZ, R.; MAHONEY, J. T. Modularity, Flexibility, and Knowledge Management in Product and Organization Design. Strategic Management Journal, v. 17, p. 63-76, 1996. definem módulo como uma unidade funcional independente de um produto, composto por interfaces padronizadas que possibilitem interações para a composição de produtos distintos a partir de operações de combinação. Nessa mesma linha, Ulrich (1995)ULRICH, K. The Role of Product Architecture in the Manufacturing Firm. Research Policy, p. 419-440, 1995. entende que um produto modular é composto por partes, ou módulos, em que as interfaces, ou as formas de conexões entre os módulos, são padronizadas e interagem de forma a garantir a realização da função global do produto.
Estudos conduzidos por Gosling et al. (2016)GOSLING, J. et al. Defining and Categorizing Modules in Building Projects: an international perspective. Journal of Construction Engineering and Management, p. 1-11, 2016. permitiram um entendimento acerca do conceito de módulo que vai além dos níveis de composição do produto final, abrangendo também unidades físicas de repetições que ocorrem ao longo do ciclo de vida do produto. Segundo os referidos autores, esse ciclo inicia na etapa de concepção do produto, quando os módulos criados estão associados a espaços definidos com apoio de uma retícula. Posteriormente, na etapa de pré-construção, a criação de módulos, alinhada com fornecedores/fabricantes, tem o foco na definição de elementos que irão compor os espaços modulares. Na etapa seguinte (construção), a manifestação física das unidades de repetição deve levar em conta a possibilidade de pré-fabricar partes do produto ou montá-las no canteiro, tendo em vista a intenção de reduzir a complexidade do trabalho a ser executado no canteiro. Por fim, na etapa pós-construção, a definição de módulos deve privilegiar a facilidade de efetuar manutenções e reconfigurações do produto.
Gosling et al. (2016)GOSLING, J. et al. Defining and Categorizing Modules in Building Projects: an international perspective. Journal of Construction Engineering and Management, p. 1-11, 2016. destacam que essa abordagem para a definição de um produto efetivamente modular recai em situações de trade-offs, uma vez que a definição de um módulo pode reduzir a complexidade do processo de montagem em canteiro e, por outro lado, desfavorecer o transporte para a obra e dentro do canteiro. Nesses casos, para os referidos autores, a tomada de decisão deve ser balizada por considerações relativas a custos e reduções de tempo.
Com base nessas definições, no presente trabalho módulo é entendido como uma unidade que se manifesta fisicamente ao longo de todas as etapas do ciclo de vida do produto, devendo atender ao princípio de repetitividade e independência, permitindo obter variações no produto, reduzir complexidade do processo de produção e facilitar manutenção e adequações do produto na fase de uso.
Os termos "modulação" e "modularidade" também são empregados com frequência neste trabalho e derivam do conceito de módulo. A partir do significado etimológico, entende-se por modulação o ato de tornar algo modular por meio da aplicação do conceito de módulo a um determinado objeto. Com base nisso, "modularidade" pode ser entendida como a qualidade atribuída a um sistema de objetos a partir de sua modulação.
A aplicação desses conceitos pode trazer contribuições importantes para o segmento de EHIS que utiliza sistemas construtivos industrializados, minimizando os impactos da variedade de componentes na linha de produção, com repercussão na redução de custos.
Benefícios da aplicação da modularidade para EHIS
Um projeto de produto modular possibilita:
-
economia de escala, pela produção de altos volumes de componentes padronizados;
-
economia de escopo a partir da repetição de pequena variedade de módulos em várias versões do produto (PINE, 1993PINE, B. J. I. Mass Customizing Products and Services. Strategy Leadersh, p. 6-55, 1993.);
-
redução dos riscos e custos relativos à manutenção de estoques;
-
diferenciação tardia do produto; e
-
montagem dos componentes para todas as variantes de produtos em fases anteriores ao processo de montagem do produto final customizado (FEITZINGER; LEE, 1997FEITZINGER, E.; LEE, H. L. Mass Customisation at Hewlett-Packard: the power of postponement. Harvard Business Review, p. 116-123, 1997.).
Esses benefícios apontados por Feitzinger e Lee (1997)FEITZINGER, E.; LEE, H. L. Mass Customisation at Hewlett-Packard: the power of postponement. Harvard Business Review, p. 116-123, 1997. indicam que a aplicação dos princípios da arquitetura modular no desenvolvimento do produto vai além da possibilidade de customização rápida, contribuindo também para a simplificação e flexibilidade do processo de produção em razão da menor variedade de componentes do produto e da possibilidade de conectar diferentes componentes a partir da padronização das interfaces (FIXSON, 2005FIXSON, S. K. Product Architecture Assessment: A tool to link product, process, and supply chain. Journal of Operations Management, p. 345-369, 2005.).
A simplificação constitui-se um princípio relevante para a redução de perdas, pois elimina etapas e, consequentemente, suas interdependências (SAN MARTIN, 1999SAN MARTIN, A. P. Método de Avaliação de Tecnologias de Edificação para a Habitação de Interesse Social Sob o Ponto de Vista da Gestão dos Processos de Produção. Porto Alegre, 1999. 140 f. Dissertação (Mestrado em Engenharia Civil) - Escola de Engenharia, Universidade Federal do Rio Grande do Sul, Porto Alegre, 1999.; KOSKELA, 2000KOSKELA, L. An Exploration Towards a Production Theory and Its Application to Construction. Espoo, 2000. 298 f. Tese (Doctor of Philosophy) - VTTTechnical Research Centre of Finland, Helsinki University of Technology, Espoo, 2000.). Essas características aliadas à flexibilidade no processo de montagem tornam o processo de produção menos vulnerável a interrupções frequentes (SANTOS, 1999SANTOS, A. Application of Flow Principles in the Production Management of Construction Sites. Salford, 1999. 463 f. Thesis (PhD) - School of Construction and Property Management, The University of Salford, Salford, 1999.). Tais benefícios levam à redução de prazos e custos que, somados à possibilidade de customização em massa, fazem da aplicação do conceito de modularidade uma estratégia importante para EHIS.
Para balizar as soluções de projeto sob a ótica de modularidade do produto, assegurando os benefícios de economia de escala e de escopo e a flexibilidade na interface dos módulos, Rocha, Formoso e Tzortozopoulos (2015)ROCHA, C. G. D.; FORMOSO, C. T.; TZORTZOPOULOS, P. Adopting Product Modularity in House Building to Support Mass Customisation. Sustainability, p. 4919-4937, 2015. propõem os indicadores para avaliar a utilização dos módulos e suas interfaces. Esses indicadores são apresentados a seguir.
Indicadores para avaliar modularidade do produto
Para avaliar a arquitetura do produto de edifícios habitacionais, Rocha, Formoso e Tzortzopoulos (2015)ROCHA, C. G. D.; FORMOSO, C. T.; TZORTZOPOULOS, P. Adopting Product Modularity in House Building to Support Mass Customisation. Sustainability, p. 4919-4937, 2015. desenvolveram indicadores capazes de medir o grau de utilização do módulo, avaliar e comparar as economias de escopo para diferentes soluções de projeto e identificar a necessidade de melhorar as interfaces entre os módulos. Esses indicadores foram definidos pelos autores como:
Método
Contexto da pesquisa
O presente estudo foi desenvolvido no contexto de uma rede de pesquisa denominada Zero Energy Mass Custom Home Brasil (ZEMCH Brasil), cujo objetivo é promover a colaboração entre academia e indústria na busca de soluções viáveis para habitações de interesse social, considerando os aspectos ambientais, econômicos e sociais. As soluções são desenvolvidas a partir de um processo de projeto integrado e colaborativo, com uso da estratégia de customização em massa, e fundamentadas na eficiência energética e na apreensão de valor para população de baixa renda.
A elaboração do projeto pelo grupo de pesquisa ZEMCH Brasil foi conduzida em parceria com uma empresa detentora da tecnologia de construção a seco LWF (Empresa A).
