Abstract
A kind of medium-carbon low-alloy dual-phase steels with high-content martensite produced by intercritical annealing at 785-830 ºC for 10-50 minutes were studied in aspect of microstructures and work hardening behavior using SEM and tensile testing machine. The experimental results showed that the work hardening of the studied steels obeyed the two-stage work hardening mechanism, whose work hardening exponent of the first stage was higher than that of the second stage. The work hardening exponent increased with increasing the intercritical annealing temperature and time. For series A steel intercritically annealed at 785 ºC with starting microstructure of ferrite plus pearlite, austenite nucleated at the pearlite colonies, so the holding time of only 50 minutes can increase the work hardening exponent obviously. For series B steel with starting microstructure of martensite, austenite nucleated at lath interfaces, lath colony boundaries of primary martensite and carbides, accelerating the formation of austenite, so holding time for 30 minutes made the work hardening exponent increase obviously. High work hardening rate during initial plastic deformation (<0.5% strain) was observed.
dual phase steels; work hardening; mechanical properties; microstructures
Study on microstructures and work hardening behavior of ferrite-martensite dual-phase steels with high-content martensite
Xiurong Zuoa,b,* * e-mail: zuoxiurong@126.com ; Yunbo ChenII; Miaohui WangII
ISchool of Physics and Engineering, Zhengzhou University, Zhengzhou, 450052, PR, China
IIAdvanced Manufacture Technology Center, China Academy of Machinery Science and Technology, Beijing, 100083, PR, China
ABSTRACT
A kind of medium-carbon low-alloy dual-phase steels with high-content martensite produced by intercritical annealing at 785-830 ºC for 10-50 minutes were studied in aspect of microstructures and work hardening behavior using SEM and tensile testing machine. The experimental results showed that the work hardening of the studied steels obeyed the two-stage work hardening mechanism, whose work hardening exponent of the first stage was higher than that of the second stage. The work hardening exponent increased with increasing the intercritical annealing temperature and time. For series A steel intercritically annealed at 785 ºC with starting microstructure of ferrite plus pearlite, austenite nucleated at the pearlite colonies, so the holding time of only 50 minutes can increase the work hardening exponent obviously. For series B steel with starting microstructure of martensite, austenite nucleated at lath interfaces, lath colony boundaries of primary martensite and carbides, accelerating the formation of austenite, so holding time for 30 minutes made the work hardening exponent increase obviously. High work hardening rate during initial plastic deformation (<0.5% strain) was observed.
Keywords: dual phase steels, work hardening, mechanical properties, microstructures
1. Introduction
The dual-phase (DP) steels have impressive mechanical properties, such as continuous yielding behavior, superior strength-ductility and excellent formability, compared to the low-alloy high-strength steel with similar strength. DP steels consist of a dispersion of hard martensite grains in a soft ferrite matrix, which can be produced by intercritical annealing. In order to get the ideal martensite volume fraction, the intercritical annealing temperature, holding time and cooling rate must be controlled. Many investigations have been conducted on the low-carbon low-alloy DP steels, containing 20-25% volume fraction martensite1-4. Low-carbon DP steels with high-content martensite have also been investigated recently5. However, deformation behavior of medium-carbon DP steels with high-content martensite has been rarely studied so far.
In this study, a kind of medium-carbon low-alloy steels was chosen to produce DP steels with high-content martensite by intercritical annealing, and mechanical properties and work hardening behavior of this DP steel were also discussed.
2. Experimental Procedures
The chemical composition of the steel was 0.37C, 0.48Si, 0.86Mn, 1.67Cr, 0.36Mo, 0.015P, 0.003S, wt. (%). Primary materials were thick hot-rolled plates. It was first normalized at 860 ºC for 1 hour followed by air cooling for obtaining a more uniform microstructure. The initial microstructures with ferrite plus pearlite were obtained by re-austenitising normalized specimens at 860 ºC for 30 minutes and furnace cooling. Dual-phase microstructure derived from ferrite plus pearlite initial microstructure was labeled "series A". The other initial microstructure was obtained by re-austenitising normalized specimens at 860 ºC for 30 minutes and water quenching, which produced a microstructure that was nearly wholly martensite. Dual-phase microstructure derived from martensite initial microstructure was labeled "series B". Four ICATs (intercritical annealing temperature) of 785, 800, 815, 830 ºC for 30 minutes were selected, and three holding time of 10, 30, 50 minutes at 785 ºC was also selected.
Microstructure examination of the DP steels was performed using JSM6700F scan electron microscopy. Samples were prepared following the standard metallographic procedures. The polished specimens were etched with 4% nital solution for microstructure observation. The tensile samples with a gauge length of 25 mm and a gauge diameter of 5 mm were prepared. The mechanical properties were tested at room temperature and the tensile velocity was 1.0 mm/min.
3. Results and Discussion
3.1. Stress-strain curves
Figure 1 shows the true stress-strain curves of the DP steels with different heat treatment process. As can be seen from Figure 1, the stress-strain curves of steels intercritically annealed between 785 ºC and 830 ºC exhibited continuous yielding behavior and high hardening rate at early stages of plastic deformation. Elongation of series A steel and series B steel all decreased with increasing intercritical annealing temperature. Tensile strength peaked when annealing at 800 ºC, which did not increase with further increasing annealing temperature. Stress and elongation of the series B steel were higher than those of the series A steel when annealed at 785 ºC for 30 minutes and 800 ºC for 30 minutes, respectively.
Elongation of series A steel and series B steel all decreased with increasing intercritical annealing soaking time ranging from 10 minutes to 50 minutes at 785 ºC. Stress obviously increased with increasing soaking time from 10 minutes to 50 minutes for series A steel, and from 10 minutes to 30 minutes for series B steel. Stress and elongation of series B steel were higher than those of series A steel when intercritically annealed at 785 ºC for 10 minutes, 30 minutes and 50 minutes, respectively.
3.2. Work hardening exponent
The flow behavior of series A and series B steels can be described by Hollomon Equation 1.

where σt is the true stress, εt is the true strain, 'k' is the strength coefficient and 'n' is called work hardening exponent.
Work hardening exponent (n) can indicate the work hardening ability of the material. The higher 'n' indicates the higher work hardening rate, and the material is preferred for processes.
Figure 2 shows the curve variations of ln σt with ln εt. It indicated that the work hardening of the studied steels obeyed the two-stage workhardening mechanism, whose work hardening exponent of the first stage was higher than that of the second stage. Movahed6 also found that while martensite volume fraction is higher by 50%, the nonlinear variations of lnσt with ln εt for DP steels are found. This is coincident with present research. Other researches7 indicate that martensite deforms first elastically, and then deforms partly elastically and partly plastically and last deforms plastically while ferrite deforms plastically all the time. The first stage of work hardening was associated with elastical deformation and partly elastical and partly plastical deformation of martensite, while the second stage was associated with plastic deformation of both ferrite and martensite in present research.
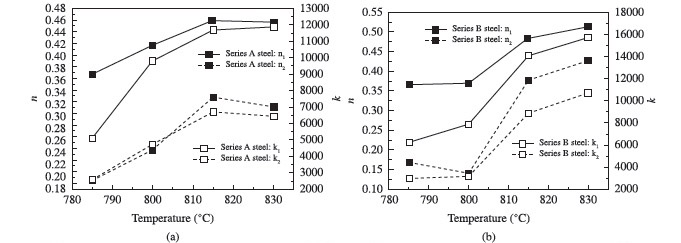
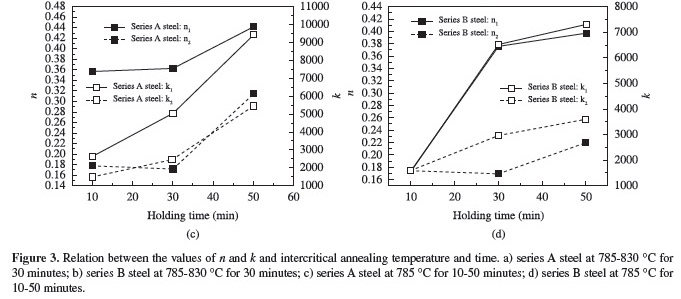
Figure 3 shows the relation between the values of n and k and intercritical annealing parameters. For series A steel and series B steel, the values of n and k increased with increasing the intercritical annealing temperature, because of the increase of volume percent of martensite. The work hardening exponent of the first stage (n1) was higher than that of the second stage (n2) at all annealing temperature. For series A steel and series B steel, the values of n and k increased with increasing the intercritical holding time from 10 minutes to 50 minutes at 785 ºC. The value of n1 was higher than that of n2 at all holding time. The reasons for above behaviors could be due to the difference in the amounts and distributions of ferrite, which affected the work hardening behaviour8.
3.3. Work hardening rate
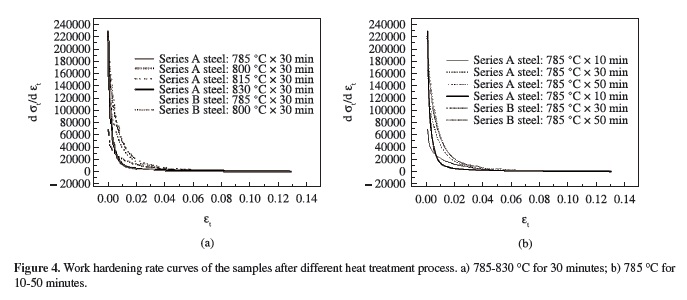
Figure 4 shows the work hardening rate (dσt/dεt) curves of the samples after different heat treatment process. As can be seen from Figure 4, high work hardening rate during initial plastic deformation was observed, however, with the increase of εt, a markedly reduced dσt/dεt was observed. The processes of work hardening have been characterized by three stages of plastic flow, which was agreed with the findings of Ahmad9. The first stage was less than 0.5% strain showing rapid work hardening. In the second stage (0.5-3% strain), dσt/dεt was reduced. In the third stage (>3% strain), dσt/dεt was almost constant. In lower strain (<3% strain), dσt/dεt for series B steel was higher than that for series A steel when annealing at 785 ºC for 30 minutes. However, from 800 to 830 ºC, dσt/dεt was almost the same. In higher strain (>3% strain), dσt/dεt tended to be constant for steels intercritically annealed in the range of 785-830 ºC for 10-50 minutes. In lower strain (<3% strain), dσt/dεt for specimens intercritically annealed at 785 ºC for 10 minutes was lower than that at 785 ºC for 30-50 minutes for series A steel and series B steel.
3.4. Microstructures
Figure 5 shows the microstructures of the steel intercritically annealed at 785 ºC for different holding time. For series A steel with primary microstructure of ferrite plus pearlite, austenite nucleated at the pearlite colonies. As can be seen from Figure 5, for a holding time of 10 minutes at 785 ºC, undissolved cementite was only slimmer than that in primary microstructure, which meant that a holding time of 10 minutes only made cementite dissolve partly10. For a holding time of 30 minutes, the microstructure consisted of a martensite matrix and ferrite, and undissolved carbides were also observed in ferrite, so the values of n and k increased a little (Figure 3c). As the holding time increased from 30 minutes to 50 minutes, most of carbides in ferrite were dissolved, resulting in the values of n and k increasing obviously (Figure 3c).
For series B steel with primary microstructure of martensite, austenite nucleated at lath interfaces, lath colony boundaries of martensite and prior austenite grain boundaries11. As can be seen from Figure 5, a holding time of 10 minutes only made carbides precipitate from martensite, acting as nucleating sites for austenite further. Above factors accelerated the formation of austenite. Holding time for 30 minutes made primary martensite almost transform into austenite plus ferrite wholely, followed by accelerated cooling to transform the austenite to martensite, besides carbides in ferrite were almost dissolved. So the values of n and k increased obviously, compared to holding time for 10 minutes. As the holding time increased from 30 minutes to 50 minutes, the values of n and k increased a little (In Figure 3d). As can be seen from Figure 5, the ferrite in the series B steel was more finely dispersed than that in the series A steel because of different primary microstructures before intercritical annealing.
Figure 6 shows the fractography of the steel intercritically annealed at 785 ºC for different holding time. The fracture surface was covered with ductile dimples for steels intercritically annealed at 785 ºC for 10 minutes in Figure 6a, b, in which some deep, large cusps were also observed owing to martensite or inclusion cracking12. Fracture surfaces for series B steels were finer than those for series A steels at the same annealing process, indicating better ductility of series B steels than that of series A steels. For series B steels, ductile dimples in samples annealed at 785 ºC for 50 minutes were larger and shallower than those annealed at 785 ºC for 10 minutes and 30 minutes, at the same time, some cleavage facets occurred, resulting in decreasing in elongation. Fracture surfaces were covered with a large amount of cleavage facets and a few ductile dimples in series A steels annealed at 785 ºC for 30 minutes and 50 minutes, thus they all appeared low elongation. The reasons for these may be due to the difference in the primary microstructures and holding time. The tensile fracture changed from ductile dimples to mix modes with ductile dimples and cleavage facets, indicating the ductility decreasing with the holding time.
4. Conclusions
Series A steel with starting microstructure of ferrite plus pearlite and series B steel with starting microstructure of martensite, intercritically annealed at 785-830 ºC for 10‑50 minutes, were studied. Two kinds of steels all showed high strength and high work hardening exponent.
(1) Elongation of series A steel and series B steel all decreased with increasing intercritical annealing temperature from 785 ºC to 830 ºC for 30 minutes and with increasing intercritical soaking time from 10 minutes to 50 minutes at 785 ºC. Stress and elongation of the series B steel were higher than those of the series A steel when annealed at 785 ºC for 30 minutes and 800 ºC for 30 minutes, respectively and intercritically annealed at 785 ºC for 10 minutes, 30 minutes and 50 minutes, respectively.
(2) The work hardening of the studied steels obeyed the two-stage work hardening mechanism, whose work hardening exponent of the first stage was higher than that of the second stage. The values of n and k increased with increasing the intercritical annealing temperature, because of the increase of volume fraction of martensite. The values of n and k increased with increasing the intercritical soaking time. For series A steel, austenite nucleated at the pearlite colonies, and the holding time of only 50 minutes at 785 ºC can increase the values of n and k obviously. For series B steel, austenite nucleated at lath interfaces, lath colony boundaries of primary martensite and carbides, accelerating the formation of austenite. So holding time for 30 minutes at 785 ºC made the values of n and k increase obviously. The ferrite in the series B steel was more finely dispersed than that in the series A steel.
(3) High work hardening rate during initial plastic deformation (<0.5% strain) was observed, however, with the increase of true strain (εt), a markedly reduced work hardening rate (dσt/dεt) was observed. In lower strain (<3% strain), the work hardening rate for series B steel was higher than that for series A steel at 785 ºC for 30 minutes, and the work hardening rate annealed at 785 ºC for 10 minutes was lower than that at 785 ºC for 30-50 minutes for series A steel and series B steel.
Received: March 8, 2012
Revised: May 31, 2012
- 1. Meng QG, Li J, Wang J, Zhang ZG and Zhang LX. Effect of water quenching process on microstructure and tensile properties of low alloy cold rolled dual-phase steel. Materials and Design. 2009; 30:2379-2385. http://dx.doi.org/10.1016/j.matdes.2008.10.026
- 2. Liang X, Li J and Peng YH. Effect of water quench process on mechanical properties of cold rolled dual phase steel microalloyed with niobium. Materials Letters. 2008; 62:327‑329. http://dx.doi.org/10.1016/j.matlet.2007.05.034
- 3. Park KS, Park KT, Lee DL and Lee CS. Effect of heat treatment path on the cold formability of drawn dual-phase steels. Materials Science and Engineering A. 2007; 449‑451:1135‑1138. http://dx.doi.org/10.1016/j.msea.2006.02.243
- 4. Gündüz S and Tosun A. Influence of straining and ageing on the room temperature mechanical properties of dual phase steel. Materials and Design 2008; 29:1914-1918. http://dx.doi.org/10.1016/j.matdes.2008.04.028
- 5. Kumar A, Singh SB and Ray KK. Influence of bainite/martensite‑content on the tensile properties of low carbon dual-phase steels. Materials Science and Engineering A 2008; 474:270-282. http://dx.doi.org/10.1016/j.msea.2007.05.007
- 6. Movahed P, Kolahgar S, Marashi SPH, Pouranvari M and Parvin N. The effect of intercritical heat treatment temperature on the tensile properties and work hardening behavior of ferrite-martensite dual phase steel sheets. Materials Science and Engineering A. 2009; 518:1-6. http://dx.doi.org/10.1016/j.msea.2009.05.046
- 7. Akbarpour MR and Ekrami A. Effect of ferrite volume fraction on work hardening behavior of high bainite dual phase (DP) steels. Materials Science and Engineering A, 2008; 477:306‑310. http://dx.doi.org/10.1016/j.msea.2007.05.051
- 8. Zuo XR, Chen YB, Wang MH, Li Y, Wang HY and Wang ZW. Microstructure and mechanical properties of ferrite/martensite dual-phase steel. Transactions of Materials and Heat Treatment. 2010; 31:30-34. (in chinese)
- 9. Ahmad E, Manzoor T and Hussain N. Thermomechanical processing in the intercritical region and tensile properties of dual-phase steel. Materials Science and Engineering A. 2009; 508:259-265. http://dx.doi.org/10.1016/j.msea.2009.01.056
- 10. Zeytin HK, Kubilay C and Aydin H. Investigation of dual phase transformation of commercial low alloy steels: Effect of holding time at low inter-critical annealing temperatures. Materials Letters. 2008; 62:2651-2653. http://dx.doi.org/10.1016/j.matlet.2008.01.037
- 11. Erdogan M. Effect of austenite dispersion on phase transformation in dual phase steel. Scripta Materialia. 2003; 48:501-506. http://dx.doi.org/10.1016/S1359-6462(02)00500-6
- 12. Erdogan M and Tekeli S. The effect of martensite volume fraction and particle size on the tensile properties of a surface-carburized AISI 8620 steel with a dual-phase core microstructure. Materials Characterization. 2002; 49:445-454. http://dx.doi.org/10.1016/S1044-5803(03)00070-6
Publication Dates
-
Publication in this collection
25 Sept 2012 -
Date of issue
Dec 2012
History
-
Received
08 Mar 2012 -
Accepted
31 May 2012 -
Reviewed
31 May 2012