Abstract
Polymer compatibilizer agents are crucial for industrial materials development. Compatibilizer agents may be prepared by melt-grafting in the reactive extrusion process which is cheaper and environmentally friendly. Maleic anhydride-grafted acrylonitrile-butadiene-styrene (ABS-g-MA) has emerged as a relevant compatibilizer agent for immiscible blends, like polycarbonate (PC)/ABS. In this work, ABS-g-MA was prepared by a simple reactive extrusion process using ABS, maleic anhydride (MA) and benzoyl peroxide (BPO). The MA:BPO ratios of 1:0.5 and 1:1 varying the content of MA by 1, 2 and 5 wt% were investigated. The grafting reaction was confirmed through Fourier transform infrared spectroscopy (FT-IR), grafted degree (GD%), thermal and rheological analysis. The effectiveness of the compatibilizer agent was evaluated in PC/ABS blends (70/30 and 85/15 blend ratios). The addition of 5 wt% of ABS-g-MA (5 MA:2.5 BPO) in the PC/ABS blends promoted an expressive reduction of ABS domain sizes and better dispersion in the PC matrix.
Keywords:
ABS-g-MA; melt-grafting; blends; compatibilizer agent; reactive extrusion
1. Introduction
Polymeric compatibilizer agents are used to obtaining new materials by combining the best features of already commercial materials, as polymer blends and polymer composites[11 Mengual, A., Juárez, D., Balart, R., & Ferrándiz, S. (2017). PE-g-MA, PP-g-MA and SEBS-g-MA compatibilizers used in material blends. Procedia Manufacturing, 13, 321-326. http://dx.doi.org/10.1016/j.promfg.2017.09.083
https://doi.org/10.1016/j.promfg.2017.09...
]. In the specific case of polymer blends, most systems are composed by polymers of different chemical nature, which can cause a weak interface between two different phases and compromises its mechanical properties[22 Kim, I. C., Kwon, K. H., & Kim, W. N. (2018). Gloss reduction and morphological properties of polycarbonate and poly(methyl methacrylate-acrylonitrile-butadiene-styrene) blends with SAN-co-GMA as a reactive compatibilizer. Journal of Applied Polymer Science, 135(27), 1-9. http://dx.doi.org/10.1002/app.46450.
http://dx.doi.org/10.1002/app.46450...
3 Ramesh, V., Biswal, M., Mohanty, S., & Nayak, S. K. (2014). Compatibilization effect of EVA-g-MAH on mechanical, morphological and rheological properties of recycled PC/ABS blend. Materials Express, 4(6), 499-507. http://dx.doi.org/10.1166/mex.2014.1198.
http://dx.doi.org/10.1166/mex.2014.1198...
4 Utracki, A. L. (2002). Polymer Blends Handbook. Netherlands, Dordrecht: Springer.-55 Paul, D. R. (1978). Polymer Blends. New York: Academic Press. http://dx.doi.org/10.1016/B978-0-12-546802-2.50012-9.
http://dx.doi.org/10.1016/B978-0-12-5468...
]. An efficient way to overcome this problem is the use of a compatibilizer agent to improve the dispersion and the distribution of the second phase in the matrix, thereby promoting a better interaction between these components[44 Utracki, A. L. (2002). Polymer Blends Handbook. Netherlands, Dordrecht: Springer.
5 Paul, D. R. (1978). Polymer Blends. New York: Academic Press. http://dx.doi.org/10.1016/B978-0-12-546802-2.50012-9.
http://dx.doi.org/10.1016/B978-0-12-5468...
-66 Rzayev, Z. M. O. (2011). Graft copolymers of maleic anhydride and its isostructural analogues: High performance engineering materials. International Review of Chemical Engineering, 3, 153-215. http://dx.doi.org/10.15866/ireamt.v2i5.7001.
https://doi.org/10.15866/ireamt.v2i5.700...
].
Several types of compatibilizer agents can be used in polymer blends, especially polymers grafted with reactive groups, block copolymers and polymers with polar groups[77 Zou, W., Huang, J., Zeng, W., & Lu, X. (2020). Effect of ethylene–butylacrylate–glycidyl methacrylate on compatibility properties of poly (butylene terephthalate)/thermoplastic polyurethane blends. ES Energy&Environment, 9, 67-73. http://dx.doi.org/10.30919/esee8c180.
https://doi.org/10.30919/esee8c180...
,88 Farzadfar, A., Khorasani, S. N., & Khalili, S. (2014). Blends of recycled polycarbonate and acrylonitrile-butadiene-styrene: comparing the effect of reactive compatibilizers on mechanical and morphological properties. Polymer International, 63(1), 145-150. http://dx.doi.org/10.1002/pi.4493.
http://dx.doi.org/10.1002/pi.4493...
]. The first group is popular and used for reactive blending, and can be used in polycarbonate (PC)/acrylonitrile-butadiene-styrene (ABS) blends[88 Farzadfar, A., Khorasani, S. N., & Khalili, S. (2014). Blends of recycled polycarbonate and acrylonitrile-butadiene-styrene: comparing the effect of reactive compatibilizers on mechanical and morphological properties. Polymer International, 63(1), 145-150. http://dx.doi.org/10.1002/pi.4493.
http://dx.doi.org/10.1002/pi.4493...
9 Zhao, B., Wang, Q., Hu, G., Wang, B., Li, Y., Song, J., Wang, Z., & Li, Q. (2012). Effect of methyl methacrylate graft acrylonitrile-butadiene-styrene on morphology and properties of polycarbonate/acrylonitrile-butadiene-styrene blend. Journal of Macromolecular Science, Part B: Physics, 51(11), 2276-2283. http://dx.doi.org/10.1080/00222348.2012.672839.
http://dx.doi.org/10.1080/00222348.2012....
-1010 Ryu, S. C., Kim, J. Y., & Kim, W. N. (2018). Relationship between the interfacial tension and compatibility of polycarbonate and poly(acrylonitrile–butadiene–styrene) blends with reactive compatibilizers. Journal of Applied Polymer Science, 135(26), 1-10. http://dx.doi.org/10.1002/app.46418.
http://dx.doi.org/10.1002/app.46418...
], polyamide 6 (PA6)/ABS[1111 Fu, Y., Song, H., Zhou, C., Zhang, H., & Sun, S. (2013). Modification of the grafting character to prepare PA6/ABS-g-MA blends with higher toughness and stiffness. Polymer Bulletin, 70(6), 1853-1862. http://dx.doi.org/10.1007/s00289-012-0879-7.
http://dx.doi.org/10.1007/s00289-012-087...
,1212 Jang, S. P., & Kim, D. (2000). Thermal, mechanical, and diffusional properties of nylon 6/ABS polymer blends: compatibilizer effect. Polymer Engineering and Science, 40(7), 1635-1642. http://dx.doi.org/10.1002/pen.11295.
http://dx.doi.org/10.1002/pen.11295...
] and polyethylene (PE)/PA6 blends[1313 dos Anjos, E. G. R., Backes, E. H., Marini, J., Pessan, L. A., Montagna, L. S., & Passador, F. R. (2019). Effect of LLDPE-g-MA on the rheological, thermal, mechanical properties and morphological characteristic of PA6/LLDPE blends. Journal of Polymer Research, 26(6), 1-10. http://dx.doi.org/10.1007/s10965-019-1800-y.
http://dx.doi.org/10.1007/s10965-019-180...
]. In these cases, the backbone of the compatibilizer agent usually is chemically compatible with the non-polar phase and the grafting group reacts with the other phase, providing the copolymer formation at the interface[88 Farzadfar, A., Khorasani, S. N., & Khalili, S. (2014). Blends of recycled polycarbonate and acrylonitrile-butadiene-styrene: comparing the effect of reactive compatibilizers on mechanical and morphological properties. Polymer International, 63(1), 145-150. http://dx.doi.org/10.1002/pi.4493.
http://dx.doi.org/10.1002/pi.4493...
]. This process promotes a stronger interface and decreases the interfacial energy[88 Farzadfar, A., Khorasani, S. N., & Khalili, S. (2014). Blends of recycled polycarbonate and acrylonitrile-butadiene-styrene: comparing the effect of reactive compatibilizers on mechanical and morphological properties. Polymer International, 63(1), 145-150. http://dx.doi.org/10.1002/pi.4493.
http://dx.doi.org/10.1002/pi.4493...
] and as a consequence, there are improvements in the mechanical properties of the blends.
In this way, the grafting of maleic anhydride (MA) on the backbone of a rubber or a non-polar polymer is an important type of compatibilizer agent[66 Rzayev, Z. M. O. (2011). Graft copolymers of maleic anhydride and its isostructural analogues: High performance engineering materials. International Review of Chemical Engineering, 3, 153-215. http://dx.doi.org/10.15866/ireamt.v2i5.7001.
https://doi.org/10.15866/ireamt.v2i5.700...
,1414 Frund, Z. N. (2017). Reactive Extrusion. Weinheim, Germany: Wiley-VCH Verlag GmbH & Co. KGaA.]. There are some commercial grades of MA-grafted polymer like polyethylene (PE-g-MA)[1313 dos Anjos, E. G. R., Backes, E. H., Marini, J., Pessan, L. A., Montagna, L. S., & Passador, F. R. (2019). Effect of LLDPE-g-MA on the rheological, thermal, mechanical properties and morphological characteristic of PA6/LLDPE blends. Journal of Polymer Research, 26(6), 1-10. http://dx.doi.org/10.1007/s10965-019-1800-y.
http://dx.doi.org/10.1007/s10965-019-180...