Delineamento da pesquisa
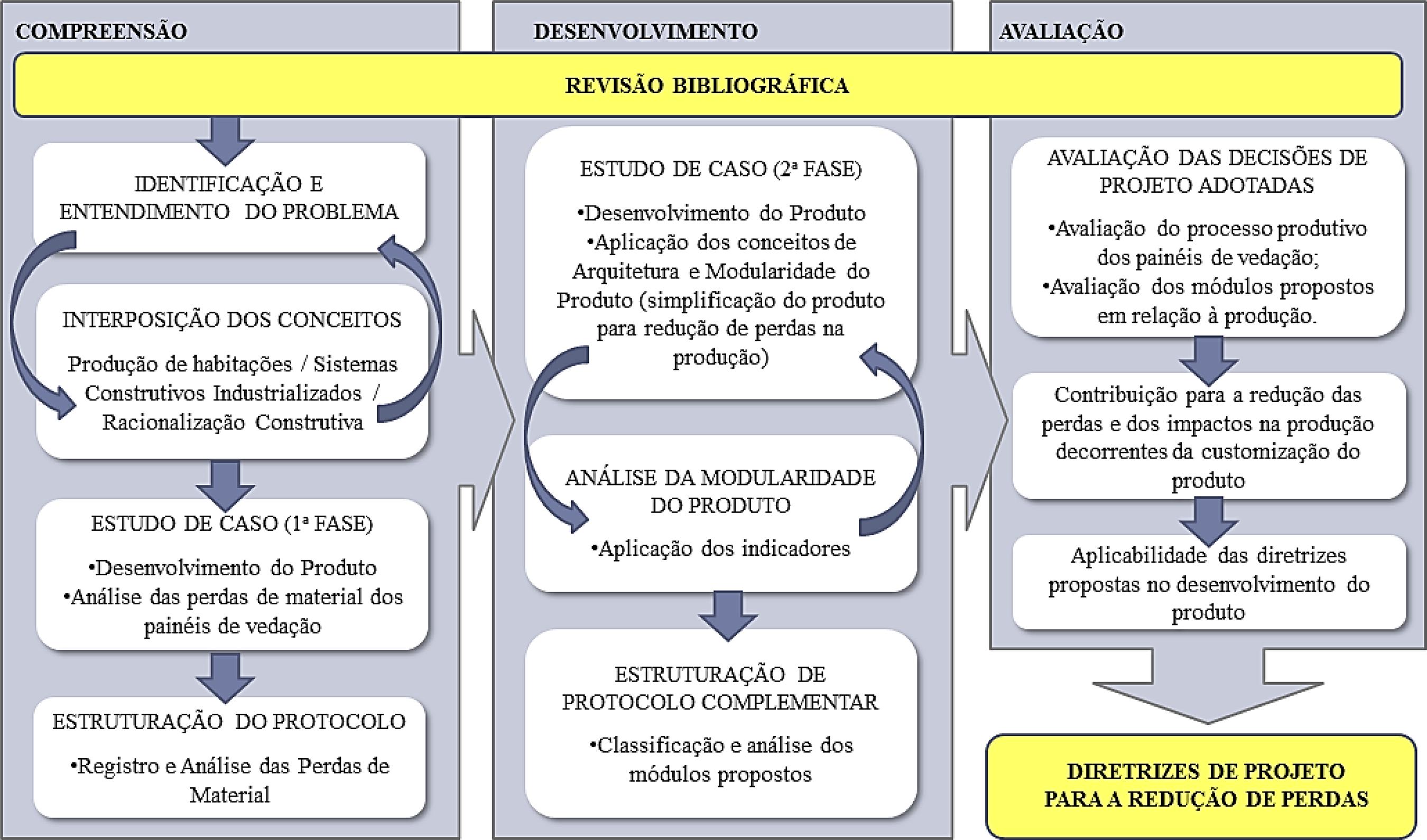
Optou-se pela abordagem de pesquisa construtiva (ou Design Science) e o estudo de caso como estratégia para o desenvolvimento do trabalho. Pesquisas conduzidas a partir dessa abordagem propõem artefatos destinados a solucionar problemas enfrentados no mundo real e contribuir para a teoria das disciplinas nas quais é aplicada. Um elemento essencial da abordagem construtiva é vincular o problema e sua solução ao conhecimento teórico acumulado. Além disso, devem ser demonstrados a inovação e o funcionamento da solução proposta (LUKKA, 2003LUKKA, K. The Constructive Research Approach. In: OJALA, L.; HILMOLA, O.-P. (Eds.). Case Study Research in Logistics. Turku, 2003. Turku School of Economics and Business Administration. Series B 1.). As etapas da pesquisa construtiva correspondem a: compreensão, desenvolvimento e validação, que se desdobram nos seguintes passos:
-
encontrar um problema prático com potencial contribuição teórica;
-
obter conhecimento geral e profundo do tema;
-
desenvolver uma construção (artefato) para a solução do problema;
-
implementar a solução, testando seu funcionamento;
-
refletir sobre a aplicabilidade da solução; e
-
identificar e analisar a contribuição teórica.
A Figura 1 ilustra o delineamento da pesquisa que envolveu dois estudos sequenciais, realizados durante o processo de desenvolvimento do projeto de uma habitação de interesse social (HIS), no âmbito do Programa Minha Casa Minha Vida (PMCMV).
O primeiro estudo, de caráter exploratório, teve como objetivo identificar problemas de projeto na definição dos painéis de vedação no sistema LWF que acarretassem perda de materiais durante o processo produtivo. O segundo visou à aplicação dos conceitos de arquitetura e modularidade do produto e análise das soluções adotadas em relação à simplificação do processo produtivo.
Após o segundo estudo, foi cumprida a etapa de avaliação, em que foi analisado o impacto das diretrizes propostas no processo produtivo dos painéis na fábrica, por meio de visita à fábrica da empresa parceira e de entrevistas com os gestores de engenharia de produto, de engenharia de operações e de projetos de produção.
Recursos para coleta de dados
Os recursos utilizados para coleta de dados foram:
-
documentos: manuais de boas práticas de projeto e execução de edificações construídas com o sistema construtivo LWF;
-
observação participante: realizada ao longo das reuniões para concepção do produto, com foco nas soluções de projeto orientadas pelas boas práticas relativas ao sistema LWF, voltadas à redução de perdas e à aplicação dos conceitos de modularidade do produto para customização e simplificação do processo produtivo;
-
registros em arquivo: registro das decisões tomadas ao longo do processo de projeto e suas justificativas; e
-
indicadores: utilizados para medir o grau de utilização do módulo, avaliar as economias de escopo para diferentes soluções de projeto (matriz de combinação de módulo) e identificar a necessidade de melhorar as interfaces entre os módulos (matriz de interações de módulo), conforme tópico anterior.
Durante a fase de avaliação, foram utilizados os seguintes recursos:
-
observação direta: realizada na visita à fábrica da empresa parceira, para obtenção de dados do processo produtivo de painéis do sistema LWF, com o intuito de corroborar ou adequar as diretrizes de projeto propostas;
-
entrevistas estruturadas: realizadas com o objetivo de ratificar e complementar as informações coletadas durante a observação do processo produtivo na fábrica;
-
registros em arquivo: elaboração de mapofluxograma para registro do processo de fabricação dos painéis; e
-
indicadores: utilizados para avaliar os impactos das diretrizes no processo de fabricação. Os indicadores utilizados foram o grau de interdependência de processos e o grau de padronização das operações, apresentados a seguir.
O grau de interdependência de processos corresponde à relação entre o número total de operações no processo de fabricação e o número total de dependências (SAN MARTIN, 1999SAN MARTIN, A. P. Método de Avaliação de Tecnologias de Edificação para a Habitação de Interesse Social Sob o Ponto de Vista da Gestão dos Processos de Produção. Porto Alegre, 1999. 140 f. Dissertação (Mestrado em Engenharia Civil) - Escola de Engenharia, Universidade Federal do Rio Grande do Sul, Porto Alegre, 1999.). Esse indicador auxilia na verificação das características de simplificação e transparência dos processos (SAN MARTIN, 1999SAN MARTIN, A. P. Método de Avaliação de Tecnologias de Edificação para a Habitação de Interesse Social Sob o Ponto de Vista da Gestão dos Processos de Produção. Porto Alegre, 1999. 140 f. Dissertação (Mestrado em Engenharia Civil) - Escola de Engenharia, Universidade Federal do Rio Grande do Sul, Porto Alegre, 1999.) e é representado pela seguinte expressão matemática (Equação 1):
Sendo:
GIP = grau de interdependência dos processos;
NTD = número total de dependências no mapeamento do ciclo de fabricação; e
NTA = número total de operações no mapeamento do ciclo de fabricação.
