
Abstract
The microstructures of steels are altered when exposed to high working temperatures for long periods, which results in varied physical and chemical proprieties. This study evaluates the erosive wear behavior of ASTM A106 steel after it is exposed to high temperatures for long durations. Samples of normalized ASTM A106GrB steel were placed in a muffle furnace at 530 and 630 °C for 50, 100, and 200 h. The erosive wear test was conducted at a speed of 20 m/s for 30 min at 450 °C with an incidence angle of 30°. Irregular alumina was used as the erodent material. The surface characterization was performed using scanning electron microscopy to determine the distribution homogeneity, morphological conditions, quantity, and spheroidization degree of the carbides. The erosive wear test results indicated that there was no volume loss after 50 h of heat treatment at 530 °C. The maximum spheroidization degree was 0.71 after 200 h at 630 °C, which decreased the hardness from 220 to 140 HV. Additionally, the volume loss reached 2.52 cm3. Therefore, the use of the ASTM A106GrB steel at working temperatures higher than 530 °C for more than 50 h decreased the mechanical behavior and the wear resistance, thereby decreasing the lifetime of the system.
Keywords:
erosive wear; ASTM A106GrB steel; boiler pipes
1. Introduction
Erosive wear, which is one of the main causes of material degradation, is caused by the contact of erodent particles on the surface of the material (Shi et al., 2018SHI, J.; CHEN, H.; JIA, S.; WANG, W. Rapid and low-cost fabrication of thermoelectric composite using low-pressure cold pressing and thermocuring methods. Materials Letters, v. 212, p. 299-302, Feb. 2018.). Zaragoza-Granados et al. (2019)ZARAGOZA-GRANADOS, J.; GALLARDO-HERNÁNDEZ, E. A.; VITE-TORRES, M.; SEDANO-DE LA ROSA, C. Erosion behaviour of AISI 310 stainless steel at 450 °C under turbulent swirling impinging jets. Wear, v. 426-427, Part A, p. 637-642, Apr. 2019. reported that components of turbines, walls of gas turbines, and pipes are affected by erosive wear. Several authors have mentioned that erosive wear is dependent on the operational conditions, erodent particles, and material factors (Huang, 2017; Desale et al., 2008DESALE, G.; GANDHI, B. K.; JAIN, S. C. Slurry erosion of ductile materials under normal impact condition. Wear, v. 264, N. 3-4, p. 322-330, Feb. 2008.; Huang et al., 2010CUNKUI HUANG, C.; MINEV, P.; LUO, J.; NANDAKUMAR, K. A phenomenological model for erosion of material in a horizontal slurrypipeline flow. Wear, v. 269, p. 190-196, Jun. 2010.; Parsi et al., 2017PARSI, M.; KARA, M.; AGRAWAL, M.; KESANA, N.; JATALE, A.; SHARMA, P.; KSHIRAZI, S. CFD simulation of sandparticle erosion under multiphase flow conditions. Wear, N. 376-377, p. 1176-1184, 2017.; Ukpai et al., 2013UKPAI, J. I.; BARKER, R.; HU, X.; NEVILLE, A. Determination of particle impacts and impact energy in the erosion of X65 carbon steel using acoustic emission technique. Tribology International, n. 65, p. 161-170, 2013.; and Jafari et al., 2018JAFARI, A.; DEHGHANI, K.; BAHAADDINIA, K.; HATAIE, R. A. Experimental comparison of abrasive and erosive wear characteristics of four wear-resistant steels. Wear, v. 416-417, p. 14-26, 2018.). Therefore, the properties of the materials that are used in pipes influence the erosive wear. Okonkwo et al. (2016OKONKWO, P. C.; SHAKOOR, R. A.; AHMED, E.; MOHAMED, A. M. A. Erosive wear performance of API X42 pipeline steel. Engineering Failure Analysis, v. 60, p. 86-95, Feb. 2016.) demonstrated that the microstructure of steel is elemental in the growth of cracks, which were observed on eroded steel surfaces.