], polypropylene (PP-g-MA)[1515 Tjong, S. C., & Meng, Y. Z. (2000). Effect of reative compatibilizers on the mechanical properties of polycarbotnate/ABS blends. European Polymer Journal, 36, 123-129. http://dx.doi.org/10.1016/S0014-3057(99)00044-0.
http://dx.doi.org/10.1016/S0014-3057(99)...
] and polystyrene (PS-g-MA)[1414 Frund, Z. N. (2017). Reactive Extrusion. Weinheim, Germany: Wiley-VCH Verlag GmbH & Co. KGaA.]. Among other monomers, used in grafting, MA is preferred due to its high reactivity[1616 Montanheiro, T. L. A., Passador, F. R., Oliveira, M. P., Duran, N., & Lemes, A. P. (2016). Preparation and characterization of maleic anhydride grafted poly (hydroxybutirate-CO-hydroxyvalerate)-PHBV-g-MA. Materials Research, 19(1), 229-235. http://dx.doi.org/10.1590/1980-5373-MR-2015-0496.
http://dx.doi.org/10.1590/1980-5373-MR-2...
], thermal stability[1717 Das, V., Kumar, V., Singh, A., Gautam, S. S., & Pandey, A. K. (2012). Compatibilization efficacy of LLDPE-g-MA on mechanical, thermal, morphological and water absorption properties of Nylon-6/LLDPE blends. Polymer-Plastics Technology and Engineering, 51(5), 446-454. http://dx.doi.org/10.1080/03602559.2011.639840.
http://dx.doi.org/10.1080/03602559.2011....
,1818 Roeder, J., Oliveira, R. V. B., Gonçalves, M. C., Soldi, V., & Pires, A. T. N. (2002). Polypropylene/polyamide-6 blends: influence of compatibilizing agent on interface domains. Polymer Testing, 21(7), 815-821. http://dx.doi.org/10.1016/S0142-9418(02)00016-8.
http://dx.doi.org/10.1016/S0142-9418(02)...
] and difficulty in homopolymerization[1919 Ma, P., Jiang, L., Ye, T., Dong, W., & Chen, M. (2014). Melt free-radical grafting of maleic anhydride onto biodegradable poly(lactic acid) by using styrene as a comonomer. Polymers, 6(5), 1528-1543. http://dx.doi.org/10.3390/polym6051528.
http://dx.doi.org/10.3390/polym6051528...
]. For polymer blends, MA is advantageous because may result in less mechanical properties loss when compared with other types of compatibilizer agent like for example the glycidyl acrylate (GA)[1010 Ryu, S. C., Kim, J. Y., & Kim, W. N. (2018). Relationship between the interfacial tension and compatibility of polycarbonate and poly(acrylonitrile–butadiene–styrene) blends with reactive compatibilizers. Journal of Applied Polymer Science, 135(26), 1-10. http://dx.doi.org/10.1002/app.46418.
http://dx.doi.org/10.1002/app.46418...
] and is more efficient than methyl methacrylate (MMA) requiring smaller quantities in polymer blends compositions[99 Zhao, B., Wang, Q., Hu, G., Wang, B., Li, Y., Song, J., Wang, Z., & Li, Q. (2012). Effect of methyl methacrylate graft acrylonitrile-butadiene-styrene on morphology and properties of polycarbonate/acrylonitrile-butadiene-styrene blend. Journal of Macromolecular Science, Part B: Physics, 51(11), 2276-2283. http://dx.doi.org/10.1080/00222348.2012.672839.
http://dx.doi.org/10.1080/00222348.2012....
].
Several studies have been published[66 Rzayev, Z. M. O. (2011). Graft copolymers of maleic anhydride and its isostructural analogues: High performance engineering materials. International Review of Chemical Engineering, 3, 153-215. http://dx.doi.org/10.15866/ireamt.v2i5.7001.
https://doi.org/10.15866/ireamt.v2i5.700...
] about different ways to prepare these graft polymers using vinyl monomers, like MA, GA, and MMA. However, the most common method is by chemical initiation[2020 Qi, R., Chen, Z., & Zhou, C. (2005). Solvothermal preparation of maleic anhydride grafted onto acrylonitrile-butadiene-styrene terpolymer (ABS). Polymer, 46(12), 4098-4104. http://dx.doi.org/10.1016/j.polymer.2005.02.116.
http://dx.doi.org/10.1016/j.polymer.2005...
], also called free-radical grafting[1414 Frund, Z. N. (2017). Reactive Extrusion. Weinheim, Germany: Wiley-VCH Verlag GmbH & Co. KGaA.]. Under the industrial technologies available for free-radical grafting there are the solution, emulsion or suspension grafting methods, which can achieve high grafting degree (GD%) levels, but require high costs and some organic solvent, being environmentally dangerous[66 Rzayev, Z. M. O. (2011). Graft copolymers of maleic anhydride and its isostructural analogues: High performance engineering materials. International Review of Chemical Engineering, 3, 153-215. http://dx.doi.org/10.15866/ireamt.v2i5.7001.
https://doi.org/10.15866/ireamt.v2i5.700...
,1414 Frund, Z. N. (2017). Reactive Extrusion. Weinheim, Germany: Wiley-VCH Verlag GmbH & Co. KGaA.]. The solid-state graft technology which is solvent-free and achieves high GD%, nevertheless, requires long reaction times and it is limited to semi-crystalline polymers with high molecular weight. Finally, the most applied technique is the melt-grafting technology that has the advantages of being simple, fast, solvent-free and not limited by polymers melting temperature[1414 Frund, Z. N. (2017). Reactive Extrusion. Weinheim, Germany: Wiley-VCH Verlag GmbH & Co. KGaA.].
MA melt-grafting by reactive extrusion is a well-known and applied technology in the industry to produce compatibilizer agents[1414 Frund, Z. N. (2017). Reactive Extrusion. Weinheim, Germany: Wiley-VCH Verlag GmbH & Co. KGaA.], which is still being developed because it is strongly dependent on process parameters, like the temperature of the process and the screw configuration of the extruder, and the grafting levels could be improved by using comonomers and mixed initiators[2121 Qi, R., Qian, J., & Zhou, C. (2003). Modification of acrylonitrile-butadiene-styrene terpolymer by grafting with maleic anhydride in the melt. I. Preparation and characterization. Journal of Applied Polymer Science, 90(5), 1249-1254. http://dx.doi.org/10.1002/app.12679.
http://dx.doi.org/10.1002/app.12679...
].
PC/ABS blends are an economical way to improve the balance of mechanical properties of PC[2222 Triantou, M. I., & Tarantili, P. A. (2014). Studies on morphology and thermomechanical performance of ABS/PC/Organoclay hybrids. Polymer Composites, 35(7), 1395-1407. http://dx.doi.org/10.1002/pc.22792.
http://dx.doi.org/10.1002/pc.22792...
,2323 Li, H., Zhao, J., Liu, S., & Yuan, Y. (2014). Polycarbonate-acrylonitrile-butadiene-styrene blends with simultaneously improved compatibility and flame retardancy. RSC Advances, 4(20), 10395-10401. http://dx.doi.org/10.1039/c3ra45617j.
http://dx.doi.org/10.1039/c3ra45617j...
] and overcome other limitations like being difficult to process due to high melt viscosity and sensitivity to UV degradation[22 Kim, I. C., Kwon, K. H., & Kim, W. N. (2018). Gloss reduction and morphological properties of polycarbonate and poly(methyl methacrylate-acrylonitrile-butadiene-styrene) blends with SAN-co-GMA as a reactive compatibilizer. Journal of Applied Polymer Science, 135(27), 1-9. http://dx.doi.org/10.1002/app.46450.
http://dx.doi.org/10.1002/app.46450...
,2424 Brydson, J. (1999). Plastic Materials. Oxford, England: Butterworth-Heinemann.]. This balance of properties has made the PC/ABS blend largely used in technical applications as automotive parts[22 Kim, I. C., Kwon, K. H., & Kim, W. N. (2018). Gloss reduction and morphological properties of polycarbonate and poly(methyl methacrylate-acrylonitrile-butadiene-styrene) blends with SAN-co-GMA as a reactive compatibilizer. Journal of Applied Polymer Science, 135(27), 1-9. http://dx.doi.org/10.1002/app.46450.
http://dx.doi.org/10.1002/app.46450...
], and electronic engineering products[2323 Li, H., Zhao, J., Liu, S., & Yuan, Y. (2014). Polycarbonate-acrylonitrile-butadiene-styrene blends with simultaneously improved compatibility and flame retardancy. RSC Advances, 4(20), 10395-10401. http://dx.doi.org/10.1039/c3ra45617j.
http://dx.doi.org/10.1039/c3ra45617j...
].
MA grafted-ABS (ABS-g-MA) has been used successfully for PC/ABS blends. Rao et al.[2525 Rao, B. M., Rao, P. R., & Sreenivasulu, B. (2008). Grafting of maleic anhydride onto acrylonitrile-butadiene-styrene terpolymer: synthesis and characterization. Polymer-Plastics Technology and Engineering, 38(5), 967-977. http://dx.doi.org/10.1080/03602559909351625.
http://dx.doi.org/10.1080/03602559909351...
