
Abstract
Pre-concentration consists of the preliminary discarding of a fraction of the mineral processing plant feed which contains little or none of the mineral of interest, reducing the mass to be processed in downstream operations (e.g. milling, concentration and dewatering), as well as the capital and operational costs. In this context, this study investigates the performance of density and sensor-based sorting separation methods in the removal of carbonate gangue of a zinc ore, in size fractions typical of crusher products, using sink and float tests with heavy liquids, jig stratification and laboratory scale ore sorting tests using an X-Ray Transmission (XRT) sensor. The best results were obtained through sink and float in heavy liquids, which indicated the possibility of discarding 30% of the feed mass, removing over 60% of the carbonates (CaO and MgO) and losing only 2% of the zinc. The ore sorting tests also presented positive results, with approximately 93% of metallurgical recovery in 70% of the mass for both size fractions tested. The jig stratification results were worse, since the zinc content discarded with this method was high. The results indicate significant reduction potential for Capex and Opex costs using pre-concentration strategy.
keywords:
Pre-concentration; zinc ore; sink and float; ore sorting; jig stratification
1. Introduction
The main challenges of modern concentration plants are related to several issues (Härkki, 2014HÄRKKI, K. Overcoming sustainability challenges of future concentrator plants. In: INTERNATIONAL MINERAL PROCESSING CONGRESS, 27., 2014, Santiago, Chile. Proceedings... Santiago: Gecamin, 2014. p. 2-22.), which include the following:
-
Processing of ores that contain increasingly lower grades and complex mineralogical associations demands liberation into finer size fractions, which requires more elaborate comminution operations and various stages of concentration, increasing the installation and operating costs of the plant.
-
Management and disposal of tailings. Low grade ores generate large amounts of tailings, which are usually stored in dams subject to the risk of rupture and have high capital and operating costs.
-
Shortage of water and water management. Water scarcity; the necessity to accomplish the legal requirements and the expenses for the use of water, will directly influence mineral production. Thus, wherever possible, the water used in the process must be recycled and reduced, helping to eliminate "fresh water" consumption and costs.
-
Energy efficiency. According to Lessard et al., (2014)LESSARD, J., BAKKER, J., MCHUGH, L. Development of ore sorting and its impact on mineral processing economics. Minerals Engineering, v. 65, p. 88-97, 2014. DOI: http://dx.doi.org/10.1016/j.mineng.2014.05.019
http://dx.doi.org/10.1016/j.mineng.2014.... , comminution operations are the stages with the highest energy consumption. For low grade ores and high dilution, most of the required energy is consumed in the grinding of sub-economic material, which makes the comminution inefficient and high in operating costs.
An alternative currently used to prevent or minimize the above-mentioned problems is pre-concentration of mineral ores before the costly stages, more specifically before grinding and flotation. Thus, there is previous discarding of the liberated or partially liberated gangue with little or no metal of interest, reducing the mass to be fed into the mill and in subsequent operations. This brings a range of benefits for the mine and plant, as highlighted in Table 1.
Benefits of pre-concentration. Not all of these benefits occur simultaneously, and they depend on the specific application (source: adapted from Cresswell, 2001CRESWELL, G. M. Pre-concentration of base metal ores by dense medium separation. In: SAIMM COPPER, COBALT, NICKEL AND ZINC RECOVERY CONFERENCE, 2001. Victoria Falls, South Africa. Proceedings... Johannesburg: SAIMM, 2001. p. 1-10.; Grigg and Delemontex, 2014GRIGG, N. J., DELEMONTEX, G. J. The pre-concentration of precious and base metal deposits using the inline pressure jig (IPJ), higher feed grades and more metal. In: INTERNATIONAL MINERAL PROCESSING CONGRESS, 27, 2014, Santiago, Chile. Proceedings... Santiago: Gecamin, 2014. p. 1-13.).