O grau de padronização das operações é medido por meio da relação entre o número total das operações que são realizadas mais de uma vez e o número total de operações exigidas no ciclo de fabricação (SAN MARTIN, 1999SAN MARTIN, A. P. Método de Avaliação de Tecnologias de Edificação para a Habitação de Interesse Social Sob o Ponto de Vista da Gestão dos Processos de Produção. Porto Alegre, 1999. 140 f. Dissertação (Mestrado em Engenharia Civil) - Escola de Engenharia, Universidade Federal do Rio Grande do Sul, Porto Alegre, 1999.), sendo representado pela expressão matemática (Equação 2):
Sendo:
GPO = grau de padronização de operações;
NOR = número total de operações do ciclo de fabricação que se repetem; e
NTO = número total de operações do ciclo de fabricação.
Resultados
Estudo de caso: primeira fase (EF1)
A primeira fase do estudo (exploratória) foi realizada durante as etapas iniciais de desenvolvimento de uma habitação de interesse social no sistema LWF. O objetivo da análise foi quantificar o consumo e a utilização dos componentes dos painéis de vedação com base nas decisões tomadas pela equipe de projetos referentes à modulação. A análise desse levantamento permitiu identificar quantitativamente a incidência de perdas dos materiais para sugerir soluções para evitá-las.
O produto desenvolvido corresponde a uma HIS com área de 44,41 m2 e quatro opções de ampliação para customização, resultando em uma área total máxima de 83,64 m2 (Figura 2):
-
layout básico (dois quartos, sala, cozinha e sanitário);
-
adição de um quarto;
-
adição de um sanitário;
-
adição de cobertura na lavanderia; e
-
adição de garagem coberta.
O layout definido (Figura 2) atende a uma análise prévia de requisitos de clientes realizada por uma equipe de pesquisadores em estudos anteriores ao presente trabalho2 2 CONCEIÇÃO, P. A.; IMAI, C.; URBANO, M. R. Captura e Hierarquização de Requisitos do Cliente de Habitação de Interesse Social a Partir da Avaliação Pós-Ocupação e da Técnica de Preferência Declarada. Gestão & Tecnologia de Projetos, v. 10, p. 79, 2015. .
Os componentes dos painéis de vedação propostos atendem aos critérios estruturais do sistema LWF. Edificações nesse sistema construtivo geralmente apresentam até três pavimentos, com perfis de madeira (montantes) que compõem a estrutura espaçados em 30 cm, 40 cm ou 60 cm entre eixos (AWC, 2001AMERICAN WOOD COUNCIL. Details for Conventional Wood Frame Construction. Washington, 2001. Disponível em: <http://www.awc.org/pdf/wcd1-300.pdf>. Acesso em: 15 jun. 2014.
http://www.awc.org/pdf/wcd1-300.pdf...
, SANTIAGO; FREITAS; CRASTO, 2012). Para a HIS proposta, adotou-se espaçamento máximo de 60 cm entre eixos dos montantes, por tratar-se de edificação térrea. Segundo o AWC (AMERICAN..., 2001AMERICAN WOOD COUNCIL. Details for Conventional Wood Frame Construction. Washington, 2001. Disponível em: <http://www.awc.org/pdf/wcd1-300.pdf>. Acesso em: 15 jun. 2014.
http://www.awc.org/pdf/wcd1-300.pdf...
) e o CMHC (CANADIAN..., 2013CANADIAN WOOD-FRAME HOUSE CONSTRUCTION. Mortgage and Housing Corporation. Canadá, 2013. Disponível em: <https://www.cmhc-schl.gc.ca/odpub/pdf/61010.pdf>. Acesso em: 15 jul. 2017.
https://www.cmhc-schl.gc.ca/odpub/pdf/61...
), é aceitável o espaçamento de 60 cm para edificações térreas, utilizando perfis de madeira de 38 mm x 89 mm no quadro estrutural. Assim, não há diferenciação entre painéis estruturais e de vedação.
As placas OSB são fixadas nos montantes provendo rigidez aos painéis. Os painéis das fachadas são revestidos com placas cimentícias no lado externo e placas de gesso acartonado no lado interno (Figura 3). Os painéis do interior recebem gesso acartonado em ambas as faces. Essa composição corresponde à caracterização prevista na Diretriz Normativa nº 005 do SINAT, referente a sistemas construtivos tipo LWF (SINDICATO..., 2011SINDICATO DO COMÉRCIO ATACADISTA. Diretriz SINAT nº 005: revisão 02. Sistemas construtivos estruturados em peças de madeira maciça serrada, com fechamentos em chapas delgadas (Sistemas leves tipo "Light Wood Framing"). Diretrizes para Avaliação Técnica de Produtos. Brasília, 2011.) e aos padrões adotados pelas empresas construtoras brasileiras que utilizam essa tecnologia.
O projeto foi desenvolvido a partir da modulação dos painéis de acordo com as placas de vedação. As paredes apresentam dimensões múltiplas das placas aplicadas na orientação vertical (120 cm de largura por 300 cm de altura). Além disso, a tecnologia foi aplicada conforme as práticas construtivas homologadas no Brasil para o emprego do sistema LWF, especialmente no que se refere ao corte das placas nas aberturas.
A partir dessa diretriz, as dimensões dos ambientes ficaram restritas à modulação das placas. Foi considerada modulação de 60 cm para a composição dos espaços internos da edificação (Figura 4), respeitando as dimensões do lote (7,30 m x 20,55 m) e as exigências de recuos frontal (5 m) e lateral (1,5 m), assim como as áreas mínimas dos ambientes definidas pela legislação municipal.
Na composição dos painéis, é necessário prever um transpasse mínimo de 15 cm entre as placas de OSB e as placas cimentícias para proporcionar melhor travamento (LPBRASIL, 2011bLPBRASIL. Manual CES: construção energitérmica sustentável. Curitiba, 2011b. Disponivel em: <http://www.lpbrasil.com.br>. Acesso em: 15 mar. 2014.
http://www.lpbrasil.com.br...
; PLACLUX, 2017PLACLUX. Manual Técnico ProFort: sistema de placa cimentícia. Disponivel em: <http://placlux.com.br/arquivos-e-downloads/>. Acesso em: 15 mar. 2017.
http://placlux.com.br/arquivos-e-downloa...
). Isso cria um problema de modulação, uma vez que essa diferença do transpasse pode ser variável e é descontada ou adicionada das placas cimentícias para fechamento do painel. Tal diferença não segue, necessariamente, a modulação de 60 cm, o que resulta no recorte e perda de placas.
A modelagem virtual evidenciou outro problema significativo do sistema referente ao alto índice de perdas. Os recortes nas áreas com aberturas criam uma grande variedade de configurações de placas, diferindo em cada uma das aberturas da habitação. A partir do protótipo virtual foi possível quantificar placas inteiras e recortadas (variedade de placas) e o volume de perdas de material.
Com base nesses resultados, identificaram-se oportunidades de economia por meio de uma revisão na modulação e sobreposição das camadas de revestimento dos painéis. Para reduzir a variação nas dimensões das placas nos painéis com abertura, foi definida uma configuração padrão para a instalação das placas de OSB e de revestimento externo (cimentícias) e interno (gesso acartonado).
Como configuração padrão, as placas OSB com recorte em formato "C" passam a apresentar as mesmas dimensões para aplicação nas duas laterais das esquadrias. Assim, um único formato de placa OSB será utilizado em todas as aberturas com as mesmas dimensões (Figura 5). A aplicação das placas de revestimento também foi definida por uma configuração padrão, descrita no tópico avaliação de decições do projeto do produto.