ASTM A106 is a medium carbon steel that has been extensively used in boiler pipes in thermoelectric plants at working temperatures of approximately 530 °C. However, Manssor and Ejaz (2009MANSSOR, M.; EJAZ, N. Prediction of in-service microstructural degradation of A106 steel using eddy current technique. Materials Characterization, v. 60, n. 12, p. 1591-1596, Dec. 2009.) indicated that in some extreme cases, the working temperature reached 710 ºC. Additionally, erodent particles that are transported in pipes consist of silicon oxide and iron oxide, which contributes to erosive wear and premature pipe failure (Manssor, 2009). Steels can also be damaged by corrosion caused by exposure to carbon dioxide (CO2) (Trausmuth et al., 2015TRAUSMUTH, A.; RODRIGUEZ RIPOLI, M.; ZEHETHOFER, G.; VOGL, T.; BADISCH, E. Impact of corrosion on sliding wear properties of low-alloyed carbon steel. Wear, v. 328-329, p. 338-347, Apr. 2015.). Therefore, heat exchange failure, which is caused by solid particles, is a challenge in the oil and gas industry. However, techniques that can be used to predict this failure are still developing. According to Gao (2017GAO, W.; LI, Y.; KONG, L. Numerical investigation of erosion of tube sheet and tubes of a shell and tube heat exchanger. Computers & Chemical Engineering, v., 96, 4 January 2017.), the exposure of steel to high temperatures for long durations increases the degradation owing to microstructural changes. Several studies have reported the wear rate of steel microstructures (Shi et al., 2018SHI, J.; CHEN, H.; JIA, S.; WANG, W. Rapid and low-cost fabrication of thermoelectric composite using low-pressure cold pressing and thermocuring methods. Materials Letters, v. 212, p. 299-302, Feb. 2018.; Zhang et al., 2016ZHANG, J.; KANG, J.; FAN, J.; GAO, J. Study on erosion wear of fracturing pipeline under the action of multiphase flow in oil & gas industry. Journal of Natural Gas Science and Engineering, v. 32, p. 334-346, May 2016.; and Stack, 2011STACK, M. M.; ABDULRAHMAN, G. H. Mapping erosion-corrosion of carbono steel in oil-water solutions: effects of velocity and applied potential. Wear, v. 274-275, p. 401-413, Jan. 2011.). However, a thorough search of the relevant literature yielded no study that shows the correlation between spheroidization and erosive wear in ASTM A106 steel.
Spheroidization occurs in steels that are exposed to high temperatures for long isothermal durations (Amos et al., 2018KUBENDRAN AMOS, P. G.; BHATTACHARYA, A.; NESTLER, B.; ANKIT, K. Mechanisms of pearlite spheroidization: Insights from 3D phase-field simulations. Acta Materialia, v. 161, p. 400-411, Dec. 2018.). Spheroidal steels exhibit sufficient strength and ductility even when reduced hardness is observed, which is essential in cold forming (Zheng et al., 2017ZHENG, C.; LIU, Y.; CHEN, C.; QIN, J.; JI, R.; CAI, B. Numerical study of impact erosion of multiple solid particle. Applied Surface Science, v. 423, p. 176-184, Nov. 2017.; Lee et al., 2013LEE, Y.-W.; SON, Y.-I.; LEE, S.-J. Microstructure and mechanical properties of spheroidized D6AC steel. Materials Science & Engineering A, v. 585, p. 94-99, Nov. 2013.). Therefore, this study investigates the erosive wear of ASTM A106 steel under different conditions of spheroidized heat treatment to correlate microstructure and performance.
2. Experiment
The tests were conducted using a 3.91 mm thick hot-rolled ASTM A 106 grade B seamless steel pipe with a 50.8 mm diameter. Table 1 summarizes the chemical composition of the steel that was determined by a Spectrolab optical emission spectrometer.
The steel was normalized at 900 °C for 1 h (without a protective atmosphere) to remove residual stresses and distortions. Thereafter, a steel surface thickness of 1 mm was removed to eliminate possible areas of oxidation and decarburization that may have formed during the heat treatment. The samples were sanded and polished (alumina 1 µm), followed by the microstructure of the normalized steel being exposed using a 3% nital solution. Images were obtained using an Olympus BX41RF/LED optical microscope and a Zeiss EVO-MA10 scanning electron microscope (SEM). The normalized steel was placed in the muffle furnace to allow for the spheroidizing heat treatment at 530 and 630 °C for 50, 100, and 200 h. The heat treatment of spheroidization occurred without a controlled atmosphere. The spheroidized steel was cleaned using ethyl alcohol and dried using air. This was performed to determine the initial mass of the sample using a Mettler analytical balance.