Based on this premise, it is possible to add some of the various existing mineral pre-concentration techniques, before the conventional concentrator, as a best practice to improve the quality of feed at the treatment plant. Pre-concentration has been achieved through consolidated technologies capable of treating coarse particles, such as dense medium separators (dense medium cyclones, drum separator, conic separator, Dyna Whirpool (DWT) and tri-flo), traditional jigs, pressure jigs, ore sorting, drum magnetic separators and coarse screening (it may even be done after preferential blasting in mining) (Grigg and Delemontex, 2014GRIGG, N. J., DELEMONTEX, G. J. The pre-concentration of precious and base metal deposits using the inline pressure jig (IPJ), higher feed grades and more metal. In: INTERNATIONAL MINERAL PROCESSING CONGRESS, 27, 2014, Santiago, Chile. Proceedings... Santiago: Gecamin, 2014. p. 1-13.).
Pre-concentration has been applied to precious metals, uranium and sulphide mines around the world. In Brazil, this practice is incipient, but there are several current studies. Industrially, the Vanádio de Maracás S/A (Largo Resources), Bahia state, uses dry drum magnetic separators (1,500 gauss) to receive the tertiary crusher product (½" in top size) to pre-concentrate disseminated ore containing low magnetite (vanadium bearing mineral) and high silicate content. The process achieves a mass recovery of 70% with 90% magnetite recovery and, 94% of V2O5 recovery while simultaneously discarding 30% (by mass) of the feed as coarse waste (Costa et al., 2017COSTA, I. A., ALMEIDA, C. P., MARQUES, C. V. P., COSTA, L. R. C. R., JESUS, E. B. de Estudo de pré-concentração magnética do magnetita-piroxenito da Vanádio de Maracás S/A. In: ENCONTRO NACIONAL DE TRATAMENTO DE MINÉRIOS E METALURGIA EXTRATIVA, 27. 2017, Belém. In: ENTMM, 27. Anais... Belém: UFPA, 2017. p. 1676-1684).
Other examples of the industrial applications of pre-concentration are shown in Table 2.
Considering the benefits of discarding the coarse gangue (pre-concentration), a series of studies has been developed to evaluate the applicability of pre-concentration to a zinc ore from a Brazilian operation. This work is part of such studies and aimed to verify the susceptibility of silicate zinc ore to pre-concentration with the coarse gangue rejection. The laboratory tests work included dense media separation by sink and float tests, jig stratification and ore sorting laboratory tests for size fractions typical of crusher products.
2. Materials and methods
2.1. Sample, sampling and preparation
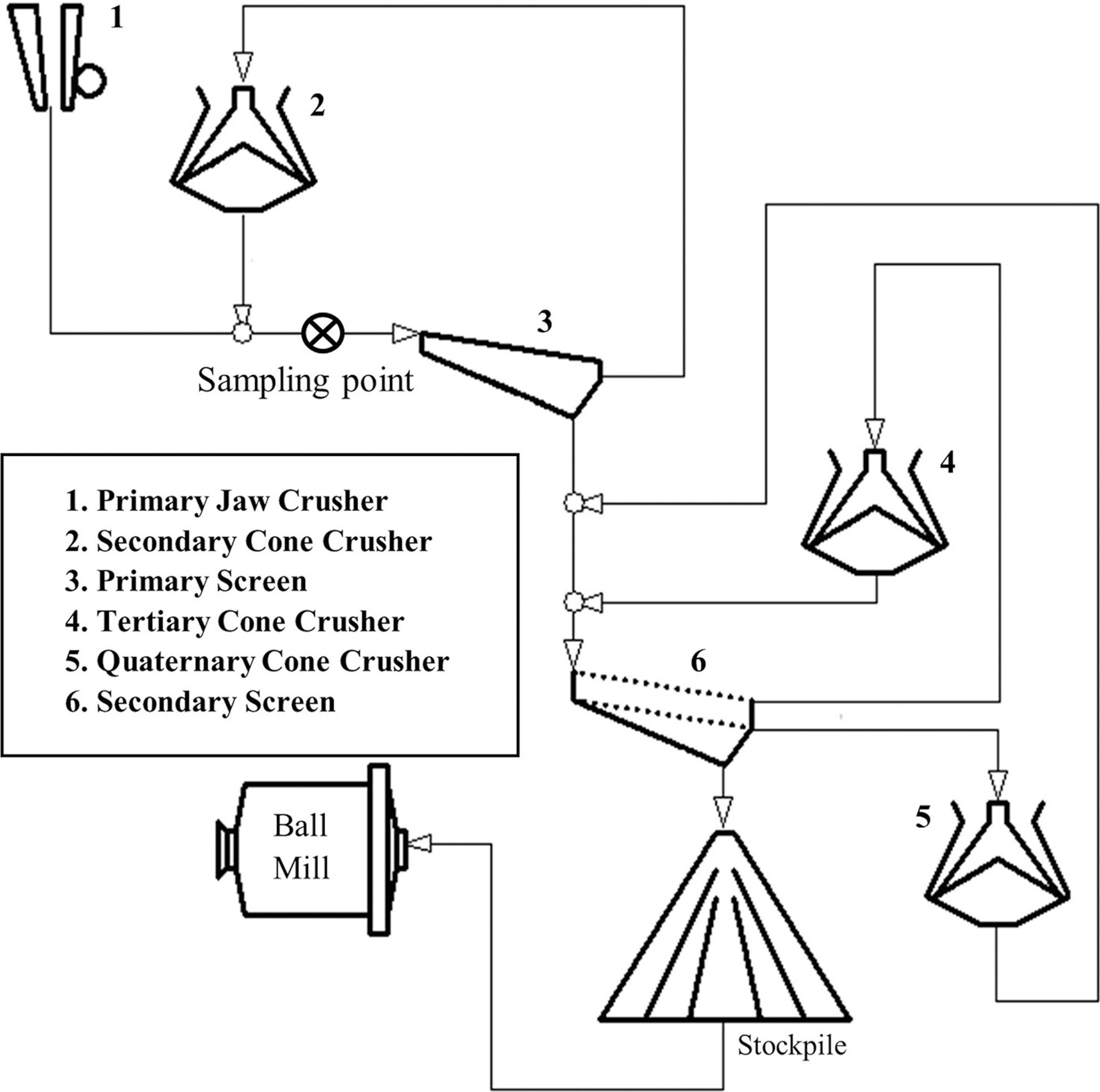
A sample of approximately 120 kg of silicate zinc ore was collected from the primary screen feed of a Brazilian mining plant (Figure 1), which presented P80 in 39 mm. The sampling was made manually on the conveyor belt. The mass of sample collected obeyed the criteria of sample size according expression based on Gy's theory give in Napier-Munn et al., (1996, p.98)NAPIER-MUNN, T. J., MORRELL, S., MORRISON, R. D., KOJOVIC, T. Mineral comminution circuits their operation and optimization. Queensland: Julius Kruttschnitt Mineral Research Centre, 1996. 413 p..
The sample was homogenized, and an aliquot of 80 kg was separated and used to prepare two sub-samples of approximately 15 kg of the size fraction -50 +19 mm and another two of about 7 kg of the size fraction -25 +8 mm. All sub-samples were reserved for ore sorting tests, and the rest of the initial sample was crushed to the size fraction -25 +1.18 mm for the jigging and sink and float tests; then, nearly 5 kg of the size fraction -25 +1.18 mm was crushed to below 1 mm, homogenized and two samples of 200 g were separated for analysis. For the first 200 g sample, an ICP-OES technique was used to determine feed grades of the samples. Multi-acid digestion preparation was used, and the elements were assayed by Horiba Jobin Yvon, Ultima Expert atomic emission spectrometer. For the second 200 g sample, mineralogical analysis by the XRD powder method was performed using an X'Pert Pro diffractometer (PANalytical) with a position sensitive X'Celerator detector (PSD) and Cu-Kα radiation.
All the grades of the test's products (ore sorting, sink and float and jigging) were determined by the ICP-OES technique.