Também foi possível identificar que a espessura dos painéis causa perdas de material. Isso se deve às ligações em "L" entre painéis, onde a espessura do painel (não submúltipla do módulo 60 cm) é somada à dimensão total da parede. Esse ajuste foi realizado a partir do aumento da seção transversal dos montantes (inicialmente com 3,8 cm x 8,9 cm) para 3,8 cm x 10 cm (Figura 6).
O acréscimo na seção transversal dos perfis aumentou o volume de madeira de 1,42 m3 para 1,70 m3. Isso representa perda, uma vez que excede a seção necessária. Assim, é preciso avaliar qual perda (de placas ou de madeira) é a menos maléfica.
Para o acabamento externo nas ligações em "L" entre os painéis, foi definida uma seção submúltipla de 15 cm x 300 cm da placa cimentícia, correspondente à espessura do painel acabado (15 cm). Uma vez que existem oito ligações desse tipo no projeto, uma placa cimentícia de 120 cm x 300 cm pode ser aproveitada integralmente, evitando perdas devido aos recortes.
A partir das alterações de projeto e da definição de uma configuração padrão para a instalação das placas de revestimento, foi realizado um novo levantamento quantitativo e análise do consumo e perdas de material. Os resultados obtidos (Tabela 2) indicam redução tanto no consumo quanto nas perdas de placas, decorrentes do maior aproveitamento dos componentes.
Com as alterações, houve uma redução na perda de placas cimentícias de 12% para 2%. No caso das placas de gesso, a redução foi de 18% para 8%. Apesar de ter sido adotada a mesma configuração para as placas de gesso acartonado, a redução do desperdício mostrou-se inferior ao obtido para as placas cimentícias, devido à maior incidência de aberturas (portas) nos painéis internos da edificação.
No caso das placas OSB, não houve redução das perdas e do consumo e a perda remanescente corresponde à necessidade de recorte nos painéis com aberturas. Contudo, foi identificada uma redução de quase 50% da quantidade de variações de formato dessas placas, com impacto favorável na fabricação.
O percentual de perda identificado não é baixo quando comparado às estimativas nos orçamentos para contemplar as perdas de materiais no sistema construtivo tradicional. Por se tratar de um sistema construtivo industrializado, com materiais de maior valor agregado, essas perdas impactam significativamente o custo para produção em massa. O estudo de caso subsequente visou complementar as soluções adotadas em relação às perdas de material a partir da aplicação dos conceitos de modularidade, de modo a beneficiar a simplificação do processo produtivo.
Estudo de caso - segunda fase (EF2)
Os resultados do primeiro estudo indicaram a necessidade de aplicar a padronização e racionalização tanto na formatação dos componentes do sistema, como na concepção dos painéis de vedação. Assim, o objetivo do segundo estudo foi propor diretrizes de projeto visando à utilização de menor variedade de painéis modulares, aumentando a modularidade do produto e simplificando o processo produtivo.
Os elementos modulares (painéis) foram obtidos a partir da combinação de componentes (perfis de madeira, placas OSB, de gesso acartonado e cimentícias) com dimensões múltiplas da modulação previamente definida no projeto (60 cm), conforme Figura 7. Nessa abordagem, os conceitos de arquitetura do produto se aplicam ao nível dos elementos, em que a modularidade é alcançada por meio da repetição de painéis modulares. Essa abordagem é justificada considerando que esses elementos serão produzidos em fábrica e montados no local da obra para composição das variantes do produto.
Os módulos definidos em projeto foram relacionados às combinações de variantes de produto das quais são parte e foi indicado o número de repetições dos módulos utilizados (Tabela 3). A partir da relação do número de usos com a quantidade de módulos, chegou-se ao índice de aproveitamento do módulo (MUI).
O MUI é 3,92 porque sete módulos (1, 2, 3, 4, 5, 6 e 7) são usados quatro vezes, e um módulo (8) é usado treze vezes. Observa-se que há uma grande quantidade de módulos diferentes que se repetem poucas vezes para compor as variantes do produto. Para alcançar um índice mais alto de aproveitamento, é necessário reduzir a quantidade de elementos modulares diferentes e possibilitar o aumento do número de usos de cada módulo nas variantes do produto.
Para aplicação da matriz de interações de módulo (Quadro 2), foram definidos os tipos de interfaces utilizadas nas interações entre os elementos modulares nos cantos da edificação e nas interseções das paredes. As ligações exigem arranjos especiais dos perfis de madeira para amarração das paredes externas e internas. As interfaces entre os módulos foram definidas como:
-
tipo A (ligação longitudinal entre dois módulos);
-
tipo B (ligação entre dois módulos de canto);
-
tipo C (ligação perpendicular entre dois módulos); e
-
tipo D (ligação perpendicular entre três módulos gerando uma união cruzada).
O módulo com maior número de usos (módulo 8) interage com quatro módulos diferentes (2, 3, 4 e 10). Para a realização dessas interações, foram identificados três tipos de interfaces diferentes (B, C e D). O módulo 3, que apresenta apenas três repetições, possui três tipos de interfaces, cada qual diferente para cada interação. Essas variações dos tipos de interfaces tornam o módulo mais complexo para fabricação.
Com base nos resultados, foram propostas alterações nos módulos com o objetivo de aumentar seu índice de aproveitamento, reduzindo a quantidade de módulos e aumentando sua repetição na composição das variantes de produto. Além disso, procurou-se reduzir as interações entre os módulos e simplificar a configuração dos módulos.
Na nova proposta dos módulos, procurou-se identificar aqueles com maior potencial de aproveitamento para substituição de módulos com número menor de repetições. Dessa forma, alguns módulos foram suprimidos ou sofreram alterações em sua configuração para que pudessem atender a um maior número de repetições.
Para tanto, foram avaliados módulos de comprimentos iguais ou aproximados, e com os mesmos tipos e dimensões de aberturas, propondo ajustes dimensionais no comprimento e na posição das esquadrias no eixo horizontal dos painéis, melhorando o aproveitamento (Figura 8).
As modificações não causaram impacto no programa de necessidades da habitação, uma vez que não foram alterados os usos dos ambientes. Contudo, houve o aumento de área do sanitário referente à opção de customização (c), devido à substituição do painel de vedação (módulo 11) por um painel maior (módulo 8). A matriz de combinação de módulo foi novamente aplicada (Tabela 4).
Obteve-se MUI de 5,88 porque a maioria dos módulos é utilizada pelo menos quatro vezes, e um módulo (8) é usado dezoito vezes. O valor alcançado para o indicador é 50% maior do que o MUI da proposta anterior. Quatro variações de módulos foram suprimidas e substituídas por outros módulos existentes.
Propôs-se a criação de uma interface padrão para a ligação entre os painéis, com o objetivo de reduzir as variações existentes e simplificar a configuração dos módulos. Essa interface padrão corresponde à utilização de uma cantoneira metálica3 3 O gesso deve ser desgastado ou cortado de modo a permitir a fixação da cantoneira diretamente na madeira, evitando o risco de esmagamento do gesso. como elemento de fixação, para permitir a realização de três tipos de interações diferentes a partir do mesmo tipo de interface (Figura 9). Em sequência, foi aplicada novamente a matriz de interações de módulo (Quadro 3). As modificações propostas resultaram em uma redução na variação de interfaces por módulo e por interação. A maior quantidade de interações ocorre com o módulo 5, que interage com os módulos 1, 2, 4, 8 e 9. O módulo 3 interage com apenas o módulo 8, bem como o módulo 9, que interage apenas com o módulo 5. Os demais módulos interagem com pelo menos dois outros módulos diferentes.
A quantidade de interações reduziu-se em relação ao projeto inicial devido à supressão de quatro tipos de módulos. Isso mostra que, reduzindo as variações dos componentes e elementos foi possível simplificar tanto os tipos de módulos como os tipos de interfaces dos painéis de vedação.