The erosive wear test was conducted using 30 mm diameter samples following the ASTM G-76 standard. The erodent material (alumina) with irregular morphology was fluxed on the surface of the sample at 20 m/s and 450 °C for 30 min. Three samples were used for each heat treatment experiment. The incidence angle was 30° (Zhang et al., 2016ZHANG, J.; KANG, J.; FAN, J.; GAO, J. Research on erosion wear of high-pressure pipes during hydraulic fracturing slurry flow. Journal of Loss Prevention in the Process Industries, v. 43, p. 438-448, Sep. 2016.; Zhang, 2016ZHANG, J.; KANG, J.; FAN, J.; GAO, J. Study on erosion wear of fracturing pipeline under the action of multiphase flow in oil & gas industry. Journal of Natural Gas Science and Engineering, v. 32, p. 334-346, May 2016.). Table 2 shows the size analysis that was conducted on the erodent material using laser diffraction.
Each sample was cleaned with ethyl alcohol and dried using air to obtain the final mass after the erosive wear test. The volume loss was calculated using Equation 1:
where mi is the mass of the sample before the erosion test, mf is the mass of the sample after the erosion test, and 7.86 is the iron density (g/cm3).
The surface characterization of each specimen was analyzed using an Olympus optical microscope (model SZ61) to verify the distribution of the carbides and grain size of the steel. The morphology, quantity, and the degree of spheroidization of the carbides were analyzed using SEM. The carbide quantification was determined using ImageJ software.
3. Results and discussion
3.1 Heat treatment
Figure 1 shows that ferrite and perlite are the main phases present in the normalized ASTM A106GrB steel.
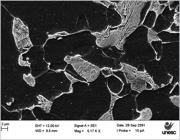
Figure 2a shows that the carbide spheroidization started within 50 h at 530 °C. When the time of the heat treatment was increased to 100 h,the number of carbides that were spheroidized increased (Fig 2b). Carbides coalesced after 200 h of heat treatment at 530 °C (Fig 2c).

Microstructural evolution during the spheroidizing heat treatment of the ASTM A106GrB steel at 530 °C. a) 50 h; b) 100 h; c) 200 h.
Table 3 shows that 523 and 555 carbides/mm2 were spheroidized, respectively. This suggests that the fragmentation of the perlite occurred under these conditions. Additionally, the number of carbides decreased to 431 carbides/mm2 and the carbide size increased to 0.40 µm during 200 h of heat treatment at 530 °C. Fragmentation of the perlite occurred up to 50 h into the treatment when using a 630 °C heat treatment during spheroidization (Figure 3a). Fig 3b and 3c show that a reduction in the number of carbides occurred as the heat treatment time increased. Table 3 shows the carbide sizes of 0.48 and 0.52 µm for 100 and 200 h of heat treatment, respectively. The results demonstrate that when the heat treatment temperature increased from 530 to 630 °C, the carbide size increased from 0.4 to 0.52 µm. In addition, the spheroidization degree increased. Subsequently, the circularity of the carbides (from 0.56 to 0.71) is demonstrated.
Spheroidization degree, carbide size, and the number of carbides obtained during the spheroidizing heat treatment of the ASTM A106GrB steel at 530 and 630 ºC.

Microstructural evolution during the spheroidizing heat treatment of the ASTM A106GrB steel at 630 °C. a) 50 h; b) 100 h; c) 200 h.
Figure 4a shows the variation in the hardness of the ASTM A106GrB steel for different heat treatment conditions (i.e., temperature and time) during spheroidization. Fig 4b shows the relationship between the carbide particles and steel hardness. Hardness values of 145 and 165 HV were obtained for 50 h at 530 and 630 °C, respectively. Table 3 shows a decrease in the number of carbide particles to 523 and 431 particles/mm2 at 530 and 630 °C for 50 h, respectively.

a) Influence of heat treatment on the steel hardness; b) influence of the number of particles on steel hardness.
A non-linear relationship between carbide particles and hardness was observed. Furthermore, when the heat treatment time was increased during spheroidization, the steel morphology and number of carbide particles changed, which indicated that steel hardness reduces when heat treatment for less than 50 h. According to Karadeniz (2008KARADENIZ, E. Influence of different initial microstructure on the process of spheroidization in cold forging. Materials and Design, v. 29, n. 1, p. 251-256, 2008.), particle coalescence occurs slowly in the final stages after the initial spheroidization steps, which contributes to a slow decrease in the hardness at the final stage of spheroidization.
