Abstract
Nowadays, Nexa Resources (ex-Votorantim Metais) operates two zinc mines in Brazil, represented by the Vazante unit in Vazante - MG and the Morro Agudo unit in Paracatu - MG. The present study was carried out at the Vazante unit, where zinc concentrate is produced from a silicate ore called Willemite (Zn2SiO4) through froth flotation processes. The two main objectives of the study were the determination of the maximum zinc recovery that could be obtained in flotation bench tests with specific controlled conditions and the mineral characterization of the tailings generated, using a SEM/EDS (scanning electron microscope with energy dispersive x-ray spectroscopy) with MLA (mineral liberation analyzer). The flotation results showed a maximum recovery of 91.91 % with 1.68 % of zinc in the tailings after an eleven-minute flotation. Considering the mean results of all the tests, the maximum zinc recovery obtained was 91.07 % with 1.75 % zinc grade in the tailings. Mineral characterization analysis showed that zinc minerals besides Willemite, such as Gahnite and Franklinite are present in the zinc tailings. In addition, the analysis demonstrated that the Willemite present in the tailings is very fine (80 % < 0.015 mm) and well liberated. With no liberation problems, it was concluded that the main reason responsible for preventing zinc recovery to increase even more along the flotation tests was the presence of the extremely fine Willemite minerals. The test results showed that, to increase zinc recovery, two main processes needed to be considered. The grinding process, that will need to be improved and carefully revised to reduce Willemite fine grain size generation; and the flotation process, regarding bubble formation, reagent addition, resident time and a redesign of flotation machines, aiming to increase the recovery of extremely fine Willemite ore particles.
keywords:
Willemite; zinc; grinding; froth flotation; mineral characterization
1. Introduction
Nowadays, Nexa Resources (ex-Votorantim Metais) operates two zinc mines in Brazil, represented by the Vazante unit in Vazante - MG and the Morro Agudo unit in Paracatu - MG. The present study was carried out at Vazante unit. Inside the Southern portion of the Brasília belt, the Vazante zinc deposit is located in metasedimentary deposits of the Vazante group (Dardenne 1998DARDENNE, M. A., FREITAS-SILVA, F. H., SOUZA, J. C. F., CAMPOS, J. E. G. Evolução tectonosedimentar do Grupo Vazante no contexto da Faixa de Dobramentos Brasília. In: CONGR. BRAS. GEOL., 40. Resumos, SBG, p. 26, 1998. apud Lemos 2011LEMOS, M. G. Caracterização geológica e tecnológica do minério de zinco do extremo norte da Mina de Vazante, Minas Gerais. Instituto de Geociências - UNICAMP, 2011. (Dissertação de Mestrado).). The concentrating plant has an installed capacity of 142,000 tons/year of zinc and is of fundamental importance to keep the company as the 5th largest zinc producer in the world. Vazante mine operations began in 1969 through open pit mining, and later in 1980, through underground mining, with an estimated life of mine up to the year of 2028. Its main zinc ore is Willemite (Zn2SiO4), and its concentration process consists of mining, ore transportation, crushing, grinding, classification by size, direct flotation, filtration and shipping. The zinc concentrate produced in Vazante is sent to the Três Marias plant (smelter), where it goes through hydro-metallurgical and electrolysis processing, turning into metallic zinc to produce alloys that are used in several other applications.
The current process of the ore in the processing plant can obtain maximum zinc recovery values of approximately 88 % considering a head grade of 12 % of zinc. The present study aims to determine the maximum recovery of zinc that can be obtained under controlled conditions of bench flotation tests, and to perform a mineralogical characterization of the tailings generated, mainly to identify which are the factors that prevent zinc recovery from being higher.
2. Test equipment and methods
All activities described in this article, except mineral characterization, were done in the Mineral Processing Laboratory located in Nexa Resources Vazante plant. The mineral characterization was done in the Microscopy center of UFMG (Federal University of Minas Gerais).