Nessa etapa, foi considerado como elemento modular o painel composto pelo quadro estrutural (perfis de madeira) e o fechamento com placa OSB. Não foram consideradas as instalações elétricas e hidráulicas embutidas, nem as placas de revestimento interno (gesso acartonado) e externo (cimentícia). Essas características consistem em variantes que podem impossibilitar a repetição dos módulos existentes e o aproveitamento de módulos com dimensões iguais ou aproximadas e, consequentemente, impactar na economia de escopo na produção do produto. Nesse sentido, posteriormente à definição e análise da modularidade dos painéis, foi criado um protocolo para auxiliar a visualização dos módulos criados durante o projeto.
O protocolo consistiu em uma planilha para o registro, identificação e caracterização de cada um dos módulos de painéis da habitação, possibilitando a identificação das diferenças entre os módulos e as características que pudessem influenciar no seu potencial de aproveitamento. Assim, é possível definir famílias de módulos baseadas em semelhanças referentes às dimensões totais e à presença de aberturas em cada módulo.
A análise referente à modularidade direcionou o projeto do produto ao uso mais eficiente dos módulos. Os resultados encontrados nessa etapa da pesquisa permitiram refinar a configuração dos módulos para a composição do produto, de modo a alcançar uma maior economia de escopo e potencializar a simplificação do processo produtivo pela padronização dos elementos modulares (painéis).
Avaliação das decisões de projeto do produto
Após a segunda fase da pesquisa, foi realizada a avaliação das diretrizes propostas a partir de visita à fábrica da empresa parceira e das entrevistas com os gestores de engenharia de produto, de engenharia de operações e de projetos de produção. Na observação direta realizada na fábrica, foi utilizado o mapofluxograma para registro do processo de fabricação dos painéis e auxiliar na identificação de perdas (Figura 10). Não foi possível realizar o levantamento fotográfico do processo produtivo dos painéis devido às restrições da empresa.
Conforme o gerente de operações, a fabricação dos painéis segue a sequência de montagem em obra para melhor utilização dos guindastes e logística. Contudo, uma mesma edificação pode apresentar sequências diferentes de montagem dependendo do local, devido a condicionantes do terreno e equipamentos para transporte. O caminhão munk descarrega os painéis na ordem que serão montados na obra. O próprio guindaste que retira o painel do caminhão irá posicioná-lo no ponto definida na laje de piso.
A avaliação das diretrizes propostas pela observação direta realizada na fábrica e análise do mapofluxograma do processo de fabricação dos painéis mostrou que os pontos críticos na fabricação dos painéis correspondem às operações de transporte, corte e fixação das placas cimentícias nos painéis, ainda realizadas manualmente. Isso se deve ao elevado peso desses componentes e à dificuldade de corte. Portanto, a existência de grande variedade de formatos desses componentes se mostrou um aspecto relevante.
As medidas de eficiência e controle de perdas adotadas pela empresa são voltadas para a produção dos elementos construtivos e da própria edificação. Portanto, os esforços para redução de perdas são focados no processo de fabricação dos painéis e na logística de transporte e montagem no local da obra.
Observou-se também a estratégia adotada para redução do tempo de fabricação dos painéis. Esta compreende a fabricação de um painel múltiplo, em que várias paredes são produzidas unidas e separadas em uma etapa posterior do processo. Essa estratégia reduz a necessidades de ajustes na linha de fabricação, uma vez que elimina as variedades de marcações para o posicionamento de painéis de diferentes tamanhos nas máquinas. Isso possibilita também diminuir o tempo de fabricação, pela redução da quantidade de operações de transporte e espera do painel. Assim, no caso de obras repetitivas, é vantajoso que não ocorram muitas alterações na linha de fabricação para adequação de produtos personalizados, nem a aquisição de materiais diferentes, como seções transversais variadas de montantes.
Com base nas informações levantadas e no mapeamento do processo, foram analisados os pontos críticos da fabricação, por meio dos indicadores do grau de interdependência dos processos (GIP) e do grau de padronização das operações (GPO). A avaliação da padronização das operações e dos elementos consistiu na simulação do fluxo produtivo de corte e fixação das placas cimentícias, a partir dos painéis propostos no estudo de caso.
Na proposta inicial, não foi definido um padrão para a aplicação das placas cimentícias nos painéis. A paginação foi definida seguindo as recomendações de espaçamento de 15 cm em relação ao encontro de placas OSB e o recorte em formato "C" nas regiões com aberturas nos painéis. A partir da simulação da aplicação das placas nos painéis foi identificada uma grande variação de recortes, resultando na criação de sete diferentes formatos de placas para revestimento de um único painel (Figura 11).
A variação de formatos apresentada demanda grande quantidade de operações de medição e corte das placas. A dificuldade na execução dos cortes é aumentada devido à grande quantidade de informações necessárias para a marcação das dimensões desses recortes. Além disso, quando há grande variedade de placas ocorre maior complexidade na manutenção dos estoques e na identificação para posterior fixação no painel correspondente. O fluxo desse subprocesso é representado na Figura 12.
Fluxo do subprocesso de fabricação da proposta inicial de revestimento em placas cimentícias
São necessárias 63 operações para o revestimento de um painel em placa cimentícia, que correspondem a 9 operações diferentes no processo. As operações que se repetem são referentes ao transporte (B, E, H), pré-furos (J) e parafusamento (K) das placas, resultando em 35 operações. As demais operações são personalizadas, uma vez que cada placa exige marcações, recortes e identificações diferentes. Dessa forma, é alcançado um índice de aproximadamente 0,55 para o GPO.
No mapeamento, foram registradas 28 dependências, referentes aos pré-requisitos para realização de determinadas operações. Como exemplos, o corte das placas depende de uma marcação prévia e seu parafusamento no quadro depende da conclusão dos pré-furos. A relação entre as dependências identificadas e o total de operações gera um GIP de 0,56.
As mesmas análises foram realizadas para a paginação das placas cimentícias da proposta final, na qual foi definida uma configuração padrão para as placas aplicadas nas regiões com aberturas nos painéis (Figura 13).
Nesse caso, a altura do peitoril da janela foi alterada para 100 cm e a altura das janelas foi fixada em 150 cm, restando 50 cm de altura na área superior abertura. Assim, para revestimento dos painéis, são utilizadas integralmente seis placas cimentícias. Para aplicação nas áreas com aberturas para janelas de 120 cm de largura, é utilizada meia placa para o fechamento do peitoril e da área superior de cada abertura (P4 + P3). Nas aberturas para janelas de 60 cm de largura, é utilizado um quarto de placa para o mesmo fim (P5 + P6). Na abertura para portas de 120 cm, é utilizada uma seção que corresponde a um sexto de placa (P4).
A padronização proposta reduziu a quantidade de marcações e cortes necessários nas placas para aplicação nos painéis. Isso ocorre porque são utilizadas seções de uma mesma placa, em que uma seção resulta do corte de outra, evitando placas em formato de C. Além disso, por serem seções menores, o peso do material a ser manipulado é reduzido, possibilitando o transporte de mais de uma placa por vez, o que diminui as operações. O fluxo desse subprocesso é representado na Figura 14.
Fluxo do subprocesso de fabricação da proposta final de revestimento em placas cimentícias
Nesta proposta, ocorrem 55 operações para o revestimento de um painel em placa cimentícia, que correspondem a nove operações diferentes o processo. Foram identificadas 46 operações repetidas em todo o processo. Dessa forma, foi alcançado um GPO de 0,83, ou seja, as operações padronizadas correspondem a 83% do total de operações do processo de corte e fixação das placas cimentícias.
A quantidade total de dependências no mapeamento corresponde a 25 ocorrências, referentes aos pré-requisitos para realização de determinadas operações. Assim, com base na relação entre as dependências identificadas e o total de operações realizadas, é alcançado um GIP de 0,55.
Dessa forma, pode-se observar que a aplicação dos indicadores para análise dos pontos críticos da fabricação permitiu quantificar o grau de simplificação alcançado e a padronização das operações do processo após a proposta de padronização dos componentes construtivos a partir dos princípios da arquitetura e modularidade do produto.