Figure 5 shows the relationship between ferritic grain size and duration of heat treatment. The heat treatment at 630 °C for 200 h produced a larger final grain size because using a higher temperature benefited the carbon diffusion process (Pawlak, 2016PAWLAK, K.; BIAŁOBRZESKA, B.; KONAT, Ł. The influence of austenitizing temperature on prior austenite grain size and resistance to abrasion wear of selected low-alloy boron steel. Archives of Civil and Mechanical Engineering, v. 16, n. 4, p. 913-926, Sep. 2016.). However, when the growth rate of the ferritic grains increased, the carbide number decreased. This is because the lower number of carbides that block grain boundary growth (Islam, 2017ISLAM, A.; FARHAT, Z. Erosion-corrosion mechanism and comparison of erosion-corrosion performance of API steels. Wear, v. 376-377, Part A, p. 533-451, 15 Apr. 2017.), reduce the mechanical strength of steel. Additionally, the error bars show that there is only a statistical difference for 200 h of heat treatment. The fragmentation of the carbides and coalescence occurred during 50 and 100 h of heat treatment.

Figure 6 displays steel microstructure images obtained using optical microscopy at different heat treatment times and temperatures. There was no change in the steel microstructures for the 530 °C heat treatment. However, when the heat treatment temperature was increased to 630 °C, the carbide particles fragmented in 50 h (Fig 6d). Additionally, Fig 6e shows that the steel microstructure is perlite with spheroidal carbides.

a) Normalized microstructure of the ASTM A106GrB steel; heat treatment at b) 530 °C for 50 h; c) 530 °C for 200 h; d) 630 °C for 50 h; and e) 630 °C for 200 h.
3.2 Erosion test
Figure 7a displays volume loss versus time of the heat treatment during spheroidization. When the duration and temperature were increased during spheroidization, the wear rate increased. The heat treatment at 530 °C for 200 h achieved a spheroidization degree of 0.56 and a volume loss of 2 cm3. However, the heat treatment at 630 °C for 200 h achieved a spheroidization degree of 0.71 and a volume loss of 2.52 cm3. The largest volume loss was related to the heat treatment over a longer time and at a higher temperature (630 °C and 200 h). Fig 7b shows the volume loss versus the number of carbides in the spheroidized steels. Higher volume losses occurred in the samples that had fewer carbide particles. Therefore, the heat treatment performed over a longer time and at a higher temperature increased the coalescence and diffusion of carbon, which reduced the number of carbides and steel hardness.

Evaluation of a) the temperature and time on the volume loss; b) the number of particles on the volume loss and steel hardness at 530 and 630 °C for 50, 100, and 200 h.
Fig 7a also demonstrates that the highest erosive wear resistance occurred during the initial stage (normalized steel). The wear process increased from the beginning of the heat treatment during spheroidization and caused a decreased of the hardness from 226 to 165 HV. According to Javaheri et al. (2018JAVAHERI, V.; PORTER, D.; KUOKKALA, V.-T. Slurry erosion of steel - Review of tests, mechanisms and materials. Wear, N. 408-409, p. 248-273, Aug. 2018.), the loss of hardness involves the initial steps of perlite lamellae fragmentation and cementite particle spheroidization.
3.3 Surface characterization
Figure 8 shows the SEM images of the sample surfaces before and after the erosion tests. The normalized steel (Fig 8a) showed no scratches or craters on the surface, which verifies the absence of mass loss due to the erosion test. However, Fig 8b and 8c show that the samples that were subjected to the heat treatment during spherodization had several scratches or craters on the surface. Additionally, plastic deformation was detected on the surface. According to Hong et al. (2015HONG, S.-M.; PARK, J.-J.; PARK, E.-K.; LEE, M.-K.; RHEE, C.-K. ; LEE, J. K.; LEE, J. G.; KIM, K. H. Cavitation erosion behavior of SA 106B carbon steel after treatment of the melt with nano-sized TiC particles. Tribology International, v. 92, p. 585-594, Dec. 2015.), the increase in heat treatment temperature decreases the erosion resistance because of the increase in the steel grain size.

Image of the steel surfaces after the erosion tests. a) Normalized steel;b) 630 °C for 100 h; c) 630 °C for 200 h.
The heat treatment during spherodization at 630 °C for 100 h (Fig. 8c) shows the largest uneven surface owing to lower material hardness. A similar result was obtained by Alam and Farhat (2018ALAM, T.; FARHAT, Z. N. Slurry erosion surface damage under normal impact for pipeline steels. Engineering Failure Analysis, v. 90, p. 116-128, Aug. 2018.). The authors said that crater formation occurred because of the penetration of the deep erodent particle in the steel. The removal of the erodent particles on the surface results in craters and vulnerable lips. This type of behavior was also observed by Zhang et al., 2016ZHANG, J.; KANG, J.; FAN, J.; GAO, J. Study on erosion wear of fracturing pipeline under the action of multiphase flow in oil & gas industry. Journal of Natural Gas Science and Engineering, v. 32, p. 334-346, May 2016..
According to Rosa et al. (2017)SEDANO-DE LA ROSA, C.; VITE-TORRES, M.; GALLARDO HERNÁNDEZ, E. A.; LAGUNA-CAMACHO, J. R.; GODINEZ-SALCEDO, J. G.; FARFAN-CABRERA, L. I. Effect of tangential velocity on erosion of ASTM A-106 Grade B steel pipe under turbulent swirling impinging jet. Tribology International, v. 113, p. 500-506, Sep. 2017., the wear process begins with flake formation on the surface, followed by the deformation of the surrounding regions owing to the impact of erodent particles. Samples with low spheroidization levels (i.e., greater hardness) showed microcracks on the surface.
4. Conclusions
The normalized ASTM A106GrB steel consisted of perlite and ferrite with a hardness of 226 HV. Subjecting steel to temperatures of 530 and 630 °C resulted in the spheroidization of the carbides after 50 h of heat treatment. Maximum hardness loss rates from 226 to 165 and 145 HV at 530 and 630 °C, respectively, were observed. No volume loss was observed for the heat treatment at 530 °C for 50 h. However, when exposing the sample to 630 °C for 50 h, a 1.5 cm3 and 3.0 cm3/h volume loss and volume loss rate were observed, respectively. The exposure of the ASTM A106GrB steel to 630 °C for 200 h increased the volume loss rate to 5.04 cm3/h because of the higher number of spheroidized carbides. Therefore, the use of ASTM A106GrB steel at temperatures higher than 530 °C for long periods (above 50 h) can negatively impact the mechanical behavior and decrease wear resistance, thereby decreasing the lifetime of the system.
References
- ALAM, T.; FARHAT, Z. N. Slurry erosion surface damage under normal impact for pipeline steels. Engineering Failure Analysis, v. 90, p. 116-128, Aug. 2018.
- CUNKUI HUANG, C.; MINEV, P.; LUO, J.; NANDAKUMAR, K. A phenomenological model for erosion of material in a horizontal slurrypipeline flow. Wear, v. 269, p. 190-196, Jun. 2010.
- DESALE, G.; GANDHI, B. K.; JAIN, S. C. Slurry erosion of ductile materials under normal impact condition. Wear, v. 264, N. 3-4, p. 322-330, Feb. 2008.
- GAO, W.; LI, Y.; KONG, L. Numerical investigation of erosion of tube sheet and tubes of a shell and tube heat exchanger. Computers & Chemical Engineering, v., 96, 4 January 2017.
- HONG, S.-M.; PARK, J.-J.; PARK, E.-K.; LEE, M.-K.; RHEE, C.-K. ; LEE, J. K.; LEE, J. G.; KIM, K. H. Cavitation erosion behavior of SA 106B carbon steel after treatment of the melt with nano-sized TiC particles. Tribology International, v. 92, p. 585-594, Dec. 2015.
- ISLAM, A.; FARHAT, Z. Erosion-corrosion mechanism and comparison of erosion-corrosion performance of API steels. Wear, v. 376-377, Part A, p. 533-451, 15 Apr. 2017.
- JAFARI, A.; DEHGHANI, K.; BAHAADDINIA, K.; HATAIE, R. A. Experimental comparison of abrasive and erosive wear characteristics of four wear-resistant steels. Wear, v. 416-417, p. 14-26, 2018.
- JAVAHERI, V.; PORTER, D.; KUOKKALA, V.-T. Slurry erosion of steel - Review of tests, mechanisms and materials. Wear, N. 408-409, p. 248-273, Aug. 2018.
- KARADENIZ, E. Influence of different initial microstructure on the process of spheroidization in cold forging. Materials and Design, v. 29, n. 1, p. 251-256, 2008.
- KUBENDRAN AMOS, P. G.; BHATTACHARYA, A.; NESTLER, B.; ANKIT, K. Mechanisms of pearlite spheroidization: Insights from 3D phase-field simulations. Acta Materialia, v. 161, p. 400-411, Dec. 2018.
- LEE, Y.-W.; SON, Y.-I.; LEE, S.-J. Microstructure and mechanical properties of spheroidized D6AC steel. Materials Science & Engineering A, v. 585, p. 94-99, Nov. 2013.
- MANSSOR, M.; EJAZ, N. Prediction of in-service microstructural degradation of A106 steel using eddy current technique. Materials Characterization, v. 60, n. 12, p. 1591-1596, Dec. 2009.
- OKONKWO, P. C.; SHAKOOR, R. A.; AHMED, E.; MOHAMED, A. M. A. Erosive wear performance of API X42 pipeline steel. Engineering Failure Analysis, v. 60, p. 86-95, Feb. 2016.
- PARSI, M.; KARA, M.; AGRAWAL, M.; KESANA, N.; JATALE, A.; SHARMA, P.; KSHIRAZI, S. CFD simulation of sandparticle erosion under multiphase flow conditions. Wear, N. 376-377, p. 1176-1184, 2017.
- PAWLAK, K.; BIAŁOBRZESKA, B.; KONAT, Ł. The influence of austenitizing temperature on prior austenite grain size and resistance to abrasion wear of selected low-alloy boron steel. Archives of Civil and Mechanical Engineering, v. 16, n. 4, p. 913-926, Sep. 2016.
- SEDANO-DE LA ROSA, C.; VITE-TORRES, M.; GALLARDO HERNÁNDEZ, E. A.; LAGUNA-CAMACHO, J. R.; GODINEZ-SALCEDO, J. G.; FARFAN-CABRERA, L. I. Effect of tangential velocity on erosion of ASTM A-106 Grade B steel pipe under turbulent swirling impinging jet. Tribology International, v. 113, p. 500-506, Sep. 2017.
- SHARMA, A.; KUMAR, A.; TYAGI, R. Erosive wear analysis of medium carbon dual phase steel under dry ambient condition. Wear, v. 334-335, p. 91-98, Jul. 2015.
- SHI, J.; CHEN, H.; JIA, S.; WANG, W. Rapid and low-cost fabrication of thermoelectric composite using low-pressure cold pressing and thermocuring methods. Materials Letters, v. 212, p. 299-302, Feb. 2018.
- STACK, M. M.; ABDULRAHMAN, G. H. Mapping erosion-corrosion of carbono steel in oil-water solutions: effects of velocity and applied potential. Wear, v. 274-275, p. 401-413, Jan. 2011.
- TRAUSMUTH, A.; RODRIGUEZ RIPOLI, M.; ZEHETHOFER, G.; VOGL, T.; BADISCH, E. Impact of corrosion on sliding wear properties of low-alloyed carbon steel. Wear, v. 328-329, p. 338-347, Apr. 2015.
- UKPAI, J. I.; BARKER, R.; HU, X.; NEVILLE, A. Determination of particle impacts and impact energy in the erosion of X65 carbon steel using acoustic emission technique. Tribology International, n. 65, p. 161-170, 2013.
- ZARAGOZA-GRANADOS, J.; GALLARDO-HERNÁNDEZ, E. A.; VITE-TORRES, M.; SEDANO-DE LA ROSA, C. Erosion behaviour of AISI 310 stainless steel at 450 °C under turbulent swirling impinging jets. Wear, v. 426-427, Part A, p. 637-642, Apr. 2019.
- ZHANG, J.; KANG, J.; FAN, J.; GAO, J. Research on erosion wear of high-pressure pipes during hydraulic fracturing slurry flow. Journal of Loss Prevention in the Process Industries, v. 43, p. 438-448, Sep. 2016.
- ZHANG, J.; KANG, J.; FAN, J.; GAO, J. Study on erosion wear of fracturing pipeline under the action of multiphase flow in oil & gas industry. Journal of Natural Gas Science and Engineering, v. 32, p. 334-346, May 2016.
- ZHENG, C.; LIU, Y.; CHEN, C.; QIN, J.; JI, R.; CAI, B. Numerical study of impact erosion of multiple solid particle. Applied Surface Science, v. 423, p. 176-184, Nov. 2017.
Publication Dates
-
Publication in this collection
30 Sept 2020 -
Date of issue
Oct-Dec 2020
History
-
Received
06 Jan 2020 -
Accepted
20 July 2020