2.2 Ore sorting tests
In ore sorting, an online sensor/detector system detects differences in mineral properties by electromagnetic signals caused from the feed particles as they pass through the sensor system via conveyor belt. The generated signal is sent to a computer for real-time data processing, which evaluates if the particle composition matches predetermined criteria related to the economic viability of the particle. After processing, a command is sent to the classifier/separator mechanism to accept or reject the particles through mechanical flap or pneumatic nozzle, separating particles into one of two types: valuable minerals or gangue (Wills and Napier-Munn, 2006WILLS, B. A., NAPIER-MUNN, T. J. Mineral processing technology: an introduction to the practical aspects of ore treatment and mineral recovery. (6th ed.). Oxford: Elsevier, 2006. 444 p.; Lessard et al., 2014LESSARD, J., BAKKER, J., MCHUGH, L. Development of ore sorting and its impact on mineral processing economics. Minerals Engineering, v. 65, p. 88-97, 2014. DOI: http://dx.doi.org/10.1016/j.mineng.2014.05.019
http://dx.doi.org/10.1016/j.mineng.2014....
).
Ballantyne et al., (2012)BALLANTYNE, G. R., HILDEN, M., POWELL, M. S. Early rejection of gangue. How much energy will it cost to save energy? In: COMMINUTION, 12. 2012, Cape Town, South Africa. Proceedings... Capetown: MEI Conferences, 2012. showed that the ore sorting capacity increases with coarse particle sizes, meaning that the feed rate is directly proportional to the particle size and increases with the percent occupancy in the equipment conveyor. For this reason, manufacturers recommend that the ore sorting position in the flowsheet should occur for coarse particle streams as primary or secondary crusher products. Other restrictions considering feed granulometry are related below:
-
The top size should not be bigger than three times the bottom size, since the particle thickness influences the quantity of absorbed energy. If this is not obeyed, a thicker waste particle could absorb the same amount of energy as a smaller one with high metal content, causing reading error and loss in selectivity.
-
The size fraction -8 mm is very difficult for ore sorting systems to effectively separate, since finer streams exhibit higher quantity of particles that must be scanned and therefore, more time is needed to process the data, which reduces the feed rate.
Ore sorting tests were performed for the size fractions -50 +19 mm and -25 +8 mm under the same granulometry restrictions above-mentioned. These size fractions represent a coarse particle stream similar to that of a typical secondary crusher product.
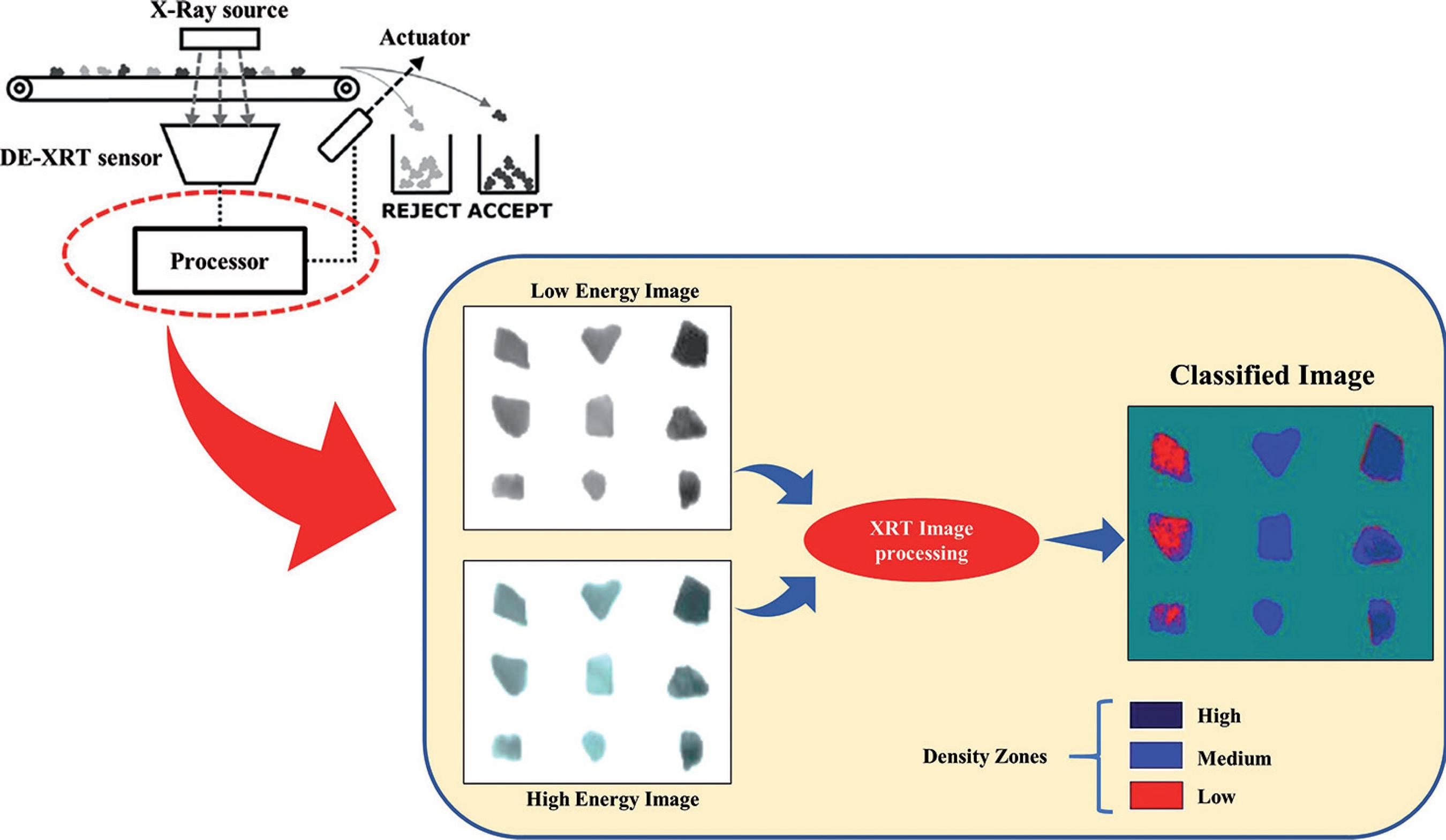
Some host rock fragments (dolomite) and some fragments of willemite were hand selected to calibrate the ore sorting machine, by allowing it to obtain a relative x-ray attenuation scale dynamic to the ore and implement this scale in the data processing of the sorting algorithm employed. The sorter used was the COMEX Lab-Sorter MSX-400-VL-XR-3D, which uses dual energy X-Ray transmission (XRT) to determine whether or not the particle contains sufficient quantities of the mineral of interest. Basically, the equipment transforms the XRT response into falsely colored (red blue and green - RGB) images to determine the proportions of pixels of different X-Ray attenuation. Each pixel color represents a different average atomic density value for its corresponding area of the sample. This process is illustrated in Figure 2.
Before starting the tests, the sorter was calibrated and set to discard particles with more than 75% of low-density atomic material (in the case of dolomite).
The sorting tests involved feeding the particles individually (particle by particle), into the equipment belt, which had a velocity of 1.5 m/s and carried them to the point of scanning by the X-Ray sensor. After scanning, if the particle was classified as waste, it was ejected by a mechanical flap as it fell, otherwise it would fall normally into the bin immediately beneath the conveyor belt. Two tests were conducted for the coarser particle size (-50 +19 mm) and two for the finer particle size (-25 +1,18 mm). A total mass of approximately 44 kg was used in the tests, amounting to hundreds of particles, which ensured a normalization of any variability in sensor readings.
2.3 Sink and float tests
Sink and float tests involved passing the samples through a series of recipients containing liquids of different controlled densities in order to determine the material's densimetric distribution, to assess the suitability of dense medium separation, and to determine the economic separating density. Therefore, those minerals lighter than the liquid will float, while those denser than it will sink (Sampaio and Tavares, 2005SAMPAIO, C. H., TAVARES, L. M. M. Beneficiamento gravimétrico: uma introdução aos processos de concentração mineral e reciclagem de materiais por densidade. Porto Alegre: Editora UFRGS, 2005. 603 p.; Chaves and Chaves Filho, 2013CHAVES, A. P., CHAVES FILHO, R. C. Teoria e prática do tratamento de minérios: separação densitária. São Paulo: Oficina de textos, 2013. 240 p.).
Approximately 1 kg of material of the size fraction -25 +1.18 mm was submitted to the sink and float tests by dense media liquids. This granulometry was adopted to represent a coarse particle stream similar to the undersize of the primary screen of the crushing circuit (Figure 1) from the company that supplied the initial sample. The fine fraction, below 1.18 mm, was not used as it was too small for the density separation methods planned in this study. Besides that, it is known that finer fractions can be held in suspension in the separation medium, effectively changing the density and viscosity, which could bias test results.
The test was performed for four different separating densities. The densities adopted (Table 3) were chosen based on the specific gravity (SG) of the primary minerals present in the sample, willemite (SG = 3.9 ~ 4.2 g/cm3), dolomite (SG = 2.85 g/cm3), hematite (SG = 4.9 ~ 5.3 g/cm3) and quartz (SG = 2.65 g/cm3).
The tests and safety procedures followed during the test, are detailed in Sampaio and Tavares (2005)SAMPAIO, C. H., TAVARES, L. M. M. Beneficiamento gravimétrico: uma introdução aos processos de concentração mineral e reciclagem de materiais por densidade. Porto Alegre: Editora UFRGS, 2005. 603 p. and Chaves and Chaves Filho (2013)CHAVES, A. P., CHAVES FILHO, R. C. Teoria e prática do tratamento de minérios: separação densitária. São Paulo: Oficina de textos, 2013. 240 p..
The dense medium, when diluted, was systematically checked before each test, using a volumetric flask and a precision scale.
Figure 3 illustrates the test procedure and the order in which the sample passed through the heavy liquid medias.
2.4. Jig stratification test
Stratification of a particle bed into layers according to densities is the result of a vertical movement, alternating upward and downward pulses into a jig device. (Sampaio and Tavares, 2005SAMPAIO, C. H., TAVARES, L. M. M. Beneficiamento gravimétrico: uma introdução aos processos de concentração mineral e reciclagem de materiais por densidade. Porto Alegre: Editora UFRGS, 2005. 603 p.).
Jigging was performed in the laboratory unit AllMineral Minijig manufactured by All jig (Figure 4). This equipment allows the collection of the stratified layers by removing the juxtaposed frames. Approximately 30 kg of the sample in the size fraction -25 +1.18 mm was tested for jig performance under the following operating conditions: the air inlet valve was set to 50% open, the pressure valve controlling the pulse amplitude was set to 60% open, and the engine rotation was set at 74 rpm.
The material was deposited over the jig screen inside the frames (Figure 4). The equipment was then filled with water until the entire particle bed was submerged and operated for 30 min. After the stratification, the material was removed from the layers, dried and subsequently weighed.
The jig particle feed size was the same as in the sink and float tests (-25 +1.18 mm) with the finer material (-1.18 mm) by-passing through the jig during operations.
3. Results and discussion
The feed grades of the sample were analyzed by the ICP-OES technique and are shown in Table 4.
According to the diffractogram illustrated in Figure 5, the mineralogy of the ore sample is essentially composed of willemite (mineral of interest), dolomite (main deleterious material), quartz, hematite and some chlorite. The dolomite is extremely damaging to the industrial process, especially in the hydrometallurgy steps, in which leaching willemite efficiency is compromised by the high concentrations of this material. Therefore, it should be removed as much as possible.
The results of mass partitioning and the metallurgical performance of ore sorting can be seen in Table 5. The best recovery of zinc (93.72%) was obtained in the tests for granulometry of -50 +19 mm. However, in the tests for material in the granulometry of -25 +8 mm, the recovery of zinc (93.00%) obtained was close to that reached in the tests with coarse granulometry. In terms of waste mass discarded, the tests for both granulometries (-50 +19 mm and -25 +8 mm) discarded close to 30% of the feed mass, but lost a reasonable amount of zinc as waste, and practically 50% of the carbonates (CaO and MgO) were also discarded.
Metallurgical results of ore sorting tests. The values presented correspond to the average of the tests performed in each size fraction.
The results of the sink and float tests performed for the sample studied point to the separation densities (SD) of 2.95 and 3.05 g/cm3 as more promising for providing sink products with an excellent zinc recovery of 97.93% and 96.54% respectively, and associated with lower carbonate recoveries, as shown in Table 6. However, the separation performance in the density of 2.95 g/cm3 was better, since for this density, a float product (waste) containing only 2.07% of the zinc was obtained, against a float containing 3.46% of the zinc for the density of 3.05 g/cm3 (Table 7). Although the amount of carbonates is higher for the material floated in the density of 3.05 g/cm3, the amount of zinc lost is also higher, as can be seen in Table 7. Thus, the best option is to adopt a separating density of 2.95 g/cm3, which allows for the disposal of almost 30% of the mass fed as float, containing 61.87% and 61.26% of the CaO and MgO respectively and only 1.39% zinc content. This suggests that the adoption of a dense medium separation stage becomes technically satisfactory in order to reduce the amount of carbonate feed to the plant.
The jigging results can be seen in Table 8 and indicate the possibility of a pre-concentrated product with the composition of layer 1 and layer 2 giving a recovery of 88.57% of zinc and a waste disposal of 37.35% of the feed mass as layers 3 and 4, carrying 57.12% of CaO and 58.55% of MgO, with 5.91% of Zn as the resulting waste grade.
The jigging proved unsatisfactory, since the zinc content lost for the waste is considerable and comparable to the poor geometallurgical blocks, that are subject to economic exploitation by ordinary blending practices.
In general, it is possible to point out that through preliminary removal of carbonate (deleterious), there will be an improvement in the subsequent stages of flotation and leaching, in addition to reduction of operational costs. It is also possible to affirm that there will be a reduction of the quantity of fine tailings generated in the flotation, since almost 30% of the feed will be coarse waste that can be easily stored in a pile. Another consideration is about iron recovery in the pre-concentrate products, which is as high as the zinc recovery for all methods tested. This is because hematite presents a specific gravity higher than the willemite.
4. Conclusions
Of the three pre-concentrations techniques studied, the best result was achieved through sink and float tests with a separating density of 2.95 g/cm3, which attained a 30% disposal of the mass as coarse waste and recovering more than 97% of the Zn into a sink product over a wide size range (-25 + 1.18 mm). This indicates that the installation of a dense medium pre-concentration step is technically viable. However, it is necessary to perform pilot tests and to carry out an economic analysis of the scenario, since the operation of a dense medium requires a series of auxiliary equipment to recover the Fe-Si.
The ore sorting with XRT sensor also showed a remarkable performance. Both granulometries (-50 +19 mm and -25 +8 mm) tested attained recoveries of Zn around 93% in the concentrate, while discarding almost 30% of the mass as coarse waste. However, the zinc contents in the waste are considered high, since they are comparable to those of poor geometallurgical blocks, that can be used economically. By observing the variability in sorter test results, a more robust test campaign involving a greater number of tests is recommended to confirm the results obtained.
Jigging was not effective as a pre-concentration stage for the ore considered in this study, since the zinc content discarded was considered high (5.91% of Zn).
Based on the performance of the tests, mainly in the sink and float, it is possible to affirm that there are particles of free gangue in the coarse size fraction typical of a crushing product, which can be removed before the conventional concentrator, improving the quality of the feed.
Acknowledgements
We would like to thank CNPq for the scholarship given to the first author under Inova Talentos program (Project 437401/2016-2), Universal Project 449932/2014-1 and research grant 308767/2016-0, and the laboratories LTM and LCT/EPUSP, LAPROM/UFRGS and LMCC/IPT for infrastructure. This study was also financed in part by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior - Brazil (CAPES) - Finance Code 001.
References
- BALLANTYNE, G. R., HILDEN, M., POWELL, M. S. Early rejection of gangue. How much energy will it cost to save energy? In: COMMINUTION, 12. 2012, Cape Town, South Africa. Proceedings... Capetown: MEI Conferences, 2012.
- CHAVES, A. P., CHAVES FILHO, R. C. Teoria e prática do tratamento de minérios: separação densitária São Paulo: Oficina de textos, 2013. 240 p.
- COSTA, I. A., ALMEIDA, C. P., MARQUES, C. V. P., COSTA, L. R. C. R., JESUS, E. B. de Estudo de pré-concentração magnética do magnetita-piroxenito da Vanádio de Maracás S/A. In: ENCONTRO NACIONAL DE TRATAMENTO DE MINÉRIOS E METALURGIA EXTRATIVA, 27. 2017, Belém. In: ENTMM, 27. Anais... Belém: UFPA, 2017. p. 1676-1684
- CRC ORE. Optimising Resource Extraction. Coarse liberation circuits. 2016. Available in: http://www.crcore.org.au/main/index.php/case-studies-03/225-coarse-liberation-circuits Accessed in: Apr. 5th, 2016.