Diretrizes de projeto
O trabalho tem como resultado principal a definição de diretrizes de projeto para reduzir perdas na produção de painéis pré-fabricados em sistemas industrializados LWF, a partir dos princípios da arquitetura e modularidade do produto.
As diretrizes de projeto propostas encontram-se divididas em duas categorias conforme o processo de desenvolvimento do produto. A primeira corresponde às diretrizes voltadas para aplicação da modulação no desenvolvimento dos elementos modulares e a segunda corresponde à padronização dos componentes modulares de sistemas LWF.
Diretrizes de projeto para a modulação dos painéis e simplificação do produto
Com base nos resultados obtidos nos estudos e na etapa de avaliação, foram propostas diretrizes para a definição dos espaços internos e dos elementos modulares para pré-fabricação em massa em sistemas LWF. A modulação dos painéis considerou ainda os princípios da customização em massa. Dentre as orientações que favorecem a redução de perdas encontram-se:
-
definir as opções de customização nas etapas iniciais do desenvolvimento do produto, considerando a modulação do produto e a definição dos módulos de painéis;
-
definir as dimensões dos elementos modulares (painéis) a partir de uma modulação compatível com as dimensões dos componentes do sistema construtivo e às restrições quanto às áreas internas, priorizando o aproveitamento de componentes inteiros, evitando recortes. A adoção de uma modulação múltipla ou submúltipla das dimensões dos componentes para a composição dos elementos modulares reduz a necessidade de recortes e perdas e aumenta o aproveitamento de material para a composição de outros módulos;
-
delimitar os elementos modulares nas máximas dimensões possíveis, abrangendo maiores áreas do produto, minimizando a quantidade de processos e transportes na fabricação e na montagem dos painéis no local da obra. As dimensões definidas devem ser compatíveis com a capacidade dos equipamentos utilizados no processo produtivo, considerando as limitações de transporte dos painéis;
-
reduzir a variedade de tamanhos dos elementos modulares que compõem o produto, minimizando impactos na linha de fabricação, pois cada tamanho diferente de painel exige novas marcações para o seu posicionamento nas máquinas;
-
aplicar indicadores durante as etapas iniciais de desenvolvimento do produto, de modo a avaliar o potencial de repetição dos elementos modulares, identificando aqueles com características iguais ou similares (dimensões, composição do quadro estrutural, posicionamento das aberturas, presença de instalações e tipos de revestimentos);
-
definir uma interface padrão para a ligação entre painéis, reduzindo as variações existentes e simplificando a configuração dos painéis. Considerar que uma interface padrão deve possibilitar interações entre um número maior de painéis; e
-
suprimir pontos elétricos em painéis com pouca demanda e realocando-os em outros painéis de maior ocorrência, respeitando limitações de layout do projeto. A variação de painéis que contenham instalações hidráulicas também deve ser restrita, priorizando um menor número de painéis que comporte todas as instalações hidráulicas previstas para a habitação.
Diretrizes de projeto para padronização dos componentes dos painéis em sistemas de construção a seco
O projeto deve buscar a padronização nos formatos dos componentes e do processo produtivo. As diretrizes propostas focam a padronização dos componentes dos painéis e são específicas para a aplicação em projetos de edificações pré-fabricadas em sistemas de construção a seco para produção em massa, visando à redução de perdas:
-
instalar verticalmente as placas nos quadros estruturais, para o melhor aproveitamento desses componentes. As placas devem ser instaladas, preferencialmente, em suas dimensões máximas de largura (120 cm) e, quando necessário, cortadas em variações de 30 cm, 60 cm e 90 cm. Nesse caso, devem ser identificadas as possibilidades de aproveitamento dos recortes na composição de outros painéis, garantindo sua utilização integral. Considerar que quanto maior a variedade de formatos das placas, maior a complexidade dos elementos modulares e maior a quantidade de operações necessárias para sua fabricação;
-
adotar um valor submúltiplo da modulação aplicada no desenvolvimento do produto para definição da espessura dos painéis. Verificar a relação dos custos unitários dos materiais, de modo a definir se é mais favorável utilizar placas de maior espessura ou aumentar a seção transversal dos montantes;
-
prever que o espaçamento entre os eixos dos montantes seja menor no início do painel, uma vez que a primeira placa é fixada na dimensão inteira do montante;
-
posicionar as aberturas nos painéis de modo a aproveitar os montantes estruturais existentes, evitando a adição de mais montantes para a composição da estrutura das aberturas;
-
padronizar o formato dos recortes das placas OSB para aplicação nas regiões das aberturas dos painéis, de modo que o mesmo formato do recorte em "C" seja aplicado em espelho em ambas as laterais da abertura e faces do painel;
-
iniciar a paginação dos componentes de vedação pelas placas OSB, seguido pelas placas cimentícias e de gesso acartonado, a partir das áreas com aberturas. Prever junta aparente nas placas cimentícias instaladas lateralmente às esquadrias, evitando cortes em formato de C; e
-
aplicar indicadores durante as etapas iniciais de desenvolvimento do produto, de modo a orientar as decisões de projeto quanto à redução de perdas e da variedade de componentes.
Conclusão
Este trabalho propôs estabelecer diretrizes de projeto que possibilitem a redução de perdas na produção de painéis pré-fabricados em sistemas construtivos a seco que contemplem os princípios da customização em massa para construção de habitações de interesse social customizadas, a partir dos princípios da arquitetura e modularidade do produto.
Os resultados apontaram que diretrizes de projeto para padronização dos componentes dos painéis podem levar à redução de perdas (menores desperdícios e manuseio das peças para corte), que se mostraram elevadas em sistemas construtivos industrializados com painéis pré-fabricados de alto valor agregado.
A redução obtida na variedade de painéis, buscando atender às possibilidades de customização, visava à flexibilidade na diferenciação do produto sem causar impactos negativos na produção. Porém, no que se refere às diretrizes de projeto propostas para modulação dos painéis, constatou-se que, embora tenham conduzido a melhores indicadores voltados a avaliar a modularidade do produto e a simplificação do processo de fabricação, havia divergências frente às práticas adotadas na fábrica.
Tais práticas, adotadas em termos de ordem de fabricação e união de painéis a serem fabricados de uma só vez (módulo de fabricação), eram regidas pela sequência de montagem dos painéis no canteiro e redução de ajustes das máquinas da fábrica. Os módulos de transporte, por sua vez, eram definidos em função da capacidade do equipamento de transporte e da sequência de montagem no canteiro.
Essas constatações levaram a uma reflexão fundamentada no conceito de módulo proposto por Gosling et al. (2016)GOSLING, J. et al. Defining and Categorizing Modules in Building Projects: an international perspective. Journal of Construction Engineering and Management, p. 1-11, 2016., abrangendo os ciclos de vida do produto. Os critérios para o estabelecimento de módulos ao longo dos ciclos de vida do produto podem variar de acordo os benefícios percebidos pelos diferentes agentes envolvidos. Ao manter a fabricação sequencial de painéis individuais iguais, seria necessário avaliar os impactos negativos associados à frequência de ajustes nas máquinas, à demanda por espaço para estocagem e de tempo para formação de módulos para transporte e montagem no canteiro.
Embora a pesquisa não tenha abrangido a definição de módulos ao longo dos ciclos de vida do produto para as etapas seguintes à de fabricação dos elementos (painéis), os resultados apontaram a importância de estabelecer um conjunto de indicadores para avaliar as decisões relativas à formação de módulos em cada etapa. Tais indicadores devem ampliar os benefícios de uma abordagem sistêmica do conceito de modularidade na medida em que subsidiam tomadas de decisões que envolvem trade offs decorrentes de divergências no estabelecimento de módulos ao longo das diferentes etapas do ciclo.
-
1
A customização em massa consiste em alcançar uma variedade de produtos obtida a partir da combinação de componentes padronizados produzidos em grande volume (PINE, 1993PINE, B. J. I. Mass Customizing Products and Services. Strategy Leadersh, p. 6-55, 1993.).