Sampling
The Vazante Industrial Plant has an automatic stockpile formation system done by a stacker that receives the previously crushed ore and prepares Chevron type piles. The reclaiming of this ore is done by an automatic reclaimer that sends the ore to the grinding circuit (one ball mill) through a conveyor belt. The samples used in the study were collected on this conveyor belt, in a specific place. Five selected stockpiles representing the full feed of the plant and ten days of operation were sampled. To ensure the representativeness of the samples, the belt that feeds the ball mill was stopped and the material contained in one meter of the belt was removed from it. Each of the five samples were named after the stockpile that originated it, generating the samples 4202, 4203, 4206, 4207 and 4208.
Crushing
The particle size of the ore stockpile is 95 % below 9.5 mm, and the laboratory ball mill used in this research cannot grind the material of such a high top size as quoted. To be able to grind the ore in the subsequent process, a particle size reduction from 95 % passing 9.5 mm to 100 % passing 1.18 mm was needed and performed by a jaw crusher (opening of 1.5 mm) in closed circuit with a 1.18 mm sieve. Therefore, all samples came through this process to be ready to be milled in the laboratory ball mill.
Grinding
The ball mill used for grinding the samples and the grinding process have the following parameters and conditions: Mill dimensions of 220 mm x 180 mm (Length x Diameter); rubber liner; grinding at 67 % solids (w/w); 72 RPM (73 % of critical speed); grinding media load of 10500 g.
To accurately represent the industrial plant process, the target grain size of the grinding in bench tests was the same as it is in the industrial plant: 12 % > 0.15 mm. To obtain this specific grinding product size, five grinding curves were generated (one of each stockpile sample), since the hardness of the zinc ore may vary according to its characteristics. Using these curves, it was possible to set the grinding times to achieve the targeted product size distribution. After submitting the samples to the ball mill grinding (wet grinding) with the pre-defined times, the materials were classified by sieving to check the results and go on to the flotation tests.
Flotation
For the flotation tests, the five previously milled samples (4202, 4203, 4206, 4207 and 4208) were divided in five aliquots of 1300 g, each. All samples were submitted to an identical flotation process, which included the same process route, flotation time, reagent additions, percent of solids, cell level, airflow rate, conditioning time, method of analysis and the same operator. The dosage and concentration of the reagents were defined considering the works of Salum et al. (1992)SALUM, M. J. G., ARAUJO, A. C., PERES, A. E. C. The role of sodium sulphide in amine flotation of silicate zinc minerals. Minerals Engineering, n. 5, p. 411-419, 1992., Martins (2017); and Bustamantes and Shergold (1983)BUSTAMANTES, H., SHERGOLD, H. L. Surface chemistry and flotation of zinc oxide minerals: flotation with Dodecyl Amine. Trans. Am. Institute Mining and Metallurgy, (Sec. C Mineral Process Extractive Metallurgy), p. C201-C207, 1983..
The process route defined for the testwork was called "flotation to exhaustion", because it only stopped when there was no more bubble formation and concentrate production. It was noted that the time of all flotation to exhaustion tests turned out to be the same, finishing after eleven minutes in a twelve-minute flotation, independently of which of the samples were tested. Therefore, after this time, there was no more flotation and the tests were stopped. Table 1 shows the reagents, along with their functions in the bench flotation tests.
The flotation bench tests were conducted in an open circuit, meaning that there was no slurry recirculation and each flotation stage generated a concentrate and tailings. The tailings from the previous flotation stage was the feed of the next flotation stage and so on as shown in Figure 1.
Each flotation stage had its process parameters, such as time, reagent dosage and concentration designed to represent and simulate the current industrial plant conditions as shown in Table 2.
Mineral Characterization
The five final tailings generated in the flotation to exhaust tests went through a specific preparation, which involved resin embedding and surface polishing in an equipment called politrix. After completing the preparation, the tailings samples were shipped by post to the microscopy center of UFMG (Federal University of Minas Gerais) to be characterized in a SEM/EDS (scanning electron microscope with energy dispersive X-ray spectroscopy) with MLA (mineral liberation analyzer) for a better understanding of minerals behavior in the flotation process (Figure 2).
a): Politrix for sample polishing; b): Sample support; c): Carbon overlay equipment; d): SEM/ EDS with MLA - Quanta 200 FEI model
The main interest of this characterization was to discover which minerals were present in the tailings, how well was the liberation of the Willemite, the particle size distribution of the minerals and if there were more zinc minerals besides Willemite in the tailings.
3. Results and discussion
Flotation tests
The flotation to exhaust tests results are shown in the Table 3 below.
The results showed that zinc recovery increased very fast in the first three minutes of the flotation tests and kept increasing at a low rate until it reached its final value, after eleven minutes of flotation. The highest zinc recovery was 91.91 %, represented by the test executed in the sample 4203, and the lowest recovery was 89.37 %, represented by sample 4207.
The mean result of the flotation to exhaustion tests was plotted in the graph below (Figure 3) for a better understanding of the overall mineral behavior concerning the flotation process.
As can be seen, from the eleventh minute to the twelfth, there is no increase in zinc recovery for any of the samples tested, showing that the maximum zinc recovery is reached in the eleventh minute of the flotation procedure. The mean of the five tests showed a maximum zinc recovery of 91.07 %. This data represents a very reasonable value to be defined as the maximum zinc recovery that can be obtained by current Vazante Plant process. Considering this recovery, zinc tailings grade of 1.75 % (mean) was obtained. To understand why it was not possible to reduce the tailings zinc grade even more, and consequently increase zinc recovery, a mineral characterization analysis was made with the tailings samples.
Mineral characterization analysis
The results of the mineral characterization of the tailings showed good similarity between each of five samples. This fact allowed the results to be grouped by weighted averaged, making the interpretation of the results easier. The mineral distribution of the tailings sample is shown in the Figure 4(a) below.
(a) Mineral distribution in the flotation tailings; (b) Zinc minerals distribution in tailings
As expected for a flotation with high zinc recovery, the main components of the tailings are minerals that do not have zinc in their composition: Dolomite - CaMg(CO3)2 - that comes from the hosted rock Dolomite and Hematite - Fe2O3 - that is not recovered in the flotation process, concentrates itself in the tailings. The set of zinc minerals has little participation in the tailings and shows a good efficiency of the zinc flotation process. Therefore, to understand which zinc minerals were present in this sample and how they were distributed, a mineral distribution by zinc was made regarding only zinc minerals in the samples. The results are shown in Figure 4(b) above.
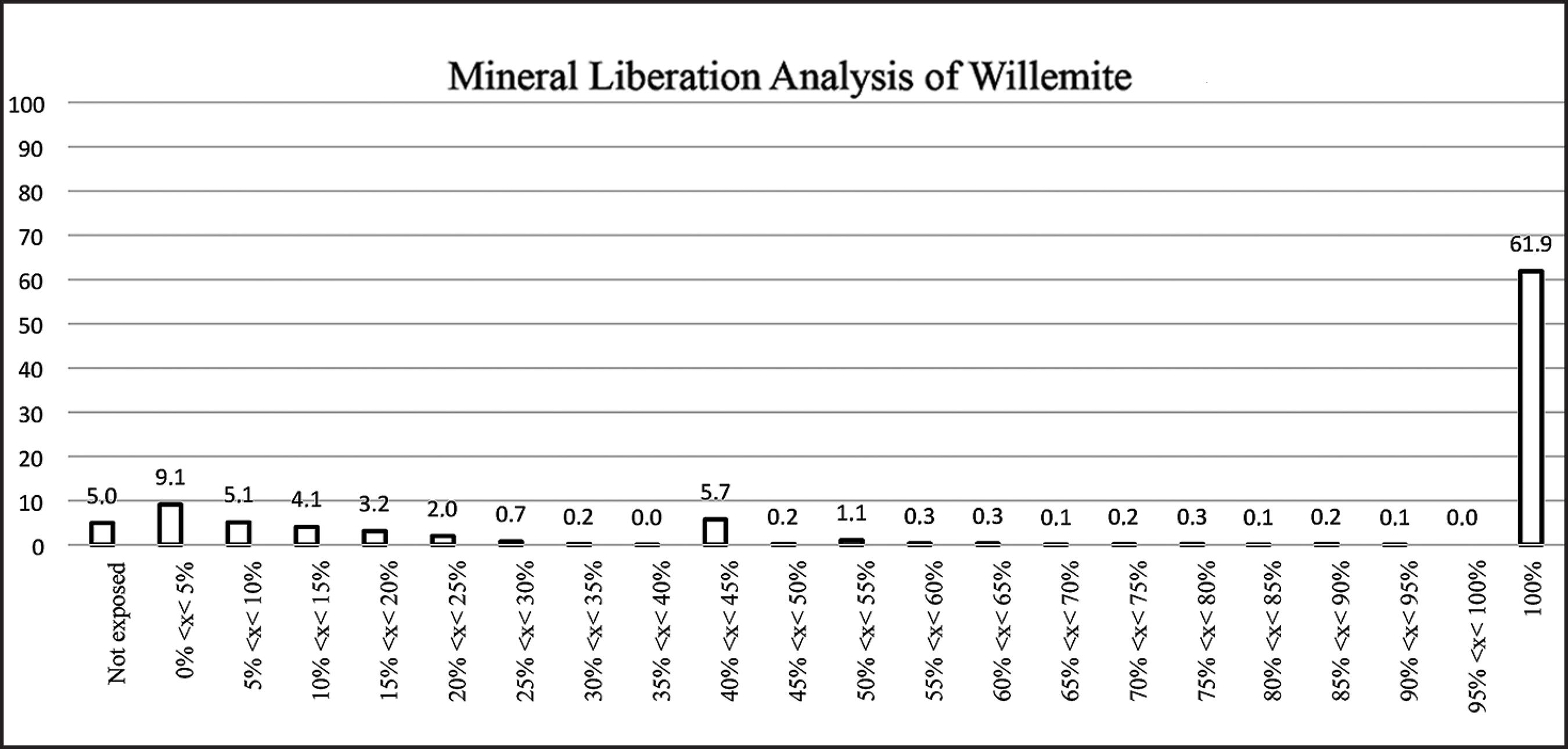
The results described that Willemite still shows the major partition (64 %), but secondary zinc minerals, such as Gahnite - ZnAl2O4 - (23 %) and Franklinite - ZnFe2O4 - (12 %), must be considered as well, although Sphalerite (1 %) contents were too low to be an issue. The secondary zinc minerals represented by Gahnite (oxide) and Franklinite (oxide) are not silicates and cannot be recovered by the current concentration process of Vazante plant, since amine (silicate minerals collector) was the reagent used. Therefore, considering that an increase in zinc recovery is the goal, the first step is to understand why zinc tailings still have so much Willemite in its composition (64 %), and why it did not go to the zinc concentrate. To achieve that, a mineral liberation analysis was done regarding the Willemite present in the tailings. According to Malvik (1982), apud Porphírio, Barbosa and Bertolino (2010, p. 67)PHORPHÍRIO, N. H., BARBOSA, M. I., BERTOLINO, L. C. Tratamento de minérios. In: LUZ, A.B., SAMPAIO, J. L., FRANÇA, S. C. A. Caracterização mineralógica de minérios. (5. ed.). Rio de Janeiro: 2010. p. 67, 84, 91., the liberation of a mineral can be defined as the percentage of it that appears as free particle in a determined grain size, represented by monomineralic grains. The Willemite liberation results are shown in the Figure 5 below.
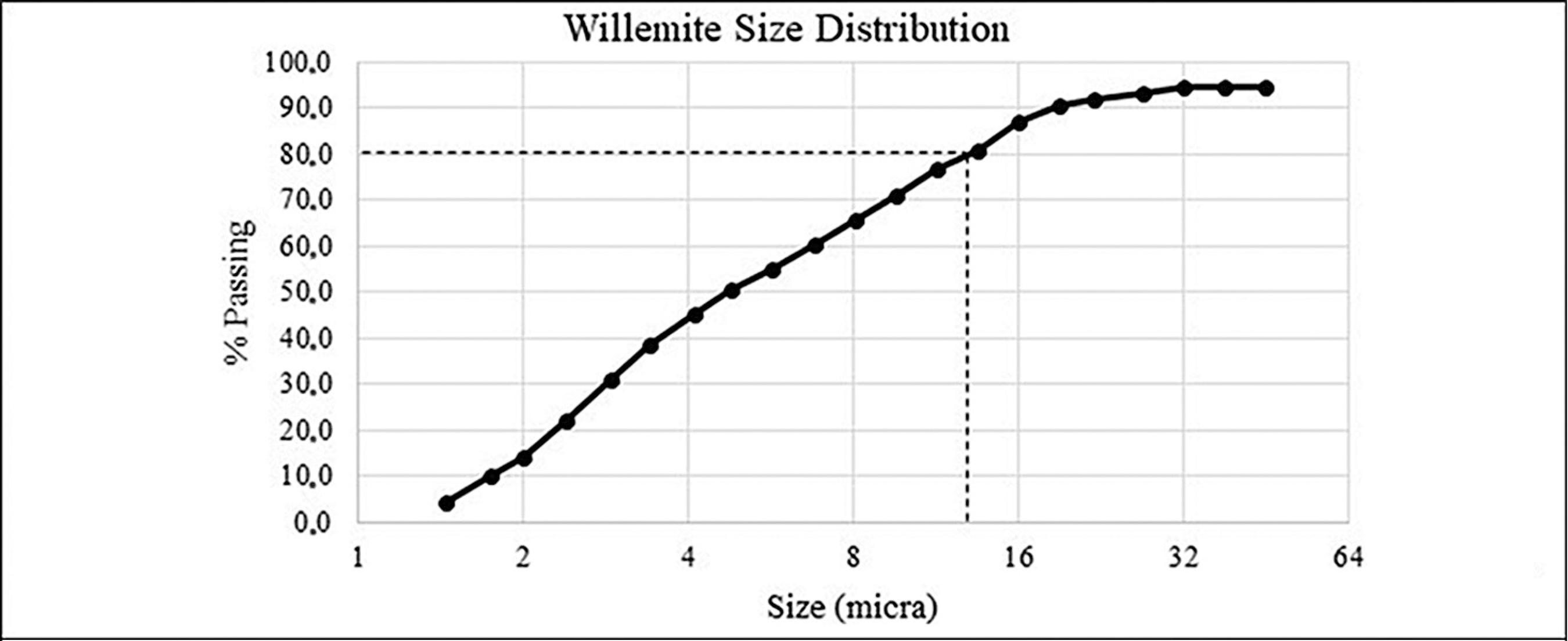
This analysis showed an interesting fact: instead of having low liberation as commonly expected, the Willemite present in the flotation tailings had a regular to good liberation since more than 60 % of its population is 100 % liberated. This fact proved that Willemite liberation might not be a problem in the flotation process, since it showed more than enough liberation to be concentrated. Suspecting that this behavior in flotation had something to do with mineral grain size distribution, a mineral size analysis was done, conducted in SEM/EDS with MLA. The results are shown in the Figure 6 below.
By looking at the Willemite grain size distribution in the tailings, it was noted that more than 80 % of the mineral is smaller than 15 micrometers. According to Wills and Finch (2015)WILLS, B. G., FINCH, J. A. Mineral processing technology. (8th Ed.). Canada: 2015. p. 265- 268, 318-321, 302-306., the recovery of particles by flotation involves collision probability, and the decline of recovery of fine particles is usually associated with the reduction of collision probability that they provide. Wills and Finch (2015)WILLS, B. G., FINCH, J. A. Mineral processing technology. (8th Ed.). Canada: 2015. p. 265- 268, 318-321, 302-306. studies also showed that the recovery of particles smaller than 10 micrometers by flotation decreases substantially, independently of how hydrophobic the mineral is. This fact proves the difficulty to recover the fine Willemite present in the tailings, making way to more detailed and complex studies regarding the recovery of this fine liberated Willemite ore that was found in the tailings. Considering the excessive fines generation in grinding, it is recommended to study coarser grinding of Willemite. According to Jeswiet and Szekeres (2016)JESWIET, J., SZEKERES, A. Energy consumption in mining comminution. In: CIRP - CONFERENCE ON LIFE CYCLE ENGINEERING, 23. Kingston, Ontario, Canada: Queen's University, 2016., comminution processes in mining industry are commonly responsible for 50% of its energy consumption and answers to a significant part of energy consumption in the world totalizing approximately 15 to 29 billion of kWh/year according to Fuerstenau and Han (2003) apudBergerman (2013)BERGERMAN, M. G. Dimensionamento e simulação de moinhos verticais. São Paulo: Universidade de São Paulo, 2013. p. 15-31. (Tese de doutorado).. Therefore, developing coarser grinding accompanied by new flotation technologies would dramatically reduce the energy consumption and operational costs of the Vazante processing plant.
4. Conclusion
Through flotation to exhaust testing of the ore that feed the Vazante Plant, it was discovered that the maximum zinc recovery that can be achieved in experimental conditions was 91.07% with 1.68 % of zinc grade in the tailings after an eleven-minute flotation. Considering the mean of all the results, the maximum zinc recovery was approximately 91 % with 1.75 % zinc grade in the tailings.
Mineral characterization analysis showed that there are other zinc minerals besides Willemite in the tailings generated by the flotation tests, such as Gahnite and Franklinite, but Willemite is still dominant (64 %). In addition, the analysis demonstrated that the Willemite present in the tailings is very fine, with more than 80 % of its population being smaller than 15 micrometers. As there was no liberation problem with this mineral (stated by the liberation analysis that was done), it was concluded that the main reason responsible for failing to increase the zinc recovery was the extremely fine Willemite. So, to increase zinc recovery two main processes must be considered: the grinding process that will need to be improved and carefully revised to reduce the fine grain size Willemite generation; and the flotation process regarding bubble formation, reagent addition, resident time and a redesign of flotation machines, in order to increase the recovery of extremely fine particles of Willemite. In addition, considering the long term, the study carried out also indicated the need to start experimental studies seeking to recover the zinc contained in the non-silicate minerals, such as Gahnite and Franklinite.
References
- BERGERMAN, M. G. Dimensionamento e simulação de moinhos verticais São Paulo: Universidade de São Paulo, 2013. p. 15-31. (Tese de doutorado).
- BUSTAMANTES, H., SHERGOLD, H. L. Surface chemistry and flotation of zinc oxide minerals: flotation with Dodecyl Amine. Trans. Am. Institute Mining and Metallurgy, (Sec. C Mineral Process Extractive Metallurgy), p. C201-C207, 1983.
- DARDENNE, M. A., FREITAS-SILVA, F. H., SOUZA, J. C. F., CAMPOS, J. E. G. Evolução tectonosedimentar do Grupo Vazante no contexto da Faixa de Dobramentos Brasília. In: CONGR. BRAS. GEOL., 40. Resumos, SBG, p. 26, 1998.
- JESWIET, J., SZEKERES, A. Energy consumption in mining comminution. In: CIRP - CONFERENCE ON LIFE CYCLE ENGINEERING, 23. Kingston, Ontario, Canada: Queen's University, 2016.
- LEMOS, M. G. Caracterização geológica e tecnológica do minério de zinco do extremo norte da Mina de Vazante, Minas Gerais Instituto de Geociências - UNICAMP, 2011. (Dissertação de Mestrado).
- MARTINS, L. Estudo da flotação de minério silicatado de zinco sem a etapa de deslamagem CPGEM UFMG, 2007. 63 p. (Dissertação de mestrado).
- NEXA RESOURCES. Data Report - Testes de flotação de zinco até exaustão e caracterização tecnológica em amostras de rejeito de minério de silicatado de zinco. 2017. p. 15-78.
- PHORPHÍRIO, N. H., BARBOSA, M. I., BERTOLINO, L. C. Tratamento de minérios. In: LUZ, A.B., SAMPAIO, J. L., FRANÇA, S. C. A. Caracterização mineralógica de minérios (5. ed.). Rio de Janeiro: 2010. p. 67, 84, 91.
- SALUM, M. J. G., ARAUJO, A. C., PERES, A. E. C. The role of sodium sulphide in amine flotation of silicate zinc minerals. Minerals Engineering, n. 5, p. 411-419, 1992.
- WILLS, B. G., FINCH, J. A. Mineral processing technology. (8th Ed.). Canada: 2015. p. 265- 268, 318-321, 302-306.
Publication Dates
-
Publication in this collection
Apr-Jun 2019
History
-
Received
26 Apr 2018 -
Accepted
02 Dec 2018