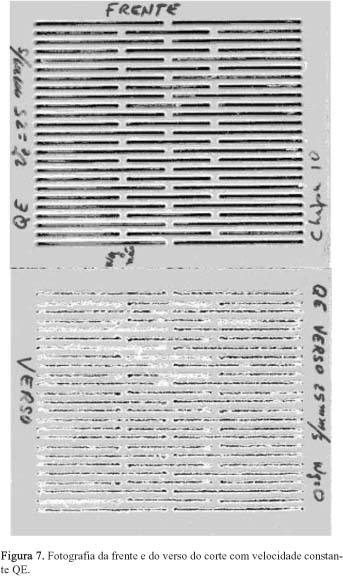
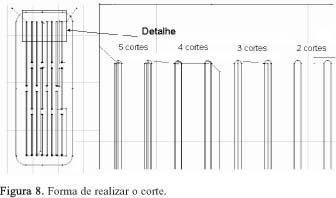
Advanced technology of waterjet cut can be used in polypropylene tableware. The modern systems comprise a high-pressure pump, XY table and computer as controller. The cutting process may lead to kerfs with specific characteristics. The kerf width is larger in the entrance than in the jet exit. In cutting polypropylene, burrs in the base of the plate can appear as small staple fibers. Experience acquired in the confection of sieves showed that the number of punctures is decisive in the cost of the part. Preliminary assays simulated cut alternatives with and without abrasive. The opening of 900 punctures in an area of 967 cm² consumes 126 minutes for cutting without abrasive, in contrast to 201 minutes in the most costly case. New drawings were then considered with the meshes being decreased, but preserving the emptying index. Thus, 145, 218 or 362 punctures are possible. The cutting at a constant speed and using abrasive was the most efficient. On the other hand, the manner in which the puncture is opened influences the quality of the sieve. The selection of the optimal alternative, the problems appearing during the study and the solutions adopted are described in the paper.
Waterjet cut; Abrasive Waterjet AWJ & Plain waterjet; Polypropylene tableware cut; Cut optimization