-
2
CONCEIÇÃO, P. A.; IMAI, C.; URBANO, M. R. Captura e Hierarquização de Requisitos do Cliente de Habitação de Interesse Social a Partir da Avaliação Pós-Ocupação e da Técnica de Preferência Declarada. Gestão & Tecnologia de Projetos, v. 10, p. 79, 2015.
-
3
O gesso deve ser desgastado ou cortado de modo a permitir a fixação da cantoneira diretamente na madeira, evitando o risco de esmagamento do gesso.
Referências
- AMERICAN WOOD COUNCIL. Details for Conventional Wood Frame Construction Washington, 2001. Disponível em: <http://www.awc.org/pdf/wcd1-300.pdf>. Acesso em: 15 jun. 2014.
» http://www.awc.org/pdf/wcd1-300.pdf - ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15575-1: edifícios habitacionais: desempenho: parte 1: requisitos gerais. Rio de Janeiro, 2013.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 15873: coordenação modular para edificações. Rio de Janeiro, 2010.
- BRANDÃO, D. Q. Disposições Técnicas e Diretrizes Para Projeto de Habitações Sociais Evolutivas. Ambiente Construído, Porto Alegre, v. 11, n. 2, p. 73-96, abr./jun. 2011.
- CAMPOS, P. F. Light Steel Frame: uso em construções habitacionais empregando a modelagem virtual como processo de projeto e planejamento. São Paulo, 2014. 196 f. Dissertação (Mestrado em Arquitetura e Urbanismo) - Faculdade de Arquitetura e Urbanismo, Universidade de São Paulo, São Paulo, 2014.
- CANADIAN WOOD-FRAME HOUSE CONSTRUCTION. Mortgage and Housing Corporation Canadá, 2013. Disponível em: <https://www.cmhc-schl.gc.ca/odpub/pdf/61010.pdf>. Acesso em: 15 jul. 2017.
» https://www.cmhc-schl.gc.ca/odpub/pdf/61010.pdf - DUARTE, R. B. Elementos de Avaliação da Industrialização na Construção por Sistemas no Rio Grande do Sul Porto Alegre, 1982. 165 f. Dissertação (Mestrado em Engenharia Civil) - Escola de Engenharia, Universidade Federal do Rio Grande do Sul, Porto Alegre, 1982.
- FEITZINGER, E.; LEE, H. L. Mass Customisation at Hewlett-Packard: the power of postponement. Harvard Business Review, p. 116-123, 1997.
- FIXSON, S. K. Product Architecture Assessment: A tool to link product, process, and supply chain. Journal of Operations Management, p. 345-369, 2005.
- GIRMSCHEID, G. New Perspective in Industrialization in Construction: a-state-of-the-art-report context of industrialization: introduction. In: GIRMSCHEID, G.; SCHEUBLIN, F. (Eds.). Institut für Blaupanung and Baubetrieb Zurich: Eigevenverlag des IBB an der ETH Zürich, 2010.
- GOSLING, J. et al Defining and Categorizing Modules in Building Projects: an international perspective. Journal of Construction Engineering and Management, p. 1-11, 2016.
- GREVEN, H. A.; BALDAUF, A. S. F. Introdução à Coordenação Modular da Construção no Brasil: uma abordagem atualizada. Porto Alegre, 2007. Coleção Habitare/FINEP.
- KOSKELA, L. An Exploration Towards a Production Theory and Its Application to Construction Espoo, 2000. 298 f. Tese (Doctor of Philosophy) - VTTTechnical Research Centre of Finland, Helsinki University of Technology, Espoo, 2000.
- LENNARTSSON, M.; BJÖRNFOT, A. Step-By-Step Modularity: a roadmap for building service development. Lean Construction Journal, p. 17-29, 2010.
- LPBRASIL. Catálogo Técnico OSB: placas estruturais para construção CES. LP Building Products, Curitiba, 2011a.
- LPBRASIL. Manual CES: construção energitérmica sustentável. Curitiba, 2011b. Disponivel em: <http://www.lpbrasil.com.br>. Acesso em: 15 mar. 2014.
» http://www.lpbrasil.com.br - LUKKA, K. The Constructive Research Approach. In: OJALA, L.; HILMOLA, O.-P. (Eds.). Case Study Research in Logistics Turku, 2003. Turku School of Economics and Business Administration. Series B 1.
- MARINHO, J. P.; BARROS NETO, J. D. P. Propostas de Melhorias no Desenvolvimento de Empreendimentos Habitacionais a Partir da Aplicação do Conceito de Arquitetura do Produto. Ambiente Construído, Porto Alegre, v. 15, n. 4, p. 105-129, out./dez. 2015.
- MASCARÓ, J. L. O Custo das Decisões Arquitetônicas Porto Alegre: Masquatro, 2004.
- MEDVEDOVSKI, N. S. Diretrizes Especiais Para Regularização Urbanística, Técnica e Fundiária de Conjuntos Habitacionais Populares. In: ABIKO, A. K.; ORNSTEIN, S. W. (Eds.). Inserção Urbana e Avaliação Pós-Ocupação (APO) da Habitação de Interesse Social São Paulo: FAUUSP, 2002.
- NOGUEIRA, C. F. B. Diretrizes de Projeto Para a Redução de Perdas na Produção em Massa de Painéis de Vedação Pré-Fabricados em Sistemas de Construção a Seco Londrina, 2016. 140f. Dissertação (Mestrado em Sistemas Construtivos e Desempenho de Edificações) - Programa de Pós-Graduação em Engenharia de Edificações e Saneamento, Universidade Estadual de Londrina, Londrina, 2016.
- PINE, B. J. I. Mass Customizing Products and Services. Strategy Leadersh, p. 6-55, 1993.
- PLACLUX. Manual Técnico ProFort: sistema de placa cimentícia. Disponivel em: <http://placlux.com.br/arquivos-e-downloads/>. Acesso em: 15 mar. 2017.
» http://placlux.com.br/arquivos-e-downloads/ - ROCHA, C. G. D.; FORMOSO, C. T.; TZORTZOPOULOS, P. Adopting Product Modularity in House Building to Support Mass Customisation. Sustainability, p. 4919-4937, 2015.
- ROLNIK, R. et al Como Produzir Moradia Bem Localizada Com os Recursos do Programa Minha Casa Minha Vida? Implementando os instrumentos do Estatuto da Cidade. Brasília: Ministério das Cidades, 2010.
- SAN MARTIN, A. P. Método de Avaliação de Tecnologias de Edificação para a Habitação de Interesse Social Sob o Ponto de Vista da Gestão dos Processos de Produção Porto Alegre, 1999. 140 f. Dissertação (Mestrado em Engenharia Civil) - Escola de Engenharia, Universidade Federal do Rio Grande do Sul, Porto Alegre, 1999.
- SANCHEZ, R.; MAHONEY, J. T. Modularity, Flexibility, and Knowledge Management in Product and Organization Design. Strategic Management Journal, v. 17, p. 63-76, 1996.
- SANTOS, A. Application of Flow Principles in the Production Management of Construction Sites Salford, 1999. 463 f. Thesis (PhD) - School of Construction and Property Management, The University of Salford, Salford, 1999.
- SINDICATO DO COMÉRCIO ATACADISTA. Diretriz SINAT nº 005: revisão 02. Sistemas construtivos estruturados em peças de madeira maciça serrada, com fechamentos em chapas delgadas (Sistemas leves tipo "Light Wood Framing"). Diretrizes para Avaliação Técnica de Produtos. Brasília, 2011.
- SMITH, R. E. Prefab Architecture: a guide to modular design and construction. Wiley, 2010.
- ULRICH, K. The Role of Product Architecture in the Manufacturing Firm. Research Policy, p. 419-440, 1995.
- VEENSTRA, V. S.; HALMAN, J. I. M.; VOORDIJK, J. T. A Methodology For Developing Product Platforms in the Specific Setting of the Housebuilding Industry. Research in Engineering Design, p. 157-173, 2006.