] prepared ABS-g-MA by solution process using toluene as solvent, evaluating the effect of monomer and initiator concentrations and time reaction. The grafting reaction occured onto butadiene regions of the ABS backbone. Balakrishnan et al.[2626 Balakrishnan, S., Neelakantan, N. R., & Jaisankar, S. N. (1999). Effect of functionality levels and compatibility of polycarbonate blends with maleic anhydride grafted ABS. J Appl Journal of Applied Polymer Science, 74(8), 2102-2110. http://dx.doi.org/10.1002/(SICI)1097-4628(19991121)74:8<2102::AID-APP27>3.0.CO;2-Y.
http://dx.doi.org/10.1002/(SICI)1097-462...
] prepared ABS-g-MA by reactive extrusion on a single screw extruder using benzoyl peroxide (BPO) as an initiator and then mixed with PC to verify the efficiency on PC/ABS blends. As a result, an improvement in impact strength and the compatibility of PC/ABS blends were observed with the addition of 2 wt% of MA in this process.
Aiming to improve the %GD thought the reactive extrusion process Qi et al.[2121 Qi, R., Qian, J., & Zhou, C. (2003). Modification of acrylonitrile-butadiene-styrene terpolymer by grafting with maleic anhydride in the melt. I. Preparation and characterization. Journal of Applied Polymer Science, 90(5), 1249-1254. http://dx.doi.org/10.1002/app.12679.
http://dx.doi.org/10.1002/app.12679...
] prepared ABS-g-MA using two initiators (BPO and dicumyl peroxide - DCP) and styrene as a comonomer. The use of DCP as initiator and the use of a comonomer improved the %GD due to the longer half-life of DCP compared to BPO at the temperature utilized, and the presence of styrene with MA could form a charge-transfer complex which is more reactive than the individual monomers[2121 Qi, R., Qian, J., & Zhou, C. (2003). Modification of acrylonitrile-butadiene-styrene terpolymer by grafting with maleic anhydride in the melt. I. Preparation and characterization. Journal of Applied Polymer Science, 90(5), 1249-1254. http://dx.doi.org/10.1002/app.12679.
http://dx.doi.org/10.1002/app.12679...
].
In this study, ABS-g-MA was produced through reactive melt-grafting method using BPO as the initiator and MA at 1:0.5 and 1:1 MA:BPO ratios and varying the content of MA by 1, 2 and 5 wt%. The effectiveness of the compatibility was verified in different PC/ABS blends (70/30 and 85/15). In addition, the mechanical and morphological properties of the PC/ABS/ABS-g-MA blends were studied.
2. Materials and Methods
2.1 Materials
Acrylonitrile-butadiene-styrene copolymer (ABS) was supplied by TRINSEO (specification Magnum 3404, Switzerland), with a PB content of 20%, MFI of 2.0 g/10 min (230 °C/3.8 kg) and density of 1.05 g/cm3.
Polycarbonate (PC) was supplied by UNIGEL (Durolon IR-2200, Brazil) with a density of 1.20 g/cm3 and a melt flow index (MFI) of 12.0 g/10 min (300 °C/1.2 kg).
Maleic anhydride (MA) was utilized as a monomer and supplied by Sigma-Aldrich (Saint Louis, MO. USA) with 99% purity. As initiator was used benzoyl peroxide (BPO) commercial grade supplied by Dinâmica Química Contemporânea (Indaiatuba, Brazil). Both reagents were used as received.
2.2 Reactive processing of ABS-g-MA
Before the reactive processing, ABS was dried at 80 °C for at least 12 h in a vacuum oven to minimize the hydrolytic degradation during the processing. The reactive extrusion processes to produce ABS-g-MA by melt-grafting were carried out in a co-rotational twin-screw extruder, AX Plásticos, model AX16:40DR (L/D = 40, D = 16 mm), with screw rotation speed set in 80 rpm and feeding in 20 rpm. The temperature profile set was 190/200/200/200/210 °C from the first zone to the die, in these conditions the residence time was near to 2 min. After extrusion, the materials were pelletized and dried on a vacuum oven for 4 h at 80 °C. Table 1 presents the compositions studied with the variation contents of MA and BPO.
2.3. Characterization of the compatibilizer agent - ABS-g-MA
2.3.1 FT-IR Spectroscopy
ABS-g-MA with different MA:BPO ratios were analyzed by Fourier transform infrared spectroscopy (FTIR) using universal attenuated total reflectance (UATR) in a PerkinElmer Frontier equipment and a scan range of 400-4000 cm-1.
2.3.2 Grafting degree (%GD)
The grafting degree of MA in the melt-grafted compatibilizer agents was determined by a back-titration procedure based on the methodology described by Qi et al.[2222 Triantou, M. I., & Tarantili, P. A. (2014). Studies on morphology and thermomechanical performance of ABS/PC/Organoclay hybrids. Polymer Composites, 35(7), 1395-1407. http://dx.doi.org/10.1002/pc.22792.
http://dx.doi.org/10.1002/pc.22792...
]. First, after the reactive extrusion process, the compatibilizer agents were purified by dissolving in 5 mL of acetone and precipitated adding 5 mL of ethanol, twice, to remove the residual reactants (MA and BPO). Then, 0.5 g of each composition was dissolved in 50 mL of acetone and 5 mL of ethanol. NaOH (1.0 mol/L) solution was added with 0.5 mL of Yamada Universal indicator. After 30 min with mechanical stirring, these solutions were back titrated with 0.1 mol/L of HCL. Then, the quantity of MA grafted was calculated as a percentage of ABS by the following:
Where VRABS is the volume (mL) of HCl solution consumed with neat ABS as a reference, VS is the volume consumed by the sample (mL), CHCl is constant and corresponds to 0.1 mol/L of HCl titration solution, MWMA is the molecular weight of MA, also a constant used as 98.06 g/mol and Ws is the weight of each sample (g).
2.3.3 Rheological characterization
The rheological behavior of the compositions were evaluated in a rotational controlled stress rheometer from TA Instruments, model ARG2. The steady-state viscosity was evaluated as a function of the shear rate in an inert nitrogen atmosphere at a temperature of 210 °C, using parallel-plates geometry with 25 mm of diameter and gap of 1 mm. The delay before measurement was determined from stress overshoot experiments performed at 210 °C and 0.01 s-1 until constant stress was attained.
2.4 Melt flow index (MFI)
MFI values of the compositions were analyzed according to the ASTM D1238 standard[2727 American Society for Testing and Materials – ASTM. (2013) ASTM D1238 - Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer. West Conshohocken: ASTM. http://dx.doi.org/10.1520/D1238-13.
http://dx.doi.org/10.1520/D1238-13...
], a Hebert Lambert plastometer was utilized at 200 °C and a load of 5 kg.
2.4.1 Differential Scanning Calorimetry (DSC)
The glass transition (Tg) of SAN phase of ABS for the compositions were analyzed by DSC. The tests were performed in a TA Instruments equipment, model Q2000 under nitrogen atmosphere. Samples were sealed in an aluminum DSC pan and heated from room temperature to 220 °C at 10 °C/min, followed by an isothermal at 220°C for 3 min, a cooling cycle to 30°C at 10 °C/min and a second heating cycle up to 220 °C also at 10 °C/min.
2.4.2 Thermogravimetric Analysis (TGA)
Thermogravimetric analysis (TGA) of the compositions were performed on a Netzsch model Iris® TG 209 F1 equipment from room temperature to 800 °C at a heating rate of 20 °C/min, under nitrogen atmosphere.
2.4. Effectiveness of the compatibilizer agent in PC/ABS blends
The effectiveness of the ABS-g-MA as a compatibilizer agent was verified for PC/ABS blends. PC/ABS blends with different blend ratios (70/30 and 85/15) were prepared using 5 wt% of each ABS-g-MA produced replacing neat ABS. All blends were produced using an AX Plásticos, model AX16:40DR co-rotational twin-screw extruder with screw rotation speed set in 80 rpm and feeding in 20 rpm with the temperature profile of 225/235/245/245/255 °C from the first section to the die. The blends were pelletized and dried on a vacuum oven for 4 h at 80 °C.
Specimens for Izod impact strength tests were pressed into 3.2 mm thick plates in a hydropneumatic press (MH Equipamentos Ltda, model PR8HP) at 260 °C with a pressure of 5 bar for 7 min.
2.5. Characterization of the PC/ABS blends
2.5.1 Impact Izod test
Izod impact strength tests were performed on a CEAST/Instron Izod impactor test machine (model 9050) according ASTM D256-06[2828 American Society for Testing and Materials – ASTM. (2018). ASTM D256 - Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics 1. West Conshohocken: ASTM. http://dx.doi.org/10.1520/D0256-10R18.
http://dx.doi.org/10.1520/D0256-10R18...
]. All the test specimens were notched using a manual notched machine (CEAST/Instron) and the tests were performed using a 5.5 J hammer, the largest hammer available for testing, five samples of each composition were tested.
MINITAB®17 statistical software was used to the Izod impact strength data. First, the data distribution was analyzed by Anderson-Darling test for each composition, then the Levane test was used to evaluate the homogeneity between variances of different compositions[2929 dos Santos, J. C. D., Panzera, T. H., Chistoforo, A. L., Vieira, K. D. O., Schiavon, M. A., & Lahr, F. A. R. (2016). Thermoset polymer reinforced with silica micro and nanoparticles. Journal of Testing and Evaluation, 44(4), 1535-1541. http://dx.doi.org/10.1520/JTE20130331.
http://dx.doi.org/10.1520/JTE20130331...
]. Analyses of variance one-way (ANOVA) were performed to compare the mean size distributions and mean impact strength among the groups, followed by post-HOC Tukey HSD test to compare each pair at α = 0.05[2929 dos Santos, J. C. D., Panzera, T. H., Chistoforo, A. L., Vieira, K. D. O., Schiavon, M. A., & Lahr, F. A. R. (2016). Thermoset polymer reinforced with silica micro and nanoparticles. Journal of Testing and Evaluation, 44(4), 1535-1541. http://dx.doi.org/10.1520/JTE20130331.
http://dx.doi.org/10.1520/JTE20130331...
,3030 Abushowmi, T. H., AlZaher, Z. A., Almaskin, D. F., Qaw, M. S., Abualsaud, R., Akhtar, S., Al-Thobity, A. M., Al-Harbi, F. A., Gad, M. M., & Baba, N. Z. (2020). Comparative effect of glass fiber and nano-filler Addition on denture repair strength. Journal of Prosthodontics, 29(3), 261-268. http://dx.doi.org/10.1111/jopr.13124. PMid:31696582.
http://dx.doi.org/10.1111/jopr.13124...
].
Morphological characterization with scanning electron microscopy (SEM)
The morphology of the PC/ABS blends were analyzed using a FEI Inspect S50 scanning electron microscope operating at 15 keV. The samples of each blend composition were taken immediately at the exit of the extruder die to verify the formation of phases during the extrusion process. These samples were cryogenically fractured with liquid nitrogen, to preserve the morphology, perpendicularly to flow direction and the surfaces were coated with a thin gold layer. To obtain the average and distribution of ABS domains sizes the SEM images were analyzed with the software Image J. First, one image of each blend composition was selected on the same amplified magnitude (10000x), 50 ABS domains[1111 Fu, Y., Song, H., Zhou, C., Zhang, H., & Sun, S. (2013). Modification of the grafting character to prepare PA6/ABS-g-MA blends with higher toughness and stiffness. Polymer Bulletin, 70(6), 1853-1862. http://dx.doi.org/10.1007/s00289-012-0879-7.
http://dx.doi.org/10.1007/s00289-012-087...
] were selected and measured a minimum of ten times each. Then these data were compiled to create a normal size distribution.
3. Results and Discussions
3.1. Characterization of ABS-g-MA
Figure 1A shows the FTIR spectra of ABS and the compatibilizer agents (C1 – C6). For all compositions, it is possible to observe the main ABS characteristics bands. The band at 2238 cm-1 corresponding the C≡N stretch of acrylonitrile[2020 Qi, R., Chen, Z., & Zhou, C. (2005). Solvothermal preparation of maleic anhydride grafted onto acrylonitrile-butadiene-styrene terpolymer (ABS). Polymer, 46(12), 4098-4104. http://dx.doi.org/10.1016/j.polymer.2005.02.116.
http://dx.doi.org/10.1016/j.polymer.2005...
,3131 Bokria, J. G., & Schlick, S. (2002). Spatial effects in the photodegradation of poly(acrylonitrile-butadiene-styrene): A study by ATR-FTIR. Polymer, 43(11), 3239-3246. http://dx.doi.org/10.1016/S0032-3861(02)00152-0.
http://dx.doi.org/10.1016/S0032-3861(02)...
], the bands at 1494 cm-1 and 1602 cm-1 are associated to styrene ring modes and bands at 911 and 966 cm-1 are associated to C-H in plane bending in polybutadiene (PB)[3131 Bokria, J. G., & Schlick, S. (2002). Spatial effects in the photodegradation of poly(acrylonitrile-butadiene-styrene): A study by ATR-FTIR. Polymer, 43(11), 3239-3246. http://dx.doi.org/10.1016/S0032-3861(02)00152-0.
http://dx.doi.org/10.1016/S0032-3861(02)...
,3232 Madhusudhan Rao, B., Raghunath Rao, P., & Sreenivasulu, B. (1999). Grafting of maleic anhydride onto acrylonitrile-butadiene-styrene terpolymer: synthesis and characterization. Polymer-Plastics Technology and Engineering, 38(5), 967-977. http://dx.doi.org/10.1080/03602559909351625.
http://dx.doi.org/10.1080/03602559909351...
]. The bands at 759 and 700 cm-1 are correlated to bends of C-H styrene rings and 1453 cm-1 indicating the scissoring mode of CH2 bonds. And some general peaks like 3200-3000 cm-1 which are associated to aromatic the C-H stretches and 3000-2800 cm-1 to the aliphatic ones[3131 Bokria, J. G., & Schlick, S. (2002). Spatial effects in the photodegradation of poly(acrylonitrile-butadiene-styrene): A study by ATR-FTIR. Polymer, 43(11), 3239-3246. http://dx.doi.org/10.1016/S0032-3861(02)00152-0.
http://dx.doi.org/10.1016/S0032-3861(02)...
]. For the ABS-g-MA curves (C1 to C6) it is possible to observe a new absorbance band at 1780 cm-1 which corresponds to the C=O stretching from anhydride indicating that MA was grafted in the ABS backbone[2020 Qi, R., Chen, Z., & Zhou, C. (2005). Solvothermal preparation of maleic anhydride grafted onto acrylonitrile-butadiene-styrene terpolymer (ABS). Polymer, 46(12), 4098-4104. http://dx.doi.org/10.1016/j.polymer.2005.02.116.
http://dx.doi.org/10.1016/j.polymer.2005...
,3232 Madhusudhan Rao, B., Raghunath Rao, P., & Sreenivasulu, B. (1999). Grafting of maleic anhydride onto acrylonitrile-butadiene-styrene terpolymer: synthesis and characterization. Polymer-Plastics Technology and Engineering, 38(5), 967-977. http://dx.doi.org/10.1080/03602559909351625.
http://dx.doi.org/10.1080/03602559909351...
]. This peak also increases with the concentration of MA and BPO[3232 Madhusudhan Rao, B., Raghunath Rao, P., & Sreenivasulu, B. (1999). Grafting of maleic anhydride onto acrylonitrile-butadiene-styrene terpolymer: synthesis and characterization. Polymer-Plastics Technology and Engineering, 38(5), 967-977. http://dx.doi.org/10.1080/03602559909351625.
http://dx.doi.org/10.1080/03602559909351...
], as is sown in Figure 1B. As shown by Braga et al.[3333 Braga, N. F., Zaggo, H. M., Montanheiro, T. L. A., & Passador, F. R. (2019). Preparation of maleic anhydride grafted poly(trimethylene terephthalate) (PTT-g-MA) by reactive extrusion processing. Journal of Manufacturing and Materials Processing, 3(2), 37. http://dx.doi.org/10.3390/jmmp3020037.
http://dx.doi.org/10.3390/jmmp3020037...
] the C=O stretching band from MA is located at 1709 cm-1. The new absorption band observed in the compatibilizer agents is located at 1780 cm-1 and refers to C=O stretching from anhydride. This shift in the wavelength means that MA was covalently bonded to the ABS backbone, and that the grafting reaction was effective[3434 Montanheiro, T. L. A., Menezes, B. R. C., Ribas, R. G., Montagna, L. S., Campos, T. M. B., Schatkoski, V. M., Righetti, V. A. N., Passador, F. R., & Thim, G. P. (2019). Covalently γ-aminobutyric acid-functionalized carbon nanotubes: improved compatibility with PHBV matrix. SN Applied Sciences. 1, 1177. http://dx.doi.org/10.1007/s42452-019-1224-7
https://doi.org/10.1007/s42452-019-1224-...
,3535 da Silva, T. F., Morgado, G. F. M., Montanheiro, T. L. A., Montagna, L. S., Albers, A. P. F., & Passador, F. R. (2020). A simple mixing method for polyamide 12/attapulgite nanocomposites: structural and mechanical characterization. SN Applied Sciences, 2(3), 369. http://dx.doi.org/10.1007/s42452-020-2153-1.
http://dx.doi.org/10.1007/s42452-020-215...
] suggested by some authors the MA was preferentially grafted onto PB segments of ABS backbone[3232 Madhusudhan Rao, B., Raghunath Rao, P., & Sreenivasulu, B. (1999). Grafting of maleic anhydride onto acrylonitrile-butadiene-styrene terpolymer: synthesis and characterization. Polymer-Plastics Technology and Engineering, 38(5), 967-977. http://dx.doi.org/10.1080/03602559909351625.
http://dx.doi.org/10.1080/03602559909351...
].

FTIR spectra (A) spectra of ABS and ABS-g-MA (C1 to C6) and (B) detail of 1780 cm-1 peak for all composition.
The efficiency of the reactive extrusion process could be associated with grafting degree of MA (%GD) determined by back-titration method and exhibited in Figure 2. For an ease understand of the results, the compositions could be divided into two groups: First, C1, C3 and, C5 which were prepared with 1:0.5 MA:BPO ratio and second, C2, C4, and C6 with 1:1 MA:BPO ratio. First, the %GD increased with the MA concentration comparing composition into each group. This might be associated with the increase in the number of molecules diffusing in the reaction medium (the molten polymer), therefore increasing the probability of grafting reaction onto the polymer back-bone[3232 Madhusudhan Rao, B., Raghunath Rao, P., & Sreenivasulu, B. (1999). Grafting of maleic anhydride onto acrylonitrile-butadiene-styrene terpolymer: synthesis and characterization. Polymer-Plastics Technology and Engineering, 38(5), 967-977. http://dx.doi.org/10.1080/03602559909351625.
http://dx.doi.org/10.1080/03602559909351...
]. Then, an analogous behavior was observed for the initiator concentration when comparing compositions with 1:0.5 MA:BPO and 1:1 MA:BPO. It may be explained by an increase of free radicals formed from thermal decomposing of BPO[3232 Madhusudhan Rao, B., Raghunath Rao, P., & Sreenivasulu, B. (1999). Grafting of maleic anhydride onto acrylonitrile-butadiene-styrene terpolymer: synthesis and characterization. Polymer-Plastics Technology and Engineering, 38(5), 967-977. http://dx.doi.org/10.1080/03602559909351625.
http://dx.doi.org/10.1080/03602559909351...
]. However, even working with high contents of MA and BPO (5 wt% of each component) the grafting degree is still less than 2.0 wt%, as supported the literature on similar process conditions[1414 Frund, Z. N. (2017). Reactive Extrusion. Weinheim, Germany: Wiley-VCH Verlag GmbH & Co. KGaA.]. Another side effect of high initiator and monomer content is polymer chains scissions[2121 Qi, R., Qian, J., & Zhou, C. (2003). Modification of acrylonitrile-butadiene-styrene terpolymer by grafting with maleic anhydride in the melt. I. Preparation and characterization. Journal of Applied Polymer Science, 90(5), 1249-1254. http://dx.doi.org/10.1002/app.12679.
http://dx.doi.org/10.1002/app.12679...
]. In order to understand this effect, the MFI was measured, and the rheological behavior was analyzed.

MFI for ABS-g-MA of all compositions is also shown in Figure 2. It was found that the MFI of ABS-g-MA was higher than the neat ABS resin (around 2.0 g/10min). The MFI of the compatibilizer agents increased with BPO and MA content. The presence of higher levels of BPO has a greater influence on MFI values and the MFI behavior could explain some thermal degradation of ABS under processing conditions. Moreover, a lubricant effect caused by a residual amount of MA and BPO can increase MFI value. A decrease in MFI can occur if the grafting reaction was predominant than chain scission[3232 Madhusudhan Rao, B., Raghunath Rao, P., & Sreenivasulu, B. (1999). Grafting of maleic anhydride onto acrylonitrile-butadiene-styrene terpolymer: synthesis and characterization. Polymer-Plastics Technology and Engineering, 38(5), 967-977. http://dx.doi.org/10.1080/03602559909351625.
http://dx.doi.org/10.1080/03602559909351...
].
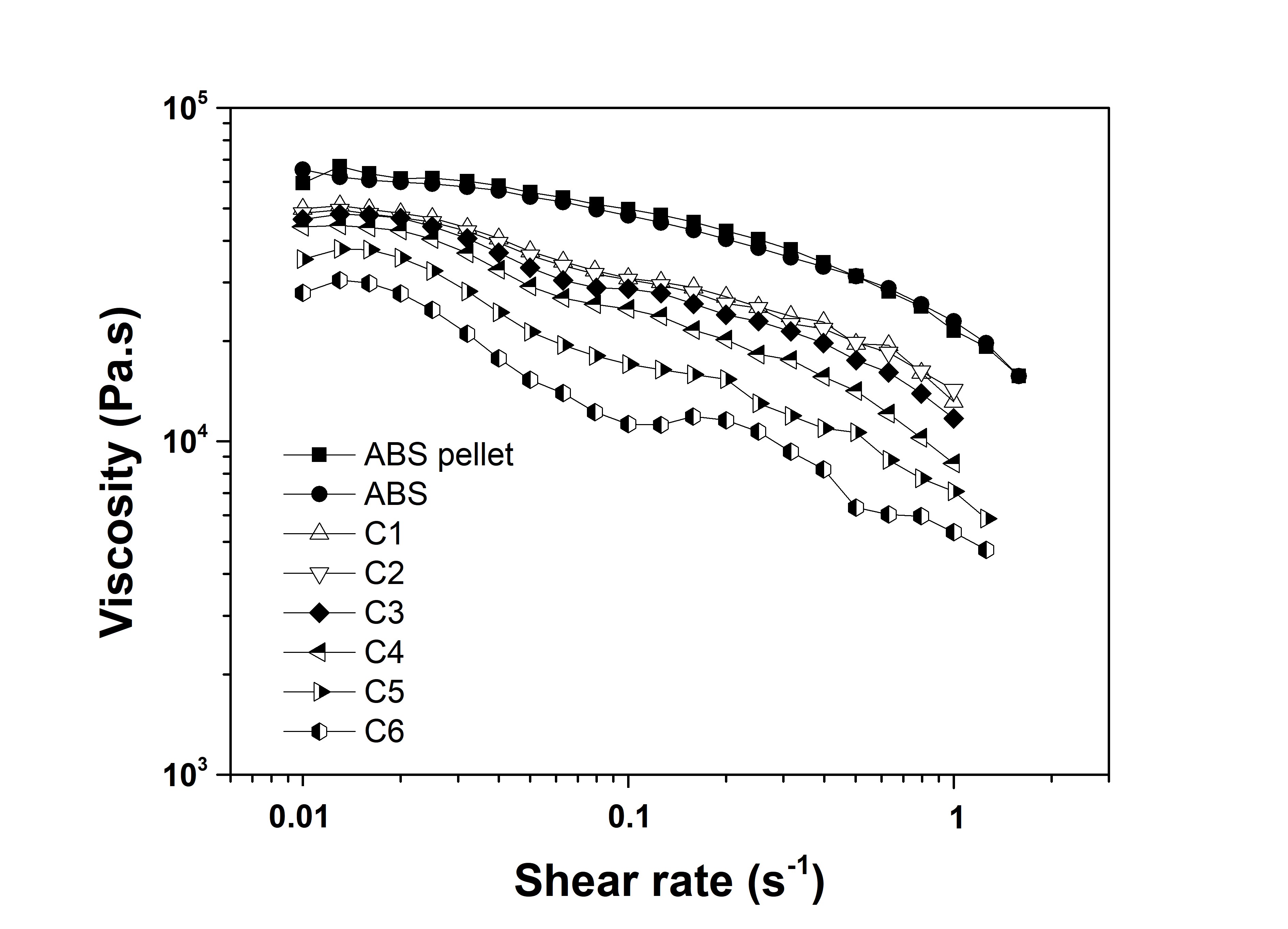
The rheological behavior under low shear rates (0.01 - 1.0 s-1) conditions is commonly used as an indirect way to understand some structural modifications on polymers. At this range of shear rates, a Newtonian behavior is expected for the majority of the thermoplastics and in this analysis the viscosity values for the first Newtonian plateau (η0) will be considered as those measured at 0.01 s-1 [3333 Braga, N. F., Zaggo, H. M., Montanheiro, T. L. A., & Passador, F. R. (2019). Preparation of maleic anhydride grafted poly(trimethylene terephthalate) (PTT-g-MA) by reactive extrusion processing. Journal of Manufacturing and Materials Processing, 3(2), 37. http://dx.doi.org/10.3390/jmmp3020037.
http://dx.doi.org/10.3390/jmmp3020037...
]. Figure 3 shows the viscosity as function of the shear rate of the samples at 210 °C.

Viscosity curve as a function of the shear rate obtained by deformational rheometry of non-processed ABS (ABS pellet), processed ABS (ABS) and ABS-g-MA (C1 – C6) compositions.
Comparing the rheological behavior of ABS pellet and the processed ABS it is possible to conclude that the processing conditions applied had no significant influence on the material molecular structure. For the ABS-g-MA compositions (C1 to C6) the η0 were lower than ABS. The extension of the Newtonian plateau for all samples is small, restricted to very low shear rates and the greater the MA and BPO contents (samples C5 and C6) the smaller the plateau extension. Thus ABS and ABS-g-MA presented a pseudo-plastic behavior even at low shear rates. Agreeing to MFI results, the viscosity reduction may be associated with molecular weight reduction, due to ABS chain scissions[3434 Montanheiro, T. L. A., Menezes, B. R. C., Ribas, R. G., Montagna, L. S., Campos, T. M. B., Schatkoski, V. M., Righetti, V. A. N., Passador, F. R., & Thim, G. P. (2019). Covalently γ-aminobutyric acid-functionalized carbon nanotubes: improved compatibility with PHBV matrix. SN Applied Sciences. 1, 1177. http://dx.doi.org/10.1007/s42452-019-1224-7
https://doi.org/10.1007/s42452-019-1224-...
] and a possible lubricant effect of a residual amount of BPO and MA molecules.
Table 2 presents the values of glass transition temperature (Tg) of SAN present in ABS for first and second heating. First, comparing Tg values between the heating cycles is clearly observed that the Tg is higher in the second heat cycle for all compositions. It might indicate the presence of some molecule acting as a plasticizer which exudates on the first heating cycle[2424 Brydson, J. (1999). Plastic Materials. Oxford, England: Butterworth-Heinemann.], and on the present context, could be non-reacted BPO and MA molecules or some molecules with little molecular weight formed between them.
Values of glass transition (Tg) of SAN phase of ABS on fisrt and second heating. TGA analys results in terms of the temperature of 10, 50 and 90% mass loss and temperature of maximum degradation rate.
Comparing the Tg values it was observed a decrease in Tg with the MA content. One hypothesis is that MA grafting reactions and the degradation of ABS occur simultaneously during reactive extrusion and both events affect the Tg value. MA grafted on ABS chains could increase Tg making it more rigid[2424 Brydson, J. (1999). Plastic Materials. Oxford, England: Butterworth-Heinemann.,3232 Madhusudhan Rao, B., Raghunath Rao, P., & Sreenivasulu, B. (1999). Grafting of maleic anhydride onto acrylonitrile-butadiene-styrene terpolymer: synthesis and characterization. Polymer-Plastics Technology and Engineering, 38(5), 967-977. http://dx.doi.org/10.1080/03602559909351625.
http://dx.doi.org/10.1080/03602559909351...
]. However, the short MA branches[88 Farzadfar, A., Khorasani, S. N., & Khalili, S. (2014). Blends of recycled polycarbonate and acrylonitrile-butadiene-styrene: comparing the effect of reactive compatibilizers on mechanical and morphological properties. Polymer International, 63(1), 145-150. http://dx.doi.org/10.1002/pi.4493.
http://dx.doi.org/10.1002/pi.4493...
] and more chain ends[2424 Brydson, J. (1999). Plastic Materials. Oxford, England: Butterworth-Heinemann.] resultant from the chains scissions decrease the Tg value. Even some authors had observed the opposite behavior for the Tg[3232 Madhusudhan Rao, B., Raghunath Rao, P., & Sreenivasulu, B. (1999). Grafting of maleic anhydride onto acrylonitrile-butadiene-styrene terpolymer: synthesis and characterization. Polymer-Plastics Technology and Engineering, 38(5), 967-977. http://dx.doi.org/10.1080/03602559909351625.
http://dx.doi.org/10.1080/03602559909351...
], but for ABS-g-MA prepared on the solvent approach which is less susceptible to degradation of ABS[1414 Frund, Z. N. (2017). Reactive Extrusion. Weinheim, Germany: Wiley-VCH Verlag GmbH & Co. KGaA.], so that supports a possible degradation process on higher contents of BPO and MA.
The TGA results are expressed in terms of the temperature of 10, 50 and 90% mass loss and temperature of maximum degradation rate (Tmax), presented in Table 2.
For ABS-g-MA (C4 to C6), it is possible to observe a mass loss before the main degradation step, which is probably associated with residual molecules of MA and BPO. This mass loss increases gradually with the reactant´s content. T10 for ABS-g-MA was lower than for ABS and decreases gradually for C4 to C6, this may be explained by the presence of residual molecules and a possible reduction in molecular weight by oxidative chain scissions on reactive extrusion, supporting the MFI and DSC results.
3.2. Effectiveness of ABS-g-MA as compatibilizer agent for PC/ABS blends.
The Izod impact strength values of PC/ABS blends with different blend ratios are shown in Table 3. During the impact test two different specimen failures were observed according to ASTM D256-06 standard. For the most composition occurred a partial break (P), which the specimen had an incomplete break higher than 90% of the sample length and still supporting itself vertically. On the other hand, for other compositions, the specimens had failed by a complete break (C) been separated into two parts[3636 Lee, M. P., Hiltner, A., & Baer, E. (1992). Fractography of injection molded polycarbonate acrylonitrile-butadiene-styrene terpolymer blends. Polymer Engineering and Science, 32(13), 909-919. http://dx.doi.org/10.1002/pen.760321311.
http://dx.doi.org/10.1002/pen.760321311...
].
The ANOVA results for impact strength proved a statistical difference between groups (p-value of 0.000 and F-Value of 228.64)[2929 dos Santos, J. C. D., Panzera, T. H., Chistoforo, A. L., Vieira, K. D. O., Schiavon, M. A., & Lahr, F. A. R. (2016). Thermoset polymer reinforced with silica micro and nanoparticles. Journal of Testing and Evaluation, 44(4), 1535-1541. http://dx.doi.org/10.1520/JTE20130331.
http://dx.doi.org/10.1520/JTE20130331...
,3030 Abushowmi, T. H., AlZaher, Z. A., Almaskin, D. F., Qaw, M. S., Abualsaud, R., Akhtar, S., Al-Thobity, A. M., Al-Harbi, F. A., Gad, M. M., & Baba, N. Z. (2020). Comparative effect of glass fiber and nano-filler Addition on denture repair strength. Journal of Prosthodontics, 29(3), 261-268. http://dx.doi.org/10.1111/jopr.13124. PMid:31696582.
http://dx.doi.org/10.1111/jopr.13124...
,3434 Montanheiro, T. L. A., Menezes, B. R. C., Ribas, R. G., Montagna, L. S., Campos, T. M. B., Schatkoski, V. M., Righetti, V. A. N., Passador, F. R., & Thim, G. P. (2019). Covalently γ-aminobutyric acid-functionalized carbon nanotubes: improved compatibility with PHBV matrix. SN Applied Sciences. 1, 1177. http://dx.doi.org/10.1007/s42452-019-1224-7
https://doi.org/10.1007/s42452-019-1224-...
,3535 da Silva, T. F., Morgado, G. F. M., Montanheiro, T. L. A., Montagna, L. S., Albers, A. P. F., & Passador, F. R. (2020). A simple mixing method for polyamide 12/attapulgite nanocomposites: structural and mechanical characterization. SN Applied Sciences, 2(3), 369. http://dx.doi.org/10.1007/s42452-020-2153-1.
http://dx.doi.org/10.1007/s42452-020-215...
], so the different compositions were classified in statistically different groups by the post-HOC Tukey test exhibited in Table 3.
The addition of ABS increases the PC toughness for both PC/ABS blend ratios (70/30 and 85/15) with a synergistic effect, higher to PC/ABS (85/15), agreeing with Greco et al.[3737 Greco, R., Astarita, M. F., Dong, L., & Sorrentino, A. (1994). Polycarbonate/ABS blends: Processability, thermal properties, and mechanical and impact behavior. Advances in Polymer Technology, 13(4), 259-274. http://dx.doi.org/10.1002/adv.1994.060130402.
http://dx.doi.org/10.1002/adv.1994.06013...
] results for PC/ABS blends with ratios between 15-30 wt% of ABS. The higher impact strength for 85/15 than 70/30 ratio was explained for Lee et al.[3636 Lee, M. P., Hiltner, A., & Baer, E. (1992). Fractography of injection molded polycarbonate acrylonitrile-butadiene-styrene terpolymer blends. Polymer Engineering and Science, 32(13), 909-919. http://dx.doi.org/10.1002/pen.760321311.
http://dx.doi.org/10.1002/pen.760321311...
] as a change in the main toughening mechanism. The addition of compatibilizer agents C2 and C5 did not significantly change the impact strength in comparison with the non-compatibilized blends for both blend ratios. The compatibilizers C1, C3, and C4 significantly decreased the impact strength of PC/ABS (85/15), which may be associated with a non-homogeneous morphology[1010 Ryu, S. C., Kim, J. Y., & Kim, W. N. (2018). Relationship between the interfacial tension and compatibility of polycarbonate and poly(acrylonitrile–butadiene–styrene) blends with reactive compatibilizers. Journal of Applied Polymer Science, 135(26), 1-10. http://dx.doi.org/10.1002/app.46418.
http://dx.doi.org/10.1002/app.46418...
].
The addition of C6 as a compatibilizer agent for PC/ABS (70/30) and PC/ABS (85/15) resulted in the lowest impact strength, comparable with the values of the neat materials PC and ABS. C6 is the ABS-g-MA with higher content of MA grafted and the degradation by severing chain scissions suffered during the melt-graft process probably generates a weaker interface on PC/ABS blends.
The micrographs of the blends are shown in Figure 4. For all blends, it is possible to observe ABS domains on a PC matrix which are marked by interface lines.

SEM micrographs of fractured surfaces of (A) PC/ABS (70/30), (B) PC/ABS/C3(70/25/5), (C) PC/ABS/C5(70/25/5), (D) PC/ABS/C6(70/25/5), (E) PC/ABS (85/15), (F) PC/ABS/C3(85/10/5), (G) PC/ABS/C5(85/10/5) and (F) PC/ABS/C6(85/10/5) with magnification of 15000x.
Comparing PC/ABS (70/30) non-compatibilized blend (Figure 4A) with the compatibilized blend using C3 (Figure 4B) and C5 (Figure 4C) as compatibilizer agents it is possible to note a gradual reduction on the size of ABS domains. Moreover, a more homogeneous and thinner dispersion for C5 is observed and is in accordance with other works[99 Zhao, B., Wang, Q., Hu, G., Wang, B., Li, Y., Song, J., Wang, Z., & Li, Q. (2012). Effect of methyl methacrylate graft acrylonitrile-butadiene-styrene on morphology and properties of polycarbonate/acrylonitrile-butadiene-styrene blend. Journal of Macromolecular Science, Part B: Physics, 51(11), 2276-2283. http://dx.doi.org/10.1080/00222348.2012.672839.
http://dx.doi.org/10.1080/00222348.2012....
]. However, for the PC/ABS blend using C6 as compatibilizer agent (Figure 4D) it is possible to observe that the ABS domains increase, suggesting a coalescence of ABS domains with a heterogeneous form.
Blends morphologies are strongly correlated to the content of each polymer[55 Paul, D. R. (1978). Polymer Blends. New York: Academic Press. http://dx.doi.org/10.1016/B978-0-12-546802-2.50012-9.
http://dx.doi.org/10.1016/B978-0-12-5468...
]. Comparing the two blend ratios (70/30 and 85/15), the PC/ABS (85/15) presents a thinner dispersion and size of the ABS domains. Increasing the content of the higher viscosity phase (PC) causes a change in the viscosity ratio between the disperse phase and the matrix[55 Paul, D. R. (1978). Polymer Blends. New York: Academic Press. http://dx.doi.org/10.1016/B978-0-12-546802-2.50012-9.
http://dx.doi.org/10.1016/B978-0-12-5468...
]. For PC/ABS blend (85/15) the addition of C3 as a compatibilizer agent results in an increase in the size of ABS domains, which may be correlated with the lower impact strength for blends PC/ABS (85/15) with the addition of C3 and C4. A better dispersion and distribution of the ABS phase was observed for the PC/ABS blends that use C5.
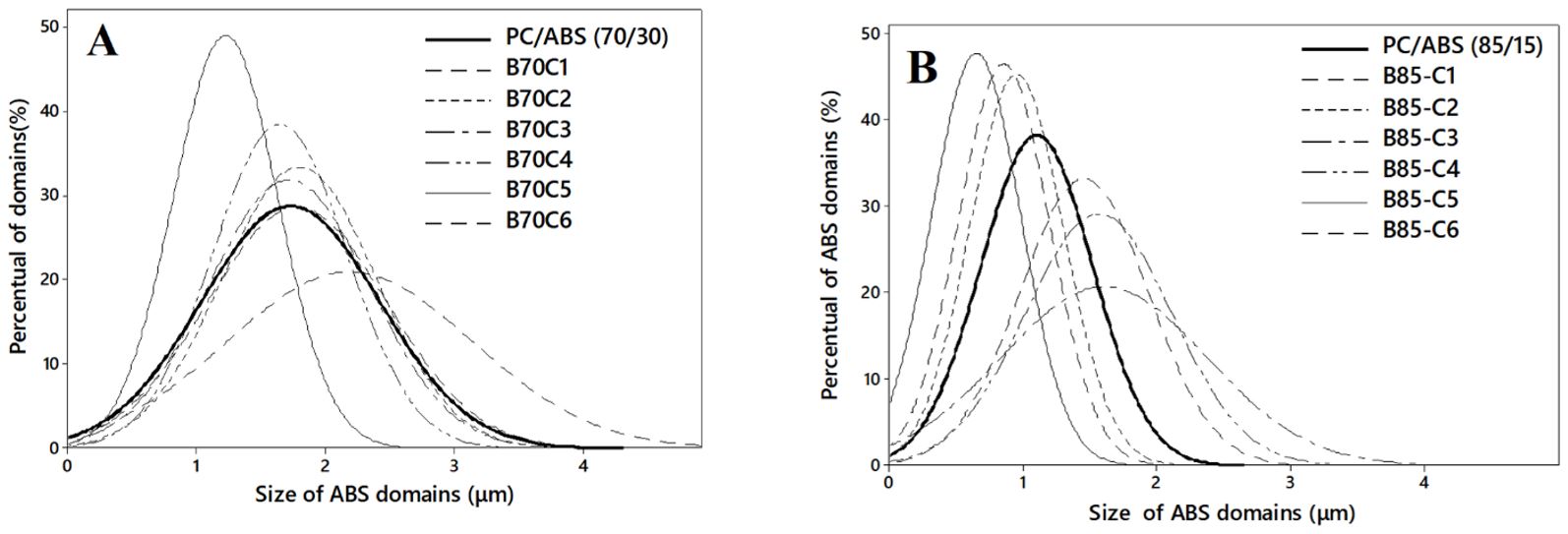
Figure 5 shows the effect of compatibilizer addition in size distributions of ABS domains in blends PC/ABS (70/30) (Figure 5A) and PC/ABS (85/15) (Figure 5B), respectively. The distributions of the blend are represented in bold lines. Looking at both different blends compositions the thinner dispersion of PC/ABS (85/15) is confirmed quantitatively, agreeing with the qualitative analyses.

Size ABS domains distribution for PC/ABS with different blend ratio e ABS-g-MA composition (A) 70/30 and (A)85/15.
According to the Izod impact test, the compositions of ABS-g-MA (C2 and C5) could be used for PC/ABS blends of both blend ratio. However, based on the sizes distribution is observed that the addition of C5 as compatibilizer agent is promoted the thinnest and narrowest distribution for both PC/ABS blends compositions, indicating that it may be the best compatibilizer agent for that system.
4. Conclusions
Maleic anhydride was successfully melt grafted into ABS by a reactive extrusion process. The effectiveness of the ABS-g-MA as a compatibilizer agent has been confirmed for PC/ABS blends with different blend ratios (70/30 and 85/15). FTIR spectra of ABS-g-MA of all compositions showed a new characteristic band at 1780 cm-1 confirming the graft reaction of MA onto the ABS chain. Grafting degree analysis indicated a proportional increase with the MA and BPO content, MFI and rheological behavior suggested a reduction in the molecular weight of ABS due to chain scissions. For the PC/ABS blends, the Izod impact tests confirmed that ABS improved the PC impact strength and that ABS-g-MA compatibilizer agents C2 and C5 could be used for both blend ratios. The morphologies analyzed by SEM and qualitative analyzes of size ABS domains distribution suggests that ABS-g-MA composition C5 might be the best compatibilizer agent for PC/ABS blends.
5. Acknowledgements
The authors are grateful to Brazilian Funding institution FAPESP (Fundação de Amparo à Pesquisa do Estado de São Paulo – 2019/11130-9) and CNPq (Conselho Nacional de Desenvolvimento Científico e Tecnológico – 310196/2018-3 and 405675/2018-6) for the financial support.
-
How to cite: Anjos, E. G. R., Marini, J., Montagna, L. S., Montanheiro, T. L. A., & Passador, F. R. (2020). Reactive processing of maleic anhydride-grafted ABS and its compatibilizing effect on PC/ABS blends. Polímeros: Ciência e Tecnologia, 30(4), e2020039. https://doi.org/10.1590/0104-1428.09220.
6. References
-
1Mengual, A., Juárez, D., Balart, R., & Ferrándiz, S. (2017). PE-g-MA, PP-g-MA and SEBS-g-MA compatibilizers used in material blends. Procedia Manufacturing, 13, 321-326. http://dx.doi.org/10.1016/j.promfg.2017.09.083
» https://doi.org/10.1016/j.promfg.2017.09.083 -
2Kim, I. C., Kwon, K. H., & Kim, W. N. (2018). Gloss reduction and morphological properties of polycarbonate and poly(methyl methacrylate-acrylonitrile-butadiene-styrene) blends with SAN-co-GMA as a reactive compatibilizer. Journal of Applied Polymer Science, 135(27), 1-9. http://dx.doi.org/10.1002/app.46450
» http://dx.doi.org/10.1002/app.46450 -
3Ramesh, V., Biswal, M., Mohanty, S., & Nayak, S. K. (2014). Compatibilization effect of EVA-g-MAH on mechanical, morphological and rheological properties of recycled PC/ABS blend. Materials Express, 4(6), 499-507. http://dx.doi.org/10.1166/mex.2014.1198
» http://dx.doi.org/10.1166/mex.2014.1198 -
4Utracki, A. L. (2002). Polymer Blends Handbook Netherlands, Dordrecht: Springer.
-
5Paul, D. R. (1978). Polymer Blends New York: Academic Press. http://dx.doi.org/10.1016/B978-0-12-546802-2.50012-9
» http://dx.doi.org/10.1016/B978-0-12-546802-2.50012-9 -
6Rzayev, Z. M. O. (2011). Graft copolymers of maleic anhydride and its isostructural analogues: High performance engineering materials. International Review of Chemical Engineering, 3, 153-215. http://dx.doi.org/10.15866/ireamt.v2i5.7001.
» https://doi.org/10.15866/ireamt.v2i5.7001 -
7Zou, W., Huang, J., Zeng, W., & Lu, X. (2020). Effect of ethylene–butylacrylate–glycidyl methacrylate on compatibility properties of poly (butylene terephthalate)/thermoplastic polyurethane blends. ES Energy&Environment, 9, 67-73. http://dx.doi.org/10.30919/esee8c180.
» https://doi.org/10.30919/esee8c180 -
8Farzadfar, A., Khorasani, S. N., & Khalili, S. (2014). Blends of recycled polycarbonate and acrylonitrile-butadiene-styrene: comparing the effect of reactive compatibilizers on mechanical and morphological properties. Polymer International, 63(1), 145-150. http://dx.doi.org/10.1002/pi.4493
» http://dx.doi.org/10.1002/pi.4493 -
9Zhao, B., Wang, Q., Hu, G., Wang, B., Li, Y., Song, J., Wang, Z., & Li, Q. (2012). Effect of methyl methacrylate graft acrylonitrile-butadiene-styrene on morphology and properties of polycarbonate/acrylonitrile-butadiene-styrene blend. Journal of Macromolecular Science, Part B: Physics, 51(11), 2276-2283. http://dx.doi.org/10.1080/00222348.2012.672839
» http://dx.doi.org/10.1080/00222348.2012.672839 -
10Ryu, S. C., Kim, J. Y., & Kim, W. N. (2018). Relationship between the interfacial tension and compatibility of polycarbonate and poly(acrylonitrile–butadiene–styrene) blends with reactive compatibilizers. Journal of Applied Polymer Science, 135(26), 1-10. http://dx.doi.org/10.1002/app.46418
» http://dx.doi.org/10.1002/app.46418 -
11Fu, Y., Song, H., Zhou, C., Zhang, H., & Sun, S. (2013). Modification of the grafting character to prepare PA6/ABS-g-MA blends with higher toughness and stiffness. Polymer Bulletin, 70(6), 1853-1862. http://dx.doi.org/10.1007/s00289-012-0879-7
» http://dx.doi.org/10.1007/s00289-012-0879-7 -
12Jang, S. P., & Kim, D. (2000). Thermal, mechanical, and diffusional properties of nylon 6/ABS polymer blends: compatibilizer effect. Polymer Engineering and Science, 40(7), 1635-1642. http://dx.doi.org/10.1002/pen.11295
» http://dx.doi.org/10.1002/pen.11295 -
13dos Anjos, E. G. R., Backes, E. H., Marini, J., Pessan, L. A., Montagna, L. S., & Passador, F. R. (2019). Effect of LLDPE-g-MA on the rheological, thermal, mechanical properties and morphological characteristic of PA6/LLDPE blends. Journal of Polymer Research, 26(6), 1-10. http://dx.doi.org/10.1007/s10965-019-1800-y
» http://dx.doi.org/10.1007/s10965-019-1800-y -
14Frund, Z. N. (2017). Reactive Extrusion Weinheim, Germany: Wiley-VCH Verlag GmbH & Co. KGaA.
-
15Tjong, S. C., & Meng, Y. Z. (2000). Effect of reative compatibilizers on the mechanical properties of polycarbotnate/ABS blends. European Polymer Journal, 36, 123-129. http://dx.doi.org/10.1016/S0014-3057(99)00044-0
» http://dx.doi.org/10.1016/S0014-3057(99)00044-0 -
16Montanheiro, T. L. A., Passador, F. R., Oliveira, M. P., Duran, N., & Lemes, A. P. (2016). Preparation and characterization of maleic anhydride grafted poly (hydroxybutirate-CO-hydroxyvalerate)-PHBV-g-MA. Materials Research, 19(1), 229-235. http://dx.doi.org/10.1590/1980-5373-MR-2015-0496
» http://dx.doi.org/10.1590/1980-5373-MR-2015-0496 -
17Das, V., Kumar, V., Singh, A., Gautam, S. S., & Pandey, A. K. (2012). Compatibilization efficacy of LLDPE-g-MA on mechanical, thermal, morphological and water absorption properties of Nylon-6/LLDPE blends. Polymer-Plastics Technology and Engineering, 51(5), 446-454. http://dx.doi.org/10.1080/03602559.2011.639840
» http://dx.doi.org/10.1080/03602559.2011.639840 -
18Roeder, J., Oliveira, R. V. B., Gonçalves, M. C., Soldi, V., & Pires, A. T. N. (2002). Polypropylene/polyamide-6 blends: influence of compatibilizing agent on interface domains. Polymer Testing, 21(7), 815-821. http://dx.doi.org/10.1016/S0142-9418(02)00016-8
» http://dx.doi.org/10.1016/S0142-9418(02)00016-8 -
19Ma, P., Jiang, L., Ye, T., Dong, W., & Chen, M. (2014). Melt free-radical grafting of maleic anhydride onto biodegradable poly(lactic acid) by using styrene as a comonomer. Polymers, 6(5), 1528-1543. http://dx.doi.org/10.3390/polym6051528
» http://dx.doi.org/10.3390/polym6051528 -
20Qi, R., Chen, Z., & Zhou, C. (2005). Solvothermal preparation of maleic anhydride grafted onto acrylonitrile-butadiene-styrene terpolymer (ABS). Polymer, 46(12), 4098-4104. http://dx.doi.org/10.1016/j.polymer.2005.02.116
» http://dx.doi.org/10.1016/j.polymer.2005.02.116 -
21Qi, R., Qian, J., & Zhou, C. (2003). Modification of acrylonitrile-butadiene-styrene terpolymer by grafting with maleic anhydride in the melt. I. Preparation and characterization. Journal of Applied Polymer Science, 90(5), 1249-1254. http://dx.doi.org/10.1002/app.12679
» http://dx.doi.org/10.1002/app.12679 -
22Triantou, M. I., & Tarantili, P. A. (2014). Studies on morphology and thermomechanical performance of ABS/PC/Organoclay hybrids. Polymer Composites, 35(7), 1395-1407. http://dx.doi.org/10.1002/pc.22792
» http://dx.doi.org/10.1002/pc.22792 -
23Li, H., Zhao, J., Liu, S., & Yuan, Y. (2014). Polycarbonate-acrylonitrile-butadiene-styrene blends with simultaneously improved compatibility and flame retardancy. RSC Advances, 4(20), 10395-10401. http://dx.doi.org/10.1039/c3ra45617j
» http://dx.doi.org/10.1039/c3ra45617j -
24Brydson, J. (1999). Plastic Materials Oxford, England: Butterworth-Heinemann.
-
25Rao, B. M., Rao, P. R., & Sreenivasulu, B. (2008). Grafting of maleic anhydride onto acrylonitrile-butadiene-styrene terpolymer: synthesis and characterization. Polymer-Plastics Technology and Engineering, 38(5), 967-977. http://dx.doi.org/10.1080/03602559909351625
» http://dx.doi.org/10.1080/03602559909351625 -
26Balakrishnan, S., Neelakantan, N. R., & Jaisankar, S. N. (1999). Effect of functionality levels and compatibility of polycarbonate blends with maleic anhydride grafted ABS. J Appl Journal of Applied Polymer Science, 74(8), 2102-2110. http://dx.doi.org/10.1002/(SICI)1097-4628(19991121)74:8<2102::AID-APP27>3.0.CO;2-Y
» http://dx.doi.org/10.1002/(SICI)1097-4628(19991121)74:8<2102::AID-APP27>3.0.CO;2-Y -
27American Society for Testing and Materials – ASTM. (2013) ASTM D1238 - Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer West Conshohocken: ASTM. http://dx.doi.org/10.1520/D1238-13
» http://dx.doi.org/10.1520/D1238-13 -
28American Society for Testing and Materials – ASTM. (2018). ASTM D256 - Standard Test Methods for Determining the Izod Pendulum Impact Resistance of Plastics 1 West Conshohocken: ASTM. http://dx.doi.org/10.1520/D0256-10R18
» http://dx.doi.org/10.1520/D0256-10R18 -
29dos Santos, J. C. D., Panzera, T. H., Chistoforo, A. L., Vieira, K. D. O., Schiavon, M. A., & Lahr, F. A. R. (2016). Thermoset polymer reinforced with silica micro and nanoparticles. Journal of Testing and Evaluation, 44(4), 1535-1541. http://dx.doi.org/10.1520/JTE20130331
» http://dx.doi.org/10.1520/JTE20130331 -
30Abushowmi, T. H., AlZaher, Z. A., Almaskin, D. F., Qaw, M. S., Abualsaud, R., Akhtar, S., Al-Thobity, A. M., Al-Harbi, F. A., Gad, M. M., & Baba, N. Z. (2020). Comparative effect of glass fiber and nano-filler Addition on denture repair strength. Journal of Prosthodontics, 29(3), 261-268. http://dx.doi.org/10.1111/jopr.13124 PMid:31696582.
» http://dx.doi.org/10.1111/jopr.13124 -
31Bokria, J. G., & Schlick, S. (2002). Spatial effects in the photodegradation of poly(acrylonitrile-butadiene-styrene): A study by ATR-FTIR. Polymer, 43(11), 3239-3246. http://dx.doi.org/10.1016/S0032-3861(02)00152-0
» http://dx.doi.org/10.1016/S0032-3861(02)00152-0 -
32Madhusudhan Rao, B., Raghunath Rao, P., & Sreenivasulu, B. (1999). Grafting of maleic anhydride onto acrylonitrile-butadiene-styrene terpolymer: synthesis and characterization. Polymer-Plastics Technology and Engineering, 38(5), 967-977. http://dx.doi.org/10.1080/03602559909351625
» http://dx.doi.org/10.1080/03602559909351625 -
33Braga, N. F., Zaggo, H. M., Montanheiro, T. L. A., & Passador, F. R. (2019). Preparation of maleic anhydride grafted poly(trimethylene terephthalate) (PTT-g-MA) by reactive extrusion processing. Journal of Manufacturing and Materials Processing, 3(2), 37. http://dx.doi.org/10.3390/jmmp3020037
» http://dx.doi.org/10.3390/jmmp3020037 -
34Montanheiro, T. L. A., Menezes, B. R. C., Ribas, R. G., Montagna, L. S., Campos, T. M. B., Schatkoski, V. M., Righetti, V. A. N., Passador, F. R., & Thim, G. P. (2019). Covalently γ-aminobutyric acid-functionalized carbon nanotubes: improved compatibility with PHBV matrix. SN Applied Sciences 1, 1177. http://dx.doi.org/10.1007/s42452-019-1224-7
» https://doi.org/10.1007/s42452-019-1224-7 -
35da Silva, T. F., Morgado, G. F. M., Montanheiro, T. L. A., Montagna, L. S., Albers, A. P. F., & Passador, F. R. (2020). A simple mixing method for polyamide 12/attapulgite nanocomposites: structural and mechanical characterization. SN Applied Sciences, 2(3), 369. http://dx.doi.org/10.1007/s42452-020-2153-1
» http://dx.doi.org/10.1007/s42452-020-2153-1 -
36Lee, M. P., Hiltner, A., & Baer, E. (1992). Fractography of injection molded polycarbonate acrylonitrile-butadiene-styrene terpolymer blends. Polymer Engineering and Science, 32(13), 909-919. http://dx.doi.org/10.1002/pen.760321311
» http://dx.doi.org/10.1002/pen.760321311 -
37Greco, R., Astarita, M. F., Dong, L., & Sorrentino, A. (1994). Polycarbonate/ABS blends: Processability, thermal properties, and mechanical and impact behavior. Advances in Polymer Technology, 13(4), 259-274. http://dx.doi.org/10.1002/adv.1994.060130402
» http://dx.doi.org/10.1002/adv.1994.060130402
Publication Dates
-
Publication in this collection
15 Feb 2021 -
Date of issue
2020
History
-
Received
19 Oct 2020 -
Reviewed
03 Nov 2020 -
Accepted
17 Dec 2020