» http://www.crcore.org.au/main/index.php/case-studies-03/225-coarse-liberation-circuits - CRESWELL, G. M. Pre-concentration of base metal ores by dense medium separation. In: SAIMM COPPER, COBALT, NICKEL AND ZINC RECOVERY CONFERENCE, 2001. Victoria Falls, South Africa. Proceedings... Johannesburg: SAIMM, 2001. p. 1-10.
- GRIGG, N. J., DELEMONTEX, G. J. The pre-concentration of precious and base metal deposits using the inline pressure jig (IPJ), higher feed grades and more metal. In: INTERNATIONAL MINERAL PROCESSING CONGRESS, 27, 2014, Santiago, Chile. Proceedings... Santiago: Gecamin, 2014. p. 1-13.
- HÄRKKI, K. Overcoming sustainability challenges of future concentrator plants. In: INTERNATIONAL MINERAL PROCESSING CONGRESS, 27., 2014, Santiago, Chile. Proceedings... Santiago: Gecamin, 2014. p. 2-22.
- KETELHODT, L. TOMRA sorting solutions Johannesburg: SAIMM, 2012. Available in: https://www.saimm.co.za/download/branches/Johannesburg/SAIMM%20%20Regional%20Meeting%20-%20sensor%20Based%20sorting%20LvK%2020120517.pdf Accessed in: Sept. 17th, 2016.
» https://www.saimm.co.za/download/branches/Johannesburg/SAIMM%20%20Regional%20Meeting%20-%20sensor%20Based%20sorting%20LvK%2020120517.pdf - LESSARD, J., BAKKER, J., MCHUGH, L. Development of ore sorting and its impact on mineral processing economics. Minerals Engineering, v. 65, p. 88-97, 2014. DOI: http://dx.doi.org/10.1016/j.mineng.2014.05.019
» http://dx.doi.org/10.1016/j.mineng.2014.05.019 - MORGAN, P. The impact of a crushing plant upgrade and DMS pre-concentration on the processing capability of the Tati nickel concentrator. In: BASE METALS CONFERENCE, 2009, Johannesburg, South Africa. Proceedings… Johannesburg: SAIMM, 2009. p. 231-244.
- NAPIER-MUNN, T. J., MORRELL, S., MORRISON, R. D., KOJOVIC, T. Mineral comminution circuits their operation and optimization Queensland: Julius Kruttschnitt Mineral Research Centre, 1996. 413 p.
- SAMPAIO, C. H., TAVARES, L. M. M. Beneficiamento gravimétrico: uma introdução aos processos de concentração mineral e reciclagem de materiais por densidade Porto Alegre: Editora UFRGS, 2005. 603 p.
- VATCHA, M. T., COCHRANE, L. B., ROUSELL, D. H. Pre-concentration by magnetic sorting of Ni - Cu ore at Whistle mine, Sudbury, Canada. Transactions of the Institutions of Mining and Metallurgy. Section C: Mineral Processing and Extractive Metallurgy, v. 109, n.3, p. C156-160, Sept./Dec. 2000. Available in: http://www.maneyonline.com/doi/abs/10.1179/mpm.2000.109.3.156 Accessed in: Oct. 20th, 2015. DOI: https://doi.org/10.1179/mpm.2000.109.3.156
» http://www.maneyonline.com/doi/abs/10.1179/mpm.2000.109.3.156» https://doi.org/10.1179/mpm.2000.109.3.156 - WILLS, B. A., NAPIER-MUNN, T. J. Mineral processing technology: an introduction to the practical aspects of ore treatment and mineral recovery (6th ed.). Oxford: Elsevier, 2006. 444 p.
Publication Dates
-
Publication in this collection
Apr-Jun 2019
History
-
Received
08 Nov 2018 -
Accepted
09 Jan 2019

 Adapted from
Adapted from 