Datas de Publicação
-
Publicação nesta coleção
Jan-Mar 2018
Histórico
-
Recebido
20 Maio 2017 -
Aceito
20 Set 2017

 Fonte:
Fonte: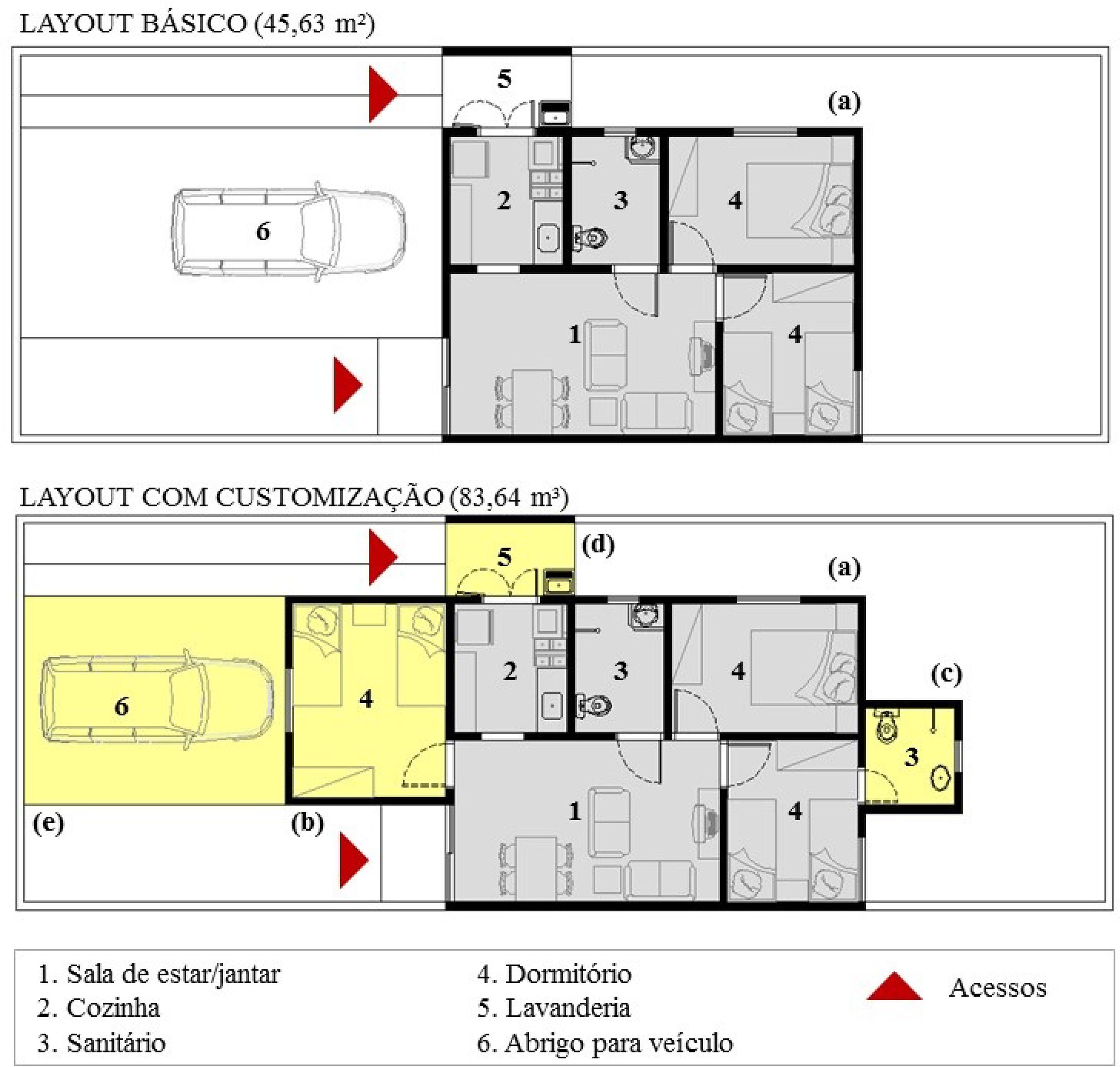 Fonte:
Fonte: Fonte:
Fonte: Fonte:
Fonte: Fonte:
Fonte: Fonte:
Fonte: Fonte:
Fonte: Fonte:
Fonte: Fonte:
Fonte: Fonte:
Fonte: Fonte:
Fonte: Fonte:
Fonte: Fonte:
Fonte: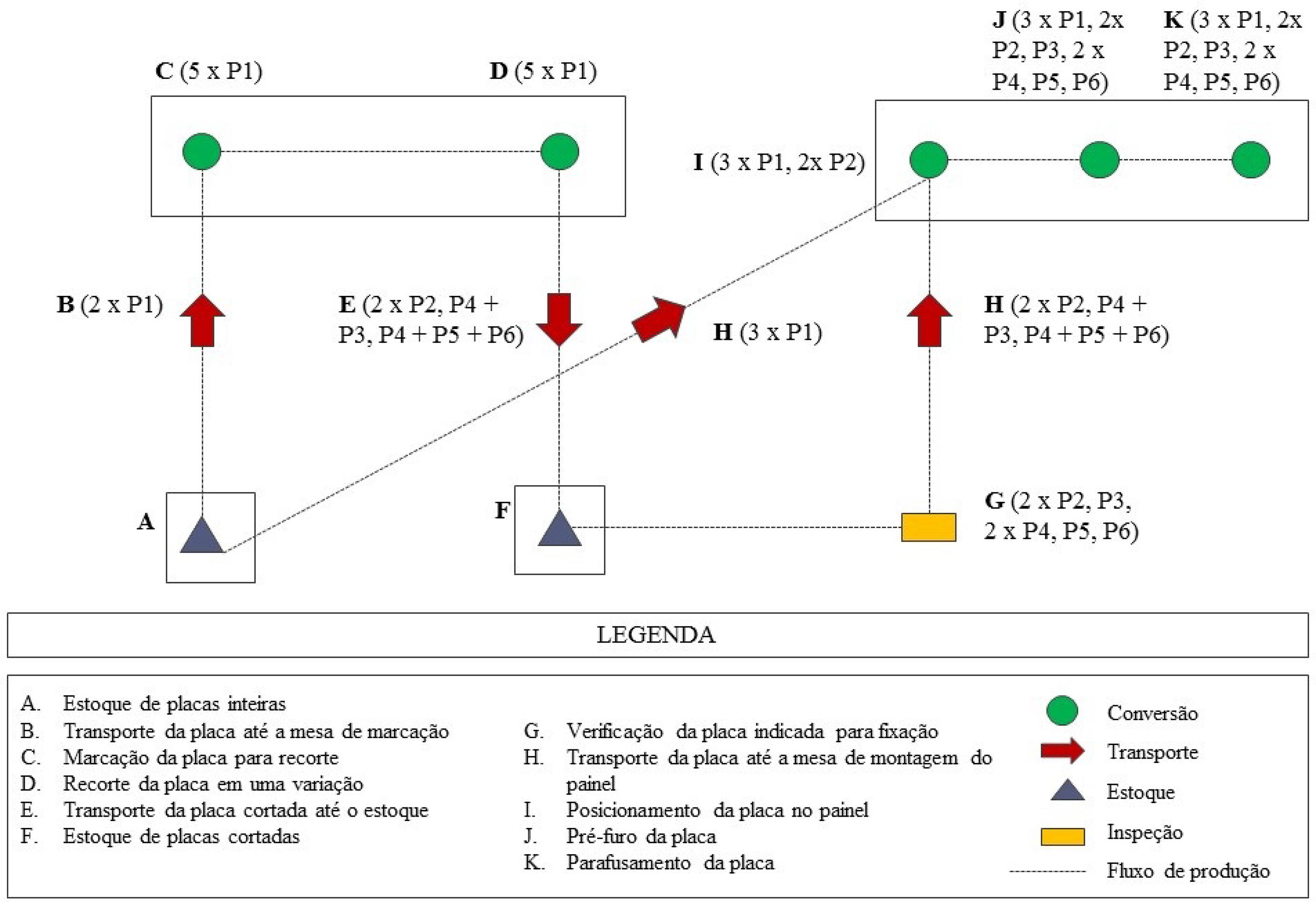 Fonte:
Fonte: