Resumos
Dentre os diversos fatores críticos de sucesso que as empresas devem considerar, destaca-se a busca por padrões cada vez mais elevados de produtividade e qualidade. Neste contexto, o objetivo deste trabalho é apresentar uma iniciativa de integrar a promoção das metodologias Lean Manufacturing e Six Sigma na busca de um melhor desempenho operacional. Essa integração combina a aplicação de elementos de Lean Manufacturing, que visa à racionalização dos fluxos de valor por meio da redução de desperdícios, com elementos de Six Sigma, que visa à sistematização do processo de análise e controle da variação em processos para se obter qualidade superior. O trabalho é baseado num estudo de caso sobre as mudanças realizadas para a acomodação desta abordagem numa empresa fabricante de autopeças. São investigados a estrutura adotada para sua promoção bem como o modo em que os projetos de melhoria são desenvolvidos por meio dela. Os resultados obtidos indicam que a iniciativa de conciliar a aplicação destas duas metodologias pode contribuir para aprimorar e tornar mais abrangente e efetivo o processo de melhoria contínua.
Lean Manufacturing; Six Sigma; Lean Six Sigma; Produtividade; Qualidade
Among the diverse critical success factors that the firms must consider, the pursuit of increasingly higher standards of productivity and quality stands out. In this context, the purpose of this article is to present an initiative to integrate the promotion of the Lean Manufacturing and Six Sigma methodologies in seeking enhanced operational performance. This integration combines the application of Lean Manufacturing elements that aim at the streamlining of value streams by the elimination of wastes with Six Sigma elements which aim at the systematization of the analysis and control of process variation for accomplishing superior quality. This work is based on a case study on the changes undertaken for the implementation of this approach in an auto parts manufacturer. The organizational structure which was established for the promotion of this approach as well as the mode how projects for the improvement of operational performance are tackled by means of it are examined. The results accomplished reveal that the initiative of conciliating the application of these two methodologies may bring about a more wide-ranging and effective continuous improvement process.
Lean Manufacturing; Six Sigma; Lean Six Sigma; Productivity; Quality
Integrando a promoção das metodologias Lean Manufacturing e Six Sigma na busca de produtividade e qualidade numa empresa fabricante de autopeças
Integrating the promotion of Lean Manufacturing and Six Sigma methodologies in search of productivity and quality in an auto parts manufacturer
Iris Bento da SilvaI; Dario Ikuo MiyakeII; Antonio BatocchioIII; Oswaldo Luiz AgostinhoIII
IPrograma de Pós-Graduação em Engenharia de Produção PPGEP, Faculdade de Engenharia, Arquitetura e Urbanismo FEAU, Universidade Metodista de Piracicaba UNIMEP, Rod. Luis Ometto, Km 24, SP 306, CEP 13451-900, Santa Bárbara d'Oeste, SP, Brasil, e-mail: ibsilva@unimep.br
IIDepartamento de Engenharia de Produção PRO, Escola Politécnica, Universidade de São Paulo USP, Av. Prof. Almeida Prado,Travessa 2, 128, Cidade Universitária, CEP 05508-070, São Paulo, SP, Brasil, e-mail: dariomiy@usp.br
IIIDepartamento de Engenharia de Fabricação DEF, Faculdade de Engenharia Mecânica FEM, Universidade Estadual de Campinas UNICAMP, Rua Mendeleiev, s/n, Cidade Universitária Zeferino Vaz, Barão Geraldo, CP 6122, CEP 13083-970, Campinas, SP, Brasil, e-mail: batocchi@fem.unicamp.br; agostinh@fem.unicamp.br
RESUMO
Dentre os diversos fatores críticos de sucesso que as empresas devem considerar, destaca-se a busca por padrões cada vez mais elevados de produtividade e qualidade. Neste contexto, o objetivo deste trabalho é apresentar uma iniciativa de integrar a promoção das metodologias Lean Manufacturing e Six Sigma na busca de um melhor desempenho operacional. Essa integração combina a aplicação de elementos de Lean Manufacturing, que visa à racionalização dos fluxos de valor por meio da redução de desperdícios, com elementos de Six Sigma, que visa à sistematização do processo de análise e controle da variação em processos para se obter qualidade superior. O trabalho é baseado num estudo de caso sobre as mudanças realizadas para a acomodação desta abordagem numa empresa fabricante de autopeças. São investigados a estrutura adotada para sua promoção bem como o modo em que os projetos de melhoria são desenvolvidos por meio dela. Os resultados obtidos indicam que a iniciativa de conciliar a aplicação destas duas metodologias pode contribuir para aprimorar e tornar mais abrangente e efetivo o processo de melhoria contínua.
Palavras-chave:Lean Manufacturing. Six Sigma. Lean Six Sigma. Produtividade. Qualidade.
ABSTRACT
Among the diverse critical success factors that the firms must consider, the pursuit of increasingly higher standards of productivity and quality stands out. In this context, the purpose of this article is to present an initiative to integrate the promotion of the Lean Manufacturing and Six Sigma methodologies in seeking enhanced operational performance. This integration combines the application of Lean Manufacturing elements that aim at the streamlining of value streams by the elimination of wastes with Six Sigma elements which aim at the systematization of the analysis and control of process variation for accomplishing superior quality. This work is based on a case study on the changes undertaken for the implementation of this approach in an auto parts manufacturer. The organizational structure which was established for the promotion of this approach as well as the mode how projects for the improvement of operational performance are tackled by means of it are examined. The results accomplished reveal that the initiative of conciliating the application of these two methodologies may bring about a more wide-ranging and effective continuous improvement process.
Keywords: Lean Manufacturing. Six Sigma. Lean Six Sigma. Productivity. Quality.
1 Introdução
O desafio de buscar níveis crescentes de produtividade e qualidade, não implica apenas na modernização das tecnologias de processo; a forma de inserção das pessoas no sistema produtivo também precisa ser compatibilizada com essas novas demandas. O advento de novas metodologias voltadas à melhoria de processos como Lean Manufacturing (Manufatura Enxuta) e Six Sigma (Seis Sigma) tem motivado substanciais mudanças no sistema físico de produção, mas, para se alcançar os resultados superiores vislumbrados, é imperativo que as pessoas desenvolvam novas competências para trazer novos conhecimentos, habilidades e atitudes. Isso requer o desenvolvimento das capacidades pessoais de trabalho em equipe, criatividade, inovação e iniciativa para que a organização possa se adaptar às constantes mudanças no ambiente de negócios, absorver novas tecnologias e sustentar o processo de melhoria contínua dos processos de negócio (FLEURY; FLEURY, 2003; UBEDA; SANTOS, 2008). Mais especificamente, para gerir os projetos de melhoria há necessidade de profissionais que possuam grande potencial de liderança e motivação pessoal, para efetivamente mudar a cultura corporativa (CARVALHO; RABECHINI JÚNIOR, 2006).
Pressionada pelo acirramento da concorrência, nos últimos tempos, as empresas industriais conquistaram notáveis ganhos em produtividade e qualidade, mas sabem que não podem arrefecer seus esforços de melhoria contínua e que é preciso melhorá-las ainda mais. Neste esforço de aumento da competitividade, em empresas líderes, a função manufatura tem se sobressaído das demais áreas da organização pela expressiva melhoria de seu desempenho operacional, e pelo seu pioneirismo na introdução de novas abordagens de gestão. Num passado recente, algumas empresas que haviam adotado as metodologias Lean Manufacturing (LM) e Six Sigma (SS) impulsionadas por motivações distintas e por meio de programas independentes, embarcaram num esforço de disseminação seguindo uma abordagem mais integrativa, voltada à busca da excelência operacional (SHAH; CHANDRASEKARAN; LINDERMAN, 2008; ABOELMAGED, 2010). Outras que haviam adotado apenas uma destas metodologias têm procurado reforçá-la e/ou ampliar seu escopo incorporando elementos propostos pela outra (BENDELL, 2006).
Tal abordagem tem sido chamada de Lean Sigma ou Lean Six Sigma (LSS) e, em tese, pode oferecer melhores resultados que a condução de dois programas independentes por meio de organizações separadas (ARNHEITER; MALEYEFF, 2005; MIYAKE; RAMOS, 2007). Para George (2002), a união destas metodologias é benéfica, pois, deste modo, as virtudes de uma metodologia podem compensar certas lacunas da outra. Essa visão é corroborada por Andersson et al. (2006), que, tendo comparado as formas de intervenção da LM e SS, constataram que ambas têm em comum propostas objetivas para a busca da excelência operacional, que embora sejam distintas, são complementares e compatíveis entre si. Estas metodologias se complementam, pois a LM busca melhorar processos racionalizando seu fluxo e removendo desperdícios e enfatiza ganhos em rapidez e eficiência, enquanto que a SS promove a redução da variação em processos para se ter menos defeitos e, assim, focaliza ganhos em qualidade. Embora proponham abordagens distintas para buscar melhorias, elas são compatíveis por ambas estarem orientadas aos clientes, promoverem a visão por processos (não se limitando à visão funcional), conduzirem melhorias por projetos e, ao final, contribuírem para reduzir custos.
Apesar da aparente coerência conceitual de se promover a integração do LM e SS e forjar uma abordagem mais abrangente e poderosa, poucos são os relatos de casos de sua efetiva implementação como os da Xerox (FORNARI; MASZLE, 2004) e Caterpillar (BYRNE; LUBOWE; BLITZ, 2007), o que sugere que ela pode envolver um processo de intervenção de significativa complexidade. No ambiente das empresas, pode haver obstáculos de natureza política, organizacional e até pessoal para a consolidação da abordagem LSS. E, mesmo que esta seja bem recebida, ainda faltam padrões claros que sirvam de referência para o modo de organizar, conduzir e sustentar os projetos de melhoria de seu desempenho (JING, 2009; PEPPER; SPEDDING, 2010; SNEE, 2010). Com base nestes pontos, o desenvolvimento do presente trabalho foi direcionado pelas seguintes questões de pesquisa:
Q1: Como conciliar a aplicação da LM e SS que constituem duas metodologias distintas para busca da melhoria de desempenho em processos, no âmbito de uma iniciativa formal para a promoção da abordagem LSS?
Q2: Como conduzir um determinado projeto de melhoria sob a abordagem LSS conciliando a aplicação de métodos e ferramentas preconizados pela LM e SS?
Apesar de se tratar de uma abordagem originada em empresas de manufatura, a aplicação da LSS também pode ser estendida à melhoria de processos administrativos e de serviços (GEORGE, 2003; SU; CHIANG; CHANG, 2006; KONING; DOES; BISGAARD, 2008). Como tais aplicações envolvem adaptações cujo entendimento requer a consideração das peculiaridades destes tipos de processo, no presente trabalho, optou-se por restringir as fronteiras da pesquisa à exploração das condições em que a LSS tem sido adotada no contexto da melhoria de processos industriais para se obter resultados mais específicos.
Este trabalho está estruturado como segue. Inicialmente, as seções 2 e 3 apresentam, respectivamente, um referencial teórico sobre as metodologias LM e SS e o procedimento de pesquisa adotado neste trabalho. Em seguida, é apresentado um estudo de caso de implementação da abordagem LSS, sendo que seus aspectos organizacionais são abordados na seção 4 e a forma de condução de projetos LSS na seção 5. Na seção 6, o caso apresentado é analisado à luz das questões de pesquisa e, finalmente, na seção 7 são apresentadas as conclusões do trabalho.
2 Referencial teórico: conceitos de Lean Six Sigma
2.1 Lean Manufacturing (LM)
Os princípios de LM ganharam notoriedade na década de 1980 com a divulgação dos resultados de um projeto de pesquisa conduzido pelo MIT (Massachusetts Institute of Technology) que estudou as práticas gerenciais e os programas de melhorias adotados por empresas líderes de mercado na cadeia de produção automotiva e constatou que a adoção destes princípios em muito contribuiu para reforçar-lhes a competitividade (WOMACK; JONES; ROOS, 2001).
A motivação central da metodologia LM é buscar a redução do tempo entre o pedido do cliente e a entrega por meio da eliminação de desperdícios. Ela promove a identificação do que agrega valor (e do que não agrega) na perspectiva do cliente; a interligação das etapas necessárias à produção de bens no fluxo do valor, de tal modo que este avance sem interrupções, desvios, retornos, esperas ou refugos; e a operação deste fluxo puxada pela demanda. As principais características e elementos da LM que a distinguem do paradigma tradicional de manufatura são enumerados no Quadro 1.
Para se planejar a implementação das práticas de LM, Rother e Shook (1999) preconizam a aplicação do Mapeamento do Fluxo de Valor (MFV), que é uma ferramenta de planejamento que facilita a visualização dos fluxos de informações e de materiais. O MFV procura retratar de uma maneira abrangente o sistema de produção e visa à construção de mapas que representam numa mesma página, tanto o fluxo de informação (desde o pedido do cliente até a programação da produção) como o fluxo de materiais (desde a matéria-prima até o produto acabado).
As ferramentas de ação da LM que são mais comumente aplicadas nos sistemas de produção são enumeradas a seguir:
i) Cinco Esses (5S): constituem uma prática que é importante tanto para motivar a mudança como para se estabelecer a disciplina. Para isso, cada um dos "esses" considerados promove uma atitude fundamental para a racionalização do trabalho como segue: 1º S: Seiri, organização; 2º S: Seiton, ordem; 3º S: Seiso, limpeza; 4º S: Seiketsu, padronização/saúde; e 5º S: Shitsuke, disciplina (RIBEIRO, 2006);
ii) Poka Yoke (PY): dispositivos simples, em geral formados por componentes mecânicos, que interrompem a operação em processos de manufatura sempre que surgir um defeito, ou mesmo para evitar que este ocorra, e assim contribuem para a autonomação tornando o controle de processos mais autônomo (SHINGO, 1986);
iii) Just-in-Time (JIT): técnica que visa capacitar o sistema produtivo a fazer "toda peça, toda hora" e, assim, dar maior flexibilidade à organização e viabilizar a redução do inventário. No JIT, o processo cliente vai ao "supermercado" e retira aquilo que é necessário, enquanto o processo fornecedor produz para repor aquilo que foi retirado do "supermercado". O kanban é uma forma de cartão utilizada para autorizar estas retiradas e reposições no supermercado (CORRÊA; GIANESI, 1993);
iv) Manufatura de Fluxo Contínuo (MFC): busca a organização física do fluxo de valor para que o material possa ser movimentado de um processo que agrega valor a outro em fluxo contínuo, ou seja, sem desperdício de tempo de transferência e sem formação de estoques entre processos (LIKER, 2004). A programação e controle da MFC e do JIT devem ser baseados no takt time que sinaliza o ritmo com que o processo deve ser puxado para que as necessidades da demanda sejam atendidas;
v) Trabalho Padrão (TP): é a melhor combinação de recursos como operadores, máquinas, ferramentas e instrumentos de medição, para assegurar que uma tarefa seja realizada sempre da mesma forma (PERIN, 2005);
vi) Troca Rápida (TR): o setup é constituído das atividades de preparação realizadas em máquinas, sempre que a peça ou produto produzido em lotes tiver de ser trocado e a demora em sua execução motiva a produção em lotes grandes. A aplicação de técnicas de racionalização do setup como o Single Minute Exchange of Dies (SMED) possibilita implantar sistemas de Troca-Rápida (TR) que, por sua vez, viabilizam a produção em lotes menores (SHINGO, 2003; SUGAI; McINTOSH; NOVASKI, 2007);
vii) Manutenção Produtiva Total (MPT): organiza a função manutenção com o objetivo de melhorar a efetividade (eficiência e eficácia) na utilização dos equipamentos, apoiando-se numa combinação de práticas como a manutenção autônoma e a manutenção planejada (NAKAJIMA, 1989).
Vale observar que além dos elementos acima, autores como Lewis (2000); Meier e Forrester (2002) e; Shah e Ward (2003) que desenvolveram levantamentos sobre as práticas de LM que têm sido efetivamente implementadas por empresas de manufatura, identificaram muitos outros dentre os quais se destacam o teamwork, multifuncionalidade, estrutura descentralizada, remoção de gargalos, produção nivelada e racionalização/capacitação da base de fornecedores.
O método mais efetivo para a implementação da LM é a realização de eventos Kaizen e os resultados atingidos devem ser acompanhados no dia a dia por meio de controles visuais que promovam o princípio de gestão à vista (LARAIA; MOODY; HALL, 1999). Numa determinada área, o nível atingido na implantação e aplicação para cada ferramenta da LM pode ser comparado com o das demais ferramentas num gráfico "radar" facilitando o seu monitoramento.
2.2 Six Sigma (SS)
A metodologia SS foi introduzida na década de 1980, pela Motorola, com o objetivo de aumentar os níveis de qualidade do nível comum de três sigma (3s) para seis sigma (6s), pela sistemática aplicação de ferramentas estatísticas orientadas à otimização de processos produtivos (HARRY; SCHROEDER, 1998). Trata-se de uma metodologia que vem se firmando como um meio de estabelecer uma disciplina de utilização objetiva do pensamento estatístico com o propósito central de buscar melhorias de processos e produtos reduzindo as variações que geram defeitos pelo entendimento das necessidades dos clientes, visão por processos, uso correto de medições e sustentação por uma estrutura de gerenciamento e condução de projetos (ANDRIETTA; MIGUEL, 2007; ROWLANDS, 2003).
Um projeto SS é conduzido de forma estruturada seguindo uma sequência dividida em cinco fases. Quando o projeto de melhoria visa à melhoria de um processo existente, a sequência adotada é o DMAIC (Define, Measure, Analyze, Improve, Control), cujas fases são descritas a seguir (PEREZ-WILSON, 2000):
i) Definição do projeto de melhoria (D): claro estabelecimento do problema a partir dos dados base procurando-se relacioná-lo ao cliente, especificação da meta de desempenho a ser alcançada, montagem de um time de trabalho;
ii) Medição do processo (M): medição do que está sendo estudado, avaliação da adequação da medida utilizada, elaboração do mapa do processo identificando suas entradas e saídas (tanto as desejadas como as indesejadas), coleta de dados para a avaliação dos pontos-chave direcionada por meio da matriz de causa e efeito;
iii) Análise do processo (A): avaliação das possíveis causas e identificação das causas raízes por intermédio do FMEA e aplicação de ferramentas estatísticas;
iv) Implantação da melhoria do processo (I): determinação da melhor forma de reduzir a variação identificada nas entradas, implantação da solução e confirmação da melhoria do processo;
v) Controle do processo (C): estabelecimento de controles para se ter a certeza de que o problema não voltará, verificação da nova capacidade, manutenção dos processos de monitoramento e melhoria contínua.
Quando o objetivo do projeto implicar no desenvolvimento de um novo produto e/ou novo processo torna-se um caso de DFSS (Design For Six Sigma), o que implica na adoção de uma sequência derivada conhecida como DMADV (Define, Measure, Analyze, Design, Verify). Ela se inicia com a fase de Definição (D) em que os objetivos do projeto são definidos em associação com os requisitos do cliente (interno e/ou externo). Em seguida, na fase de Medição (M), as especificações do cliente são determinadas e deve-se realizar um estudo de benchmarking. Na fase de Análise (A), as alternativas para atender às necessidades do cliente são examinadas. Avançando para a fase de Desenvolvimento (D), o processo para atender a estas necessidades deve ser detalhadamente projetado. Finalmente, na fase de Verificação (V), deve-se certificar que o desempenho da solução projetada satisfaz o cliente.
Para assegurar a efetiva condução e implantação de seus projetos de melhoria, a promoção da SS deve ser formalmente apoiada, estabelecendo-se uma estrutura de agentes com funções-chave bem definidas como descritas a seguir (ROTONDARO, 2002; ROWLANDS, 2003). A primeira é a de champion e cabe a um líder da alta direção envolvido com o planejamento estratégico que esteja disposto a atuar como o "dono do projeto" interessado em seus resultados. Para isso, deve ajudar a remover barreiras, prover recursos e promover as mudanças necessárias. A segunda função é a do especialista Black Belt (BB) que trabalha com dedicação exclusiva à iniciativa SS na empresa. Deve também possuir capacidade de liderança e estar motivado para participar na mudança da cultura corporativa. Os BBs devem se dedicar ao desenvolvimento de dois ou três projetos próprios ao ano e, concomitantemente, apoiar a implementação de outros projetos que lhes forem atribuídos, inclusive monitorando seus resultados. Em organizações maiores, os BBs têm como coordenador e mentor técnico um especialista sênior que exerce o papel de Master Black Belt (MBB). Finalmente, tem-se a função do Green Belt (GB) desempenhada por recursos que permanecem em seu cargo funcional mas dedicam parte de seu tempo ao processo de melhoria contínua e, normalmente, se envolvem no desenvolvimento de projetos SS diretamente relacionados ao seu trabalho. São potenciais candidatos a futuramente assumirem a função de BB.
2.3 Busca da abordagem Lean Six Sigma (LSS)
Por representarem propostas distintas de mobilização para a busca de melhorias em processos e dadas as suas diferentes origens e focos, a disseminação das metodologias LM e SS evoluiu inicialmente de forma independente (PEPPER; SPEDDING, 2010). Como decorrência disso, muitas empresas que conseguiram efetivamente adotar uma delas, naturalmente, têm enfatizado a sua manutenção demonstrando pouco interesse pela outra, assim como há empresas que não foram bem sucedidas na tentativa de aplicação de uma delas e, eventualmente, partiram para a implementação da outra. Já algumas empresas mais atentas à constante atualização de seus processos de gestão têm se empenhado em tirar proveito de ambas as metodologias com base numa abordagem LSS, o que requer um processo que organize e integre suas aplicações (ANTONY et al., 2003; ABOELMAGED, 2010). A ampliação da abordagem de melhoria de processos numa empresa pode ser induzida pelo aumento de sua "capacidade de absorção", ou seja, de sua habilidade de reconhecer o valor de novos conhecimentos, assimilá-los e colocá-los em prática em função do estoque de conhecimentos já efetivamente acumulados. Segundo Shah, Chandrasekaran e Linderman (2008), isso faz com que, por exemplo, o aprendizado estabelecido com a implementação da LM possa estimular o interesse pela SS e facilitar sua absorção.
Para autores como Sharma e Moody (2001) e George (2002), a implementação da LSS envolve uma jornada que se inicia com a criação de uma visão e cultura para promoção desta abordagem, treinamento das pessoas, alinhamento desta iniciativa com objetivos estratégicos do negócio e então avança para a dinâmica de mobilização por projetos/implantação de melhorias, culminando com sua institucionalização. Isso seria inserido no contexto de uma iniciativa única para a introdução e disseminação integrada da LM e da SS em uma empresa. Trata-se de uma abordagem racional para transformar uma empresa em que nenhuma destas metodologias foi ainda plenamente implantada, para, desde o início, pensar-se em transformá-la numa empresa LSS. Contudo, não esclarece como a forma de intervenção deve ser adaptada numa empresa que já tenha implementada a LM ou a SS e pretende incorporar, adicionalmente, a outra ou que já esteja até engajada na aplicação de ambas, mas por meio de iniciativas desconexas.
Já Marash (2003), levanta a questão de que muitas empresas atualmente buscam se adequar, simultaneamente, aos requisitos de diversos sistemas de gestão como os da qualidade (ex. ISO 9000 e suas derivadas), os impostos por agentes regulatórios, os voltados para meio ambiente/saúde/segurança, entre outros; e que as empresas mais avançadas buscam a excelência operacional incorporando conceitos e ferramentas de melhoria contínua apregoados por modelos gerenciais tais como Total Quality Management (TQM), SS, LM e MPT. Assim, partindo da premissa de que o desafio das empresas de integrar diversas iniciativas voltadas à melhoria de processos é mais amplo que a de promover a LSS, este autor defende a necessidade de se adotar uma abordagem única para coordenar de modo mais integrado o conjunto destas iniciativas. A condução de iniciativas diversas e simultâneas numa empresa desprovida de uma política de âmbito maior que promova a sua compatibilização e o aproveitamento das virtudes de cada uma pode dar margem a uma competição interna por recursos e prestígio (MIYAKE, 2008).
Como então promover tal integração? Focando a integração para LSS, Wheat, Mills e Carnell (2003) notam que as circunstâncias em que ela é buscada variam conforme a organização em questão e destacam a importância de não prescrever uma abordagem do tipo "receita que sirva a todas". Segundo Jing (2009), é possível haver situações extremas em que convém preservar a abordagem da LM ou da SS claramente como base aproveitando, subsidiariamente, certas características da outra e, entre elas, pode haver as mais variadas situações intermediárias. Estes pontos nos remetem à necessidade de contemplar esta questão sob uma visão contingencial, admitindo que desenhos organizacionais e sistemas gerenciais sejam decorrentes de características situacionais de cada organização específica (CHIAVENATO, 2003).
A literatura que discute o processo de integração para promoção da LSS, tem procurado contemplar as principais ações administrativas a serem definidas em função das contingências encontradas no tratamento desta questão. Os principais pontos identificados da revisão e organização desta literatura são enumerados a seguir.
a) Organização: Para se promover e conduzir a integração para LSS, nota-se um consenso em torno da diretriz de não manter programas e estruturas independentes para LM e SS (GEORGE, 2002; JING, 2009; SNEE, 2010). Para conduzir o desenvolvimento de melhorias e apoiar sua implantação, é preciso definir como montar uma infraestrutura de recursos capacitados no desdobramento de projetos e ações a partir de uma visão mais holística que a abordagem LSS suscita (BENDELL, 2006). Isso poderia ser feito aproveitando-se o modelo da infraestrutura constituída de MBB, BBs e GBs, definindo-lhes papéis para a promoção e realização de projetos LSS e integrando-a à estrutura formal de modo a compatibilizar a participação dos colaboradores envolvidos em projetos LSS com suas responsabilidades de linha (GEORGE, 2002; SHAH; CHANDRASEKARAN; LINDERMAN, 2008; SNEE, 2010);
b) Direcionamento: Para que a abordagem LSS seja efetivamente promovida e institucionalizada, o engajamento da liderança é crítico (GEORGE, 2002). Isso pode ser formalizado pela criação de um único comitê diretivo (WHEAT; MILLS; CARNELL, 2003) e pela designação de um diretor corporativo para LSS (GEORGE, 2002). A promoção de uma abordagem unificada LSS em si para a busca de melhorias de processo não assegura a eficácia dos planos de ação. Para isso, são necessários mecanismos adequados para alinhar criteriosamente a seleção dos projetos com os objetivos estratégicos do negócio (FORNARI; MASZLE, 2004; JING, 2009; SNEE, 2010) e sistematizar a identificação de áreas-chave em que as melhorias devem ser priorizadas (PEPPER; SPEDDING, 2010);
c) Ambiente: Faz-se necessário cultivar um ambiente para melhoria contínua que não provoque a percepção de que os propósitos da LM e da SS, bem como as ações requeridas para sua consecução possam ser de natureza mutuamente excludente (DAHLGAARD; DAHLGAARD-PARK, 2006), induzindo a formação de duas subculturas de melhoria dentro de uma mesma organização (PEPPER; SPEDDING, 2010). Ainda que a compatibilidade das duas metodologias seja admitida, seria recomendável evitar tratar uma como dominante e a outra como subordinada ou mero adendo (BENDELL, 2006). Isso sugere a construção de uma visão corporativa para LSS que valorize igualmente a LM e SS (GEORGE, 2002) e a promoção da noção que a motivação da LSS é justamente promover um ambiente construtivo que favorece a convergência das propostas preconizadas pela LM e SS para o alcance de resultados que seriam mais difíceis de alcançar somente por meio de uma delas (ANTONY et al., 2003; GEORGE et al., 2004);
d) Método de melhoria: Há uma clara percepção de que na proposição de uma abordagem LSS unificada é preciso aproveitar de cada metodologia suas qualidades mais especiais (SHAH; CHANDRASEKARAN; LINDERMAN, 2008). Neste sentido, a LM teria a oferecer os princípios "enxutos" e o MFV para identificar problemas e lacunas com visão holística (SNEE, 2010). Já a SS teria a oferecer o método DMAIC para a condução de projetos (GEORGE, 2002; SNEE, 2010). Como a natureza dos problemas que afetam os processos é muito variável, a escolha do método de melhoria seria uma decisão contingente das características de cada problema focado. Quando as soluções são intuitivas ou até conhecidas, simples e de rápida implantação, não seria preciso sofisticar a condução da melhoria, sendo adequado buscá-la realizando eventos Kaizen (GEORGE, 2002; SMITH, 2003; SNEE, 2010; JING, 2009). Já problemas mais complexos e desafiadores sem solução evidente tendem a demandar a aplicação das ferramentas de análise da SS (GEORGE, 2002; SMITH, 2003; SNEE, 2010).
3 Método de pesquisa
Tomando como objeto de estudo a promoção da aplicação das metodologias LM e SS de forma integrada, o presente trabalho tem como propósito levantar indicações de como organizar e conduzir tal iniciativa para se obter efetivamente as melhorias buscadas. Assim, o trabalho tem como objetivo principal proporcionar maior familiaridade com essa abordagem emergente por meio de uma pesquisa que, segundo critérios de classificação fornecidos por Gil (1991), pode ser enquadrada como de natureza exploratória. Adicionalmente, dada a carência de estudos aprofundados sobre experiências reais de promoção da abordagem LSS, o trabalho também procura apresentar, com suficiente detalhe, uma descrição das evidências de aplicação identificadas.
O método de pesquisa adotado para o desenvolvimento deste trabalho foi o estudo de caso, que é uma forma de pesquisa empírica para investigar um fenômeno contemporâneo em seu contexto real, especialmente, quando as fronteiras entre o fenômeno e o contexto não estão bem definidas. Este método geralmente envolve a investigação de um pequeno número de casos e possibilita desenvolver entendimentos sobre o objeto do estudo contemplando suas relações com as condições contextuais (YIN, 1994).
Embora trate de um tema que tem atraído crescente atenção, nota-se que a abordagem LSS ainda é pouco disseminada entre as empresas e que são raras as organizações que após terem deslanchado esforços para a sua promoção, conseguiram avançar até concluir uma série considerável de projetos de melhoria, não se limitando a sua aplicação em projetos isolados. Assim, para a realização deste estudo foi selecionada uma empresa que no decorrer da década de 1990 já havia implementado ferramentas de LM em determinadas áreas de seu sistema produtivo e embarcado na implementação da SS por meio de programas independentes, mas que logo despontou como uma das pioneiras a investir na integração das iniciativas LM e SS. No período compreendido entre 2001 e 2006, esta empresa conseguiu alcançar a marca de ter implementado cerca de 200 projetos sob esta nova abordagem 95% dos quais realizados na área de manufatura o que evidencia a consistência de seus esforços nesta direção. Trata-se, portanto de uma experiência empresarial que reúne atributos que a qualificam como um caso revelador (YIN, 1994).
A empresa objeto de estudo é uma fabricante de autopeças pertencente a uma corporação multinacional com sede nos EUA que possui 125 plantas de manufatura ao redor do mundo, empregando cerca de 65.000 funcionários. A unidade que foi pesquisada localiza-se no Estado de São Paulo, está posicionada entre as líderes de seu segmento e tem como seus principais clientes, as montadoras de veículos.
A experiência desta unidade na promoção da abordagem LSS foi investigada por meio de um estudo de natureza longitudinal e retrospectiva em que se procurou contemplar como as quatro dimensões gerenciais identificadas na seção 2.3 (organização, direcionamento, ambiente, método de melhoria) foram tratadas em seu processo de integração para LSS. A coleta de dados foi realizada por meio de visitas à unidade que incluíram observações do sistema produtivo in loco e realização de entrevistas semiestruturadas, separadamente, com gestores que tiveram papel de liderança no esforço de consolidação de uma estrutura única para promoção da LSS e com especialistas que lideraram projetos conduzidos sob esta nova abordagem. As entrevistas com gestores foram direcionadas para a coleta de dados sobre as dimensões organização, direcionamento e ambiente. Para facilitar o entendimento do como elas foram tratadas, procurou-se caracterizá-las como eram antes e como passaram a ser depois com a abordagem LSS.
Já as entrevistas com especialistas técnicos foram direcionadas para a investigação da dimensão referente à forma de aplicação de métodos de melhoria em projetos LSS. Para a coleta de dados mais específicos sobre a forma como estes projetos têm sido conduzidos, foi selecionada para análise uma amostra de quatro projetos de melhoria implementados na área de manufatura. Trata-se de uma amostra intencional cujos projetos foram selecionados de modo que constituíssem um subconjunto representativo da população de projetos em termos de características como: objetivo, escopo e modo de desenvolvimento. Como foi possível ter acesso a certos documentos específicos referentes a estes projetos, dados mais detalhados puderam ser obtidos por meio de análise documental.
O caso estudado é apresentado nas próximas duas seções procurando-se caracterizar a maneira como as quatro dimensões gerenciais do processo de promoção da abordagem LSS foram tratadas. Os aspectos relacionados à organização, direcionamento e ambiente, que dizem respeito à questão de pesquisa Q1, são tratados na seção 4. Os aspectos mais específicos relacionados aos métodos aplicados nos projetos de melhoria sob a abordagem LSS e que remetem à questão de pesquisa Q2, são apresentados na seção 5. Para considerar a eficácia dos projetos estudados, seus principais resultados são também apresentados.
4 Promoção da LSS numa empresa fabricante de autopeças
4.1 Organização para a promoção da LSS
Para que uma abordagem como a LSS possa ser efetivamente implantada, é de fundamental relevância considerar a estrutura organizacional da empresa na qual se pretende promovê-la. A sustentação desta nova política depende primordialmente da organização formal, ou seja, aquela estabelecida pelo organograma hierárquico, que dimensiona e designa aos departamentos os recursos humanos para executar as ações requeridas ao exercício da respectiva função.
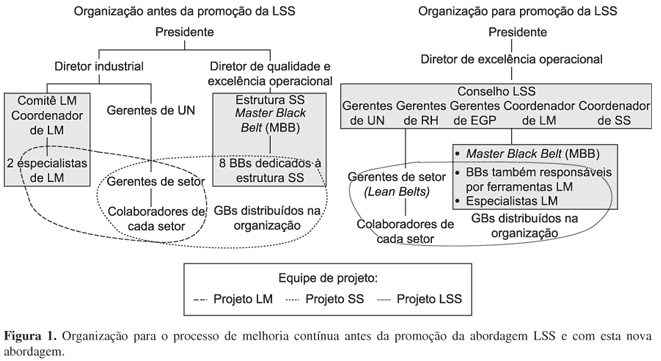
Como as metodologias LM e SS foram introduzidas na empresa estudada em diferentes momentos e por meio de diferentes programas, a disseminação interna foi gerenciada de forma bem distinta por meio da estrutura esquematizada à esquerda na Figura 1. A LM era patrocinada pela Diretoria Industrial e para apoiar sua implementação havia um Comitê de LM liderado por um gestor que contava com uma pequena equipe de dois especialistas em treinamento e aplicações da LM. O desdobramento dos projetos de LM dependia da hierarquia formal, sobretudo dos gerentes de setor em cada Unidade de Negócio (UN) a quem cabia treinar seus colaboradores e acompanhar os planos de ação sob sua responsabilidade. Já a metodologia SS era patrocinada pela Diretoria da Qualidade que acumulava a responsabilidade de buscar as metas corporativas de Excelência Operacional contando com uma estrutura de sustentação maior constituída de um MBB e oito BBs dedicados à melhoria de processos por meio do desenvolvimento de projetos SS, além de vários GBs distribuídos na estrutura funcional para dedicar parte de seu tempo a estes projetos. As equipes formadas para a realização de projetos SS incluíam o gerente e colaboradores-chave dos setores envolvidos para assegurar sua efetiva condução. Por esta razão, sempre que ocorria sobreposição de projetos LM e SS independentes num dado setor, o gerente de setor e seus colaboradores-chave eram sobrecarregados e conflitos eram gerados.
Numa organização tradicional, as áreas funcionais se limitam a cuidar das etapas de processos pelas quais são responsáveis. A promoção da abordagem LSS foi então enxergada como uma oportunidade de reorganização para a busca do "ótimo do todo", não apenas para fazer com que as tarefas que constituem processos de negócio que cruzam diferentes departamentos fossem inter-relacionadas e orientadas ao cliente, mas também para racionalizar o gerenciamento dos projetos de melhoria contínua.
Para isso foi estabelecida uma estrutura de recursos aproveitando-se como base o modelo de estrutura da SS composta das funções chaves de MBB, BB e GB com papéis redefinidos para desenvolver e/ou apoiar projetos sob a abordagem LSS. Em particular, cada BB passou a ser o "padrinho" da efetiva implementação de uma dada ferramenta de ação da LM (e.g. TR). Criou-se, adicionalmente, a função de Lean Belt (LB) para valorizar o papel que a chefia atuante no chão de fábrica cumpre, especialmente, na implantação de práticas enxutas.
No caso estudado, a interligação dos esforços de melhoria nos processos de negócio com a hierarquia passou a ser desempenhada por um único canal constituído de um órgão chamado de Conselho LSS e um Escritório de Gerenciamento de Projetos (EGP) subordinados a uma diretoria responsável pela promoção corporativa da Excelência Operacional. Isso implicou na consolidação de uma base única de dados para o planejamento e controle do processo de melhoria. O Conselho LSS delibera sobre os esforços de disseminação da LSS e tem como membros os gestores das UNs, o gerente do EGP, o gerente de Recursos Humanos (RH) e os coordenadores de LM e de SS. Compete ao Conselho LSS divulgar a visão corporativa da abordagem LSS, liderar na empresa os treinamentos internos sobre os novos conceitos e boas práticas a serem assimilados, e estabelecer as metas para a difusão de sua aplicação nas operações. A estrutura de sustentação resultante deste rearranjo está esquematizada à direita na Figura 1.
No Conselho LSS, o coordenador de LM e o coordenador de SS cuidam respectivamente do Subconselho LM e Subconselho SS. Cabe ao Subconselho LM coordenar a realização do MFV do estado atual e o planejamento do estado futuro. Ele tem a missão de atualizar os mapas e acompanhar os projetos que deles forem derivados. Já ao Subconselho SS compete administrar a aplicação do método DMAIC ou DMADV nos projetos em andamento. Os coordenadores dos subconselhos de LM e SS atuam de forma integrada com o gerente de RH, que zela pela prática dos 5S. Dessa forma, este trio de coordenação agiliza os esforços de implementação, busca a sinergia entre as áreas, propicia o treinamento necessário e realiza benchmarking.
4.2 Direcionamento para a promoção da LSS
Antes da promoção da LSS, os projetos LM eram selecionados por gerentes de UN a partir das oportunidades identificadas pelo MFV e dirigidos por um gerente de setor ou especialista em engenharia de processos. Sua ênfase estava em projetos de redução de desperdícios e encurtamento do lead-time, priorizando a redução de custo, muitas vezes sem a devida atenção às partes interessadas. Muitas vezes, as soluções implantadas eram simples demais e/ou tinham efeito apenas local, portanto, traziam benefícios de baixo impacto. Projetos que envolviam a participação de outras áreas além da manufatura, dependiam de muitas negociações pelo líder do projeto.
Já os projetos SS, eram selecionados pela liderança da estrutura SS refletindo as diretrizes da diretoria da Qualidade e considerando seu potencial de gerar grande retorno de investimento com foco na redução de defeitos e satisfação do cliente. Os projetos eram conduzidos por especialistas BB de forma matricial e com forte envolvimento da área financeira na validação do impacto. Isto muitas vezes causava conflitos com a hierarquia formal dos setores envolvidos e excessiva ênfase na busca de um retorno grande, ainda que sem atender a satisfação do cliente ou sem alinhamento com as prioridades estratégicas do negócio.
No caso estudado, a responsabilidade pela gestão dos projetos LSS foi designada ao EGP e a maneira como este atua é semelhante à do modelo de gestão de projetos preconizado pelo Project Management Institute (PMI), especialmente no que tange à gestão de recursos humanos e gestão do portfolio de projetos. A seleção de projetos LSS é realizada em sete fases bem definidas. Estas fases são enumeradas no Quadro 2. Inicialmente, o Subconselho LM acolhe as oportunidades de melhoria identificadas por meio do MFV e as sugestões encaminhadas pelos funcionários, seja do chão de fábrica ou da alta administração. Na fase seguinte, o coordenador LSS realiza uma filtragem das propostas tendo o cuidado de verificar o seu alinhamento com os planos de negócios, os quais são estrategicamente direcionados aos objetivos da empresa que estão documentados no plano financeiro da UN considerada.
As sugestões filtradas são então avaliadas pelo Coordenador de SS por meio de uma análise de risco e atratividade que visa selecionar as propostas que melhor apoiariam o plano estratégico. A análise de risco se baseia em fatores como disponibilidade de dados confiáveis, valores das despesas e know-how envolvido. A análise de atratividade contempla os potenciais de aumento das vendas, redução de inventário e retorno de investimento. Cada proposta é então avaliada quanto a estas duas dimensões com base no critério apresentado na Tabela 1, gerando um par de notas que permite posicioná-la num Gráfico de Bolhas. Neste gráfico, além do risco e atratividade, o retorno do investimento ou o ganho dos projetos propostos é representado pelo diâmetro da "bolha", permitindo uma comparação abrangente das propostas consideradas. Com base neste gráfico, o Conselho LSS seleciona as propostas que se destacam pela alta atratividade e baixo risco, contemplando com visão mais sistêmica os objetivos estratégicos do negócio e as principais partes interessadas. Os projetos escolhidos são iniciados sob o comando do champion do projeto e desenvolvido por um BB. Os projetos com menor potencial de ganhos podem ser desenvolvidos por um GB. Quando se trata de melhoria de processos de manufatura, deve incluir LBs dos setores envolvidos.
Os projetos a serem desenvolvidos são formalizados por meio de um escopo como preconiza o PMI. O escopo de um projeto LSS estabelece basicamente os seguintes elementos: i) definição do problema a ser resolvido; ii) uma clara descrição do objetivo a ser buscado, das fronteiras de atuação e do desempenho atual dos processos relacionados (baseline); iii) uma projeção financeira do resultado a ser alcançado; iv) a equipe de trabalho e seu coordenador; e v) os prazos e as atividades de cada fase.
A nova estrutura para promoção da LSS procura evitar distorções como esforços para redução da variação em processos não críticos, aplicação de ferramentas SS desnecessariamente sofisticadas para resolver problemas simples, além de estimular uma melhor ponderação na busca de objetivos tanto de agregação de valor como de satisfação do cliente.
4.3 Ambiente para a promoção da LSS
Antes da promoção da LSS, a condução simultânea de dois programas voltados à melhoria de processos sob diferentes lideranças causava um ambiente mais propício a disputas do que à cooperação entre eles, limitando-lhes o potencial. Esta forma dicotômica deu margem ao surgimento de uma cultura de que as aplicações de LM e de SS destinavam-se, respectivamente, às áreas de chão de fábrica e de administração/engenharia, o que podia provocar resistências à sua aplicação além destas fronteiras.
Assim, nas áreas funcionais, os gerentes e colaboradores sentiam-se pressionados tanto verticalmente pela liderança hierárquica (mais interessada na rapidez na condução de projetos LM), como horizontalmente por líderes de projetos SS. Isso fazia com que os agentes nas áreas funcionais percebessem que a inexistência de uma política única de busca da excelência organizacional na empresa provocava transtornos desnecessários. Por outro lado, a condução de projetos SS sob uma estrutura matricial trazia incertezas e constrangimentos causados pelo fato de seu progresso depender da negociação da diretoria de Qualidade e Excelência Operacional com gerentes dos setores envolvidos ou, até mesmo, de uma interferência mais incisiva. A morosidade de certos projetos SS acabava então comprometendo o BB responsável. No que tange à motivação dos funcionários para a efetiva participação em projetos LM e SS, enquanto o desenvolvimento de projetos SS era impulsionado por incentivos diferenciados aos BBs, inclusive com treinamentos no exterior e possibilidades de rápida ascensão na carreira, o andamento de projetos LM dependia do monitoramento dos colaboradores envolvidos pela hierarquia formal.
A promoção da LSS trouxe a noção de ser uma proposta única voltada tanto para a fábrica como para os escritórios. Os projetos LSS, sendo selecionados e priorizados pelo Conselho LSS, com participação dos principais stakeholders da organização, e liderados unicamente pelo EGP, passaram a ser conduzidos de maneira mais compatível com as condições dos setores envolvidos. O mecanismo de reconhecimento passou a contemplar todos os participantes dos projetos pelos resultados atingidos com menos privilégios aos BBs.
5 Projetos LSS: forma de condução e resultados
A empresa em questão, quando deu início à promoção da abordagem LSS, identificou a oportunidade de realizar diversas melhorias ao analisar o estado do fluxo de valor pelo MFV. Porém, ao analisar a lista dos possíveis projetos por meio da análise de risco e atratividade, fez a opção de inicialmente se concentrar na redução do lead time de produção de peças usinadas, considerando o fluxo que parte da aciaria (externa), passa pela forjaria (externa) e alcança uma célula de usinagem (interna) que abastece a montagem.
A amostra de projetos selecionada para a investigação da forma como os projetos de melhoria têm sido conduzidos sob a abordagem LSS, é apresentada no Quadro 3, que fornece uma breve descrição do escopo de cada um.
5.1 Projetos desenvolvidos externamente
Dois dos projetos considerados buscaram a racionalização de etapas primárias do fluxo de valor da produção de peças usinadas que são executadas por fornecedores externos. Dentre os vários fornecedores na cadeia considerada, duas fornecedoras denominadas de "A" e "B" do segmento de forjarias foram selecionadas para realização de projetos LSS.
O primeiro projeto foi desenvolvido na empresa "A". A sua escolha deveu-se ao seu potencial de redução de custo (aumento de produtividade) com a eliminação de um item do sistema de planejamento e programação da produção e melhoria no aproveitamento de matéria-prima. Esta proposta foi baseada na aplicação do sistema chamado de forjado "dois em um". Neste sistema, a sobra de material (espelho) retirada do furo de um forjado, que na maioria dos casos é descartada como sucata, é transformada em um segundo forjado. Como o custo unitário do forjado menor era da ordem de R$ 3,00 e seu volume de produção anual era de 600.000 unidades, a implantação desta solução resultou num ganho anual de aproximadamente R$ 1.500.000,00; já descontado o valor do novo ferramental e as receitas anteriores com a venda de sucata.
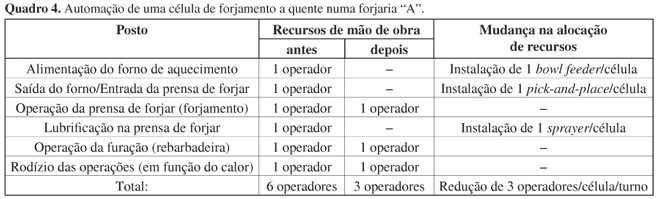
O segundo projeto teve como proposta a racionalização por meio da automação e foi aplicado nas células de forjamento da empresa "B" (forno de aquecimento, prensa de forjar e prensa de rebarbar). A primeira automação visou à substituição do operador que alimenta o forno de aquecimento, instalando um alimentador (bowl feeder), que transporta o tarugo por meio de vibração até a entrada do forno de aquecimento. Vale destacar que essa automação foi realizada numa área insalubre e contribuiu para a promoção da segurança do trabalho. Outro local insalubre, em que o operador fica exposto ao ruído e ao calor, é a transferência do tarugo da saída do forno de aquecimento à entrada do primeiro estágio de forjamento. Nesse local, foi aplicada a técnica de autonomação, instalando-se um manipulador do tipo pick-and-place conectado a um sistema de medição automática de temperatura (pirômetro) para inspecionar 100% dos tarugos e impedir o forjamento de peças fora da especificação. Além disso, a lubrificação que era realizada por um operador posicionado na frente da prensa, foi também automatizada com a instalação de um pulverizador (sprayer). A introdução de cada automação foi planejada com base no takt time a ser atendido e implicou sucessivos estudos de balanceamento dos tempos de operação para assegurar uma elevada eficiência operacional.
Esse projeto foi desenvolvido ao longo de cinco anos e possibilitou reduzir em 50% a necessidade de mão de obra em cada célula como indica o Quadro 4. A sua implantação em cinco células operando em três turnos, resultou na redução da necessidade de 45 operadores (5 células × 3 turnos × 3 operadores). A empresa "B" preocupou-se com o aproveitamento da mão de obra disponibilizada, transferindo-a para suprir as necessidades de novos turnos de produção em outros equipamentos da mesma planta, em função do aumento de demanda observado no período considerado. Na Tabela 2, observa-se que a gradual implementação do conjunto de medidas proposto por este projeto no período considerado possibilitou duplicar a produtividade média mensal medida em toneladas forjadas pelos funcionários da empresa "B".
As melhorias implementadas em fornecedores de forjados por meio de racionalizações como as dos projetos 1 e 2, em conjunto com outras que não foram examinadas na amostra considerada, contribuíram para que o lead time externo entre o recebimento da matéria-prima na forma de barras de aço e a entrega das peças na fábrica, em que as células de usinagem estão localizadas, fosse substancialmente reduzido de cerca de 15 dias para 4 dias.
5.2 Projetos desenvolvidos internamente
Nesta seção, são apresentados os projetos 3 e 4 enumerados no Quadro 3, os quais foram desenvolvidos internamente na empresa. O terceiro projeto teve como objetivo a redução do prazo de entrega dos itens processados numa célula que realiza operações de usinagem antes do tratamento térmico (cementar, temperar e revenir). O projeto foi desenvolvido na célula chamada de "J", que na unidade de negócio interna "C" é responsável pela produção de engrenagens para a primeira velocidade usadas na montagem de sistemas de transmissão. Esta célula é composta por dois tornos de controle numérico, um centro de usinagem, uma fresadora de engrenagem, uma máquina de acabamento de dentes (tipo shavadora), uma chanfradora de dentes e uma estação de inspeção.
Um dos fatores que afetam o prazo de entrega é a disponibilidade do equipamento. A empresa resolveu começar atacando primeiramente este ponto crônico, para depois realizar as mudanças necessárias para atingir o estado futuro planejado por meio do MFV. Neste quesito, dois pontos mereceram destaque: i) a necessidade de reduzir o tempo de troca do ferramental, e ii) o elevado tempo de manutenção (downtime) da máquina gargalo da célula "J", que era a fresadora FR1. Estes problemas foram tratados, respectivamente, por meio de um subprojeto visando à aplicação de métodos de TR e por um subprojeto visando ao aumento da disponibilidade por meio da MPT, e seus resultados são resumidos na Tabela 3.
O primeiro subprojeto seguiu os passos para implantação do sistema de TR e possibilitou reduzir significativamente o tempo de setup de 110 para 12 minutos num período de dois anos. Este esforço deve ser continuado até se alcançar um tempo de "um dígito de minuto" (menor ou igual a 9 minutos). No caso desta empresa, a aplicação de sistemas de TR foi reforçada estabelecendo-se o controle da execução de setups por meio de um indicador de tempo (minutos/troca) que passou a ser medido e exibido em um gráfico para facilitar seu controle visual. Outro reforço adotado foi a elaboração de procedimentos de TP para a execução do setup, definindo para todos os turnos de trabalho os operadores envolvidos e suas funções na troca de ferramental.
O subprojeto de MPT foi conduzido obedecendo à seguinte sequência de passos: definição dos objetivos de redução do downtime; montagem da equipe de projeto (mecânico, preparador, operador); atribuição de papéis e responsabilidades aos participantes; identificação e priorização de equipamentos; e programação de eventos Kaizen. A realização de cada evento seguiu o procedimento: preparação da máquina, atribuição de responsabilidades aos membros do time de melhoria e liberação do equipamento para a implementação das melhorias. Para a avaliação do impacto global destes subprojetos, foi utilizado o OEE (Overall Equipment Effectiveness) ou Eficiência Geral do Equipamento (ou de uma célula) que constitui um indicador que mede simultaneamente a disponibilidade, o desempenho e a qualidade. Este indicador resulta do produto dessas medições (OEE = Disponibilidade × Desempenho × Qualidade). Na célula em que estes subprojetos foram realizados, no período de três anos, os índices de disponibilidade, desempenho e qualidade foram elevados para, respectivamente, 90, 91 e 99,8% e, dessa forma, o OEE atingiu 81,8%, o que corresponde a um aumento de 49%. Vale mencionar que, como as empresas de produção discreta, consideradas padrão classe mundial, buscam um valor de OEE de no mínimo 85%, as ações deste projeto foram continuadas para o alcance desta meta. Isso implica em ter de evoluir para a adoção de técnicas mais avançadas como a Manutenção Centrada em Confiabilidade (MCC) com o suporte de ferramentas estatísticas da SS.
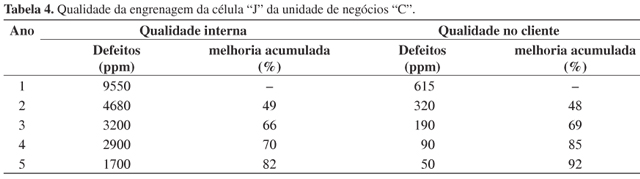
O quarto projeto trata-se de um outro projeto de melhoria de processo desenvolvido na célula de usinagem "J". Este projeto foi motivado pelo nível de qualidade insatisfatório detectado em um dos tornos de controle numérico. O desenvolvimento do projeto partiu do mapeamento dos elementos contemplados para a análise SIPOC (Supplier, Input, Process, Output, Customer) desta célula. Medições realizadas revelaram que certas características do blank da engrenagem, como paralelismo das faces e perpendicularismo da face com o furo, não atendiam a requisitos de qualidade para a fresagem dos dentes. Isso provocava um embaralhamento no passo do perfil do dentado e ruído ao engrenar. Por meio de uma análise estatística dos dados coletados, identificou-se a necessidade de alterar a geometria da ferramenta de torneamento e os parâmetros de usinabilidade (velocidade de corte e avanço). Isso revelou que a causa raiz não estava no fresamento dos dentes da engrenagem, como se pensava no início do estudo, mas sim na operação anterior de torneamento. A Tabela 4 mostra que um contínuo esforço de redução da variação neste processo de torneamento possibilitou que, ao longo de cinco anos, a geração de defeitos fosse substancialmente reduzida. No período considerado, o indicador de defeitos de qualidade medido em partes por milhão na célula baixou de 9550 ppm no primeiro ano para 1700 ppm no último ano e no cliente baixou de 615 para 50 ppm e estabeleceu-se a efetiva aplicação do controle estatístico de processo (CEP).
A implementação de racionalizações como as desenvolvidas por meio dos projetos 3 e 4 possibilitaram que o lead time interno entre o recebimento dos forjados e a entrega de engrenagens para a montagem final dos sistemas de transmissão fosse reduzido de cerca de 18 dias para 6 dias.
6 Discussão do caso
No caso estudado, a abordagem inicial de promover por meio de programas independentes voltados separadamente para LM e SS, apesar de ter evoluído até um certo ponto, esbarrava em dificuldades que limitavam o pleno aproveitamento de suas ferramentas e combinação de suas proposições. A consideração do redesenho da estrutura formal de sustentação do processo de melhoria contínua, visando à promoção da abordagem LSS (questão Q1), revela que a empresa conseguiu estabelecer condições mais favoráveis para conciliar a aplicação da LM e SS atuando sobre as dimensões da organização, direcionamento, ambiente e método de melhoria como sintetiza o Quadro 5. Isso foi buscado por um conjunto bem articulado de medidas, dentre as quais se destacam as seguintes:
-
Ao estabelecer o Conselho LSS, a empresa estabeleceu uma liderança única para comandar e conciliar a disseminação das metodologias LM e SS e aproveitar as complementaridades existentes entre elas;
-
Com o redesenho da estrutura de sustentação, a melhor comunicação da estrutura LSS com a hierarquia da empresa passou a ajudar os BBs a obter o respaldo necessário ao desenvolvimento e execução dos projetos, facilitando a condução dos projetos LSS nos processos de negócio com base no sistema matricial;
-
A busca de resultados efetivos é direcionada pela criteriosa filtragem inicial das propostas de forma alinhada ao planejamento estratégico seguida da análise de risco e atratividade para a seleção dos projetos a serem realizados;
-
BBs antes especialmente engajados na disseminação do SS, passaram a também atuar como agentes de promoção da LM, liderando projetos LSS que implicam na adoção de soluções baseadas nesta metodologia e atuando como "padrinhos" de uma determinada ferramenta de LM.
Além das dimensões estruturais discutidas acima, o estudo procurou caracterizar como os projetos de melhoria são conduzidos sob a abordagem LSS, conciliando a aplicação de métodos e ferramentas preconizadas pela LM e SS. A consideração da amostra de projetos investigada em relação à questão Q2 revela que o método de melhoria aplicado em projetos LSS varia em função dos objetivos buscados, envolvendo a aplicação de uma particular combinação de conceitos e ferramentas de LM e SS. Na combinação de conceitos e ferramentas aplicados em cada projeto, observa-se que enquanto em certos projetos pode predominar a abordagem de análise e implantação da LM (ex.: projetos 2 e 3), noutros pode predominar a da SS (ex.: projetos 1 e 4). A despeito desta variação, alguns pontos comuns puderam ser estabelecidos na forma de condução de projetos LSS, quais sejam:
-
Independentemente da particular maneira como são desenvolvidos, os projetos LSS compartilham o fato de serem originados a partir de um estudo de MFV e de, na fase de implantação, incluir a determinação do TP do processo melhorado ou do novo processo, bem como o treinamento das pessoas envolvidas na sua execução. Trata-se de ferramentas que antes eram mais enfatizadas na condução de projetos LM e que, com a promoção da LSS, tiveram a sua aplicação estendida a todos os projetos;
-
Ainda que num projeto LSS predomine a abordagem SS, para fins de treinamento prático das pessoas envolvidas, é acionado o mecanismo de realizar eventos Kaizen, o que antes ocorria apenas na implementação de ferramentas de ação da LM;
-
Originalmente, a sequência DMAIC era aplicada por BBs e GBs apenas para planejamento e condução de projetos SS. Já os projetos de racionalização do fluxo de valor para aplicação de ferramentas LM, disparados a partir do MFV, eram desenvolvidos pelo desdobramento de planos de ação (action plans) que apenas designavam o responsável pela sua execução e um escopo bastante resumido, sem estabelecer um modo de desdobramento mais formal, dando margem à improvisação. Com o advento da LSS, a forma estruturada da sequência DMAIC foi estendida ao desenvolvimento de projetos com ênfase em LM;
-
Na realização de projetos convencionais de SS, os BBs tendem a se concentrar nas análises de "engenharia" e se distanciar das áreas envolvidas. Com a LSS, ainda que num projeto predomine a aplicação de ferramentas analíticas da SS, o seu desenvolvimento tornou-se mais completo, incluindo um cuidado maior com a implantação do TP e aderência a ele.
O caso estudado fornece evidências de que a promoção da abordagem integrativa da LSS estimula a incorporação de elementos da SS em projetos em que prevalece o enfoque da LM e vice-versa. Trata-se de um efeito saudável que a experiência de fertilização cruzada (cross-fertilization) de ideias e métodos pode proporcionar e que merece ser mais valorizado pelas empresas. A noção de integração muitas vezes é associada à ideia de um processo de fusão, do qual emerge algo totalmente distinto dos elementos originais. Neste caso, observa-se que houve um processo de fusão no âmbito da estrutura de sustentação. Já no nível tático da forma de condução de projetos de melhoria, a integração ocorreu no sentido de conciliar a aplicação de métodos de análise ou de ação oriundos das metodologias LM ou SS, de modo a estimular a aplicação de combinações, o que anteriormente não ocorria. Com isso, no nível das ferramentas, preservou-se seu conceito original para aproveitar os conhecimentos e experiências que já haviam sido acumulados e, ao mesmo tempo, promoveu-se uma convergência na forma de condução dos projetos de melhoria em geral.
Apesar das vantagens que a promoção da abordagem LSS trouxe neste caso, vale mencionar algumas ressalvas. O processo de mudança da estrutura que havia sido estabelecida sob a abordagem anterior para a nova estrutura unificada levou mais de um ano para ser conduzido e demandou a dura superação de muitas resistências e atritos internos causados pelo remanejamento de pessoas e alterações na esfera de poder dos gestores. Esta turbulência fez inclusive com que a promoção da LSS fosse inicialmente recebida com ceticismo por gestores de UNs que já haviam se alinhado com o programa LM e/ou programa SS. Tais dificuldades somente foram superadas com o firme engajamento e respaldo da alta direção. Em relação ao modelo da estrutura integrada para sustentação da LSS que resultou do redesenho organizacional conduzido neste caso, é preciso salientar que é grande e cara, não sendo justificável nem viável em empresas de menor porte.
Finalmente, vale esclarecer que na empresa considerada já existiam outros mecanismos que estimulam a melhoria contínua, tais como o sistema de sugestões e melhorias pontuais realizadas por equipes ad-hoc, em seu próprio local de trabalho, que têm uma dinâmica própria e podem ser conduzidos de forma mais autônoma na manufatura. Tais mecanismos que promovem ações de melhoria mais espontâneas no sentido bottom-up foram preservados e mantidos fora do escopo da iniciativa LSS. Isso evidencia que a promoção da LSS, neste caso, teve o mérito de integrar melhor os projetos de melhoria de processos de maior magnitude às diretrizes estratégicas, favorecendo seu desdobramento no sentido top-down sem, contudo, buscar uma melhor articulação e conexão com as iniciativas bottom-up. Tal situação pode causar antagonismos ou contradições entre os esforços de melhoria realizados nos dois sentidos.
7 Conclusão
A integração das metodologias LM e SS parece constituir uma iniciativa sistêmica em que o ganho obtido com o todo formado pelas duas é superior à soma dos ganhos que podem ser obtidos com as partes separadas. A racionalidade e objetividade são fundamentais para um projeto de melhoria, mas não suficientes para assegurar o sucesso de seu desenvolvimento e implementação. No caso estudado, a empresa estabeleceu uma estrutura própria para promover a integração da LM com SS, cuidar da disseminação de uma cultura unificada de melhoria contínua por meio da abordagem LSS e relacioná-la com a hierarquia formal.
Os projetos examinados contribuíram para o alcance de expressivos ganhos tanto em produtividade como qualidade, de modo que, somente no segmento do fluxo de valor em que foram implementados, o lead time fosse reduzido de um total de 33 dias para 10 dias. Estes projetos foram planejados e conduzidos sistematicamente e resultaram na efetiva combinação de ferramentas LM e ferramentas SS.
A nova forma de organização adotada por esta empresa tem sido eficaz na sustentação da abordagem LSS, contudo não se pode extrapolar sobre a sua adequação a qualquer empresa. A criação de um modelo referencial que sirva de base para a introdução da abordagem LSS em empresas interessadas na sua adoção requer a realização de novas pesquisas em contextos diversos observando outros fatores contingenciais.
Vale ressalvar que este estudo não contemplou o potencial de aplicação da abordagem LSS em projetos de melhoria de processos de serviço nem de processos transacionais em áreas administrativas. O desenvolvimento de investigações análogas com tal escopo pode revelar a necessidade de padrões distintos para administrar as dimensões de organização, direcionamento, ambiente e método de melhoria visando à promoção de projetos LSS.
O caso estudado revela que, embora no plano conceitual a proposta de promoção da abordagem LSS seja promissora, caso as metodologias LM e SS tenham sido implantadas numa empresa de maneira totalmente separada e independente, a busca de uma aplicação mais integrada pode resultar numa transição complexa de administrar. Metodologias tais como LM e SS envolvem criação de cultura e afetam a estrutura organizacional. Portanto, é importante adotá-las, prevendo-se desde o início moldar um ambiente que facilite o aprimoramento e modernização dos processos gerenciais pela incorporação de novas ferramentas e descarte de paradigmas obsoletos.
Recebido em 8/12/2008
Aceito em 10/7/2011
Suporte financeiro: CNPq.
- ABOELMAGED, M. G. Six sigma quality: a structured review and implications for future research. International Journal of Quality and Reliability Management, v. 27, n. 3, p. 268-317, 2010. http://dx.doi.org/10.1108/02656711011023294
- Andersson, R.; Eriksson, H.; Torstensson, H. Similarities and differences between TQM, six sigma and lean. The TQM Magazine, v. 18, n. 3, p. 282-296, 2006. http://dx.doi.org/10.1108/09544780610660004
- ANDRIETTA, J. M.; MIGUEL, P. A. C. Aplicação do Programa Seis Sigma no Brasil: Resultados de um Levantamento tipo Survey Exploratório-Descritivo e Perspectivas Para Pesquisas Futuras. Gestão & Produção, v. 14, n. 2, p. 203-219, 2007. http://dx.doi.org/10.1590/S0104-530X2007000200002
- ANTONY, J.; Escamilla, J. L.; Caine, P. Lean Sigma. Manufacturing Engineer, v. 82, n. 2, p. 40-42, 2003. http://dx.doi.org/10.1049/me:20030203
- ARNHEITER, E. D.; MALEYEFF, J. The integration of Lean Management and Six Sigma. The TQM Magazine, v. 17, n. 1, p. 5-18, 2005. http://dx.doi.org/10.1108/09544780510573020
- BENDELL, T. A review and comparison of six sigma and the lean organisations. The TQM Magazine, v. 18, n. 3, p. 255-262, 2006. http://dx.doi.org/10.1108/09544780610659989
- BYRNE, G.; LUBOWE, D.; BLITZ, A. Using a Lean Six Sigma approach to drive innovation. Strategy & Leadership, v. 35, n. 2, p. 5-10, 2007. http://dx.doi.org/10.1108/10878570710734480
- CARVALHO, M. M.; RABECHINI JÚNIOR, R. Construindo Competências Para Gerenciar Projetos São Paulo: Atlas, 2006.
- CHIAVENATO, I. Introdução à teoria geral da Administração 7. ed. Rio de Janeiro: Elsevier, 2003. 634 p.
- CORRÊA, H. L.; GIANESI, I. G. N. Just-in-time, MRP II e OPT-Um Enfoque Estratégico São Paulo: Atlas, 1993.
- DAHLGAARD, J. J.; DAHLGAARD-PARK, S. M. Lean Production, Six Sigma Quality, TQM and Company Culture. The TQM Magazine, v. 18, n. 3, p. 263-281, 2006. http://dx.doi.org/10.1108/09544780610659998
- FLEURY, M. T. L.; FLEURY, A. Estratégias Competitivas e Competências Essenciais: Perspectivas Para a Internacionalização da Indústria no Brasil. Gestão e Produção, v. 10, n. 2, p. 129-144, 2003. http://dx.doi.org/10.1590/S0104-530X2003000200002
- FORNARI, A.; MASZLE, G. Lean Six Sigma Leads Xerox. Six Sigma Forum Magazine, 2004, p. 11-16.
- GEORGE, M. Lean Six Sigma: Combining Six Sigma Quality with Lean Speed. New York: Mc Graw-Hill, 2002.
- GEORGE, M. L. et al. The Lean Six Sigma Pocket Toolbook. McGraw-Hill, 2004.
- GEORGE, M. L. Lean Six Sigma for service: how to use lean speed and Six Sigma quality to improve services and transactions. New York: McGraw-Hill, 2003.
- GIL, A. C. Como elaborar projetos de pesquisa São Paulo: Atlas, 1991.
- HARRY, M.; SCHROEDER, R. Six Sigma: a Breakthrough Strategy for Profitability. New York: Quality Progress, 1998.
- JING, G.G. A lean six sigma breakthrough. Quality Progress, v. 42, n. 5, p. 27-31, 2009.
- KONING, H.; DOES, R. J. M. M; BISGAARD, S. Lean Six Sigma in financial services. International Journal of Six Sigma and Competitive Advantage, v. 4, n. 1, p. 1-17, 2008. http://dx.doi.org/10.1504/IJSSCA.2008.018417
- LARAIA, A.C.; MOODY, P.E.; HALL, R.W. The Kaizen Blitz: Breakthrough in Productivity and Performance. New York: John Willey, 1999.
- LEWIS, M. A. Lean production and sustainable competitive advantage. International Journal of Operations & Production Management, v. 20, n. 8, p. 959-978, 2000. http://dx.doi.org/10.1108/01443570010332971
- LIKER, J. K. The Toyota way: 14 Management Principles from the world's greatest manufacturer. New York: McGraw-Hill, 2004.
- MANN, D. W. Creating a lean culture: tools to sustain lean conversions. New York: Productivity Press, 2005. 224p.
- MARASH, S. A. Fusion management Fairfax: QSU Publishing Company, 2003. 179 p.
- MEIER, H. S.; FORRESTER, P. L. A model for evaluating the degree of leanness of manufacturing firms. Integrated Manufacturing Systems, v. 13, n. 2, p. 104-109, 2002. http://dx.doi.org/10.1108/09576060210415437
- MIYAKE, D. I.; RAMOS, A. W. Lean Six-Sigma - Brazilian Experience. In: MRUDULA, E. (Org.). Lean Six Sigma: An Introduction. Hyderabad: ICFAI University Press, 2007. p. 156-181.
- MIYAKE, D. I. The deployment of corporate production systems in auto industry companies: an approach to drive process improvements towards operational excellence. International Journal of Automotive Technology and Management, v. 8, n. 4, p. 431-448, 2008. http://dx.doi.org/10.1504/IJATM.2008.020312
- NAKAJIMA, S. TPM Developing Program: Implementing Total Productive Maintenance. Cambridge: Productivity Press, 1989.
- PEPPER, M. P. J.; SPEDDING, T. A. The evolution of lean six sigma. International Journal of Quality and Reliability Management, v. 27, n. 2, p.138-155, 2010. http://dx.doi.org/10.1108/02656711011014276
- PEREZ-WILSON, M. Seis Sigma: Compreendendo o Conceito, as Implicações e os Desafios. Rio de Janeiro: Qualitymark, 2000.
- PERIN, P. C. Metodologia de Padronização de Célula de Fabricação e Montagem, Integrando Ferramentas de Produção Enxuta no Sistema de Manufatura Delphi 2005. Dissertação (Mestrado em Engenharia de Produção Mecânica)-Universidade de São Paulo, São Carlos, 2005.
- RIBEIRO, H. A Bíblia dos 5 S da Implantação à Excelência Salvador: Casa da Qualidade, 2006.
- ROTHER, M.; SHOOK, J. Aprendendo a enxergar São Paulo: Lean Institute Brasil, 1999.
- ROTONDARO, R. G. et al. Seis Sigma: estratégia gerencial para a melhoria de processos e serviços. São Paulo: Atlas, 2002.
- ROWLANDS, H. Six Sigma: a new philosophy or repackaging of old ideas? Engineering Management, v. 13, n. 2, p. 18-21, 2003.
- SHAH, R.; WARD, P. T. Lean manufacturing: context, practice bundles, and performance. Journal of Operations Management, v. 21, p. 129-149, 2003.
- SHAH, R.; CHANDRASEKARAN, A.; LINDERMAN, K. In pursuit of implementation patterns: the context of Lean and Six Sigma. International Journal of Production Research, v. 46, n. 23, p. 6679-6699, 2008. http://dx.doi.org/10.1080/00207540802230504
- SHARMA, A.; MOODY, P.E. The perfect engine: How to win in the new demand economy by building to order with fewer resources. New York: The Free Press, 2001.
- SHINGO, S. Sistema de Troca Rápida - Uma Evolução nos Sistemas Produtivos Porto Alegre: Bookman, 2003.
- SHINGO, S. Zero Quality Control: Source Inspection and Poka-Yoke System. Portland: Productivity Press, 1986.
- SMITH, B. Lean and Six Sigma: A One-Two Punch. Quality Progress, v. 36, p. 37-41, 2003.
- SNEE, R. D. Lean Six Sigma - getting better all the time. International Journal of Lean Six Sigma, v. 1, n. 1, p. 9-29, 2010. http://dx.doi.org/10.1108/20401461011033130
- SU, C. T.; CHIANG, T. L.; CHANG, C. M. Improving service quality by capitalising on an integrated Lean Six Sigma methodology. International Journal of Six Sigma and Competitive Advantage, v. 2, n. 1, p. 1-22, 2006. http://dx.doi.org/10.1504/IJSSCA.2006.009367
- SUGAI, M.; McINTOSH, R. I.; NOVASKI, O. Metodologia de Shigeo Shingo (SMED): Análise Crítica e Estudo de Caso. Gestão & Produção, v. 14, n. 2, p. 323-335, 2007. http://dx.doi.org/10.1590/S0104-530X2007000200010
- UBEDA, C. L.; SANTOS, F. C. A. Os Principais Desafios da Gestão de Competências Humanas em um Instituto Público de Pesquisa. Gestão & Produção, v. 15, n. 1, p. 188-199, 2008.
- YIN, R. K. Case Study Research Design and Methods 2. ed. New York: Sage Publications, 1994.
- WHEAT, B.; MILLS, C.; CARNELL, M. Leaning into Six Sigma: a parable of the journey to Six Sigma and a lean enterprise. New York: McGraw-Hill, 2003.
- WOMACK, J. P.; JONES, D. T.; ROOS, D. A Máquina Que Mudou o Mundo Rio de Janeiro: Campus, 2001.
Datas de Publicação
-
Publicação nesta coleção
05 Abr 2012 -
Data do Fascículo
2011
Histórico
-
Recebido
08 Dez 2008 -
Aceito
10 Jul 2011