Resumos
Atualmente há um expressivo aumento no consumo de cimento, aliado à crescente preocupação ambiental inserida dentro do processo industrial. Com o intuito de amenizar impactos gerados pelo consumo de matéria-prima e emissão de CO2 para a atmosfera, foi realizado um estudo em laboratório no qual a escória do forno panela (EFP), um resíduo da indústria siderúrgica, foi empregada para fabricação do clínquer Portland. O objetivo é avaliar a qualidade do clínquer e a emissão de CO2 gerada ao adicionar esse subproduto na farinha do clínquer. Foram realizadas análises termogravimétricas para quantificar as emissões de CO2 por farinhas sem e com EFP, a partir da avaliação de sua decomposição em elevadas temperaturas. Os clínqueres produzidos foram avaliados qualitativamente por difração de raios X e microscopia óptica. Os resultados demonstram que o clínquer produzido com EFP tem uma emissão de CO2 16,51% mais baixa que o clínquer referência, produzido apenas com reagentes químicos puros. Os resultados dessa análise mineralógica por difração de raios X e microscopia óptica de luz refletida mostraram-se satisfatórios, observando-se uma melhor queimabilidade da farinha com EFP.
Clínquer Portland; Escória do forno panela; Emissão de CO2; Coprocessamento
Currently, there is a considerable increase in cement consumption, alongside a growing concern with environmental issues in the industrial process. In order to mitigate the impacts caused by the consumption of raw materials and CO2 emissions in the atmosphere, a laboratory study was conducted in which ladle furnace slag (LFS) from the steel industry was used in the manufacture of Portland cement clinker. The aim of this paper is to evaluate the quality of the clinker and CO2 emissions generated by adding ladle furnace slag (LFS) to the raw meal used in clinker production. Thermogravimetric analyses were performed to quantify the CO2 emissions generated by mixtures with and without LFS, based on the evaluation of their decomposition at increased temperatures. The clinkers produced were evaluated qualitatively by X-ray diffraction and optical microscopy. The results demonstrated that clinker produced with LFS had CO2 emissions 16,51% lower than those of the control clinker, made only with pure reagents. The results of the mineralogical analysis and optical microscopy in reflected light were satisfactory, showing evidence of improved raw mix burnability with LFS.
Portland cement clinker; Ladle furnace slag; CO2 emissions; Co-processed
Clínquer Portland com reduzido impacto ambiental
Portland cement clinker with reduced environmental impact
Eugênio Bastos da CostaI; Thiago Ricardo Santos NobreII; Agenara Quatrin GuerreiroIII; Mauricio MancioIV; Ana Paula KirchheimV
IPrograma de Pós-Graduação em Engenharia Civil, Núcleo Orientado para a Inovação da Edificação, Universidade Federal do Rio Grande do Sul, Av. Osvaldo Aranha, 99, Norie, Centro, Porto Alegre - RS - Brasil, CEP 90035-190, Tel.: (51) 3308-3518, E-mail: ebc.eng@hotmail.com
IIPrograma de Pós-Graduação em Engenharia Civil, Núcleo Orientado para a Inovação da Edificação, Universidade Federal do Rio Grande do Sul, E-mail: thiagorsn@gmail.com
IIIPrograma de Pós-Graduação em Engenharia Civil, Núcleo Orientado para a Inovação da Edificação, Universidade Federal do Rio Grande do Sul, E-mail: agenara@gmail.com
IVPrograma de Pós-Graduação em Engenharia Civil, Universidade do Vale do Rio dos Sinos, Av. Unisinos, 950, São Leopoldo - RS - Brasil, CEP 93022-000, Tel.: (51) 3591-1263, E-mail: mancio@unisinos.br
VPrograma de Pós-Graduação em Engenharia Civil, Núcleo Orientado para a Inovação da Edificação, Universidade Federal do Rio Grande do Sul, E-mail: anapaula.k@ufrgs.br
RESUMO
Atualmente há um expressivo aumento no consumo de cimento, aliado à crescente preocupação ambiental inserida dentro do processo industrial. Com o intuito de amenizar impactos gerados pelo consumo de matéria-prima e emissão de CO2 para a atmosfera, foi realizado um estudo em laboratório no qual a escória do forno panela (EFP), um resíduo da indústria siderúrgica, foi empregada para fabricação do clínquer Portland. O objetivo é avaliar a qualidade do clínquer e a emissão de CO2 gerada ao adicionar esse subproduto na farinha do clínquer. Foram realizadas análises termogravimétricas para quantificar as emissões de CO2 por farinhas sem e com EFP, a partir da avaliação de sua decomposição em elevadas temperaturas. Os clínqueres produzidos foram avaliados qualitativamente por difração de raios X e microscopia óptica. Os resultados demonstram que o clínquer produzido com EFP tem uma emissão de CO2 16,51% mais baixa que o clínquer referência, produzido apenas com reagentes químicos puros. Os resultados dessa análise mineralógica por difração de raios X e microscopia óptica de luz refletida mostraram-se satisfatórios, observando-se uma melhor queimabilidade da farinha com EFP.
Palavras-chave: Clínquer Portland. Escória do forno panela. Emissão de CO2. Coprocessamento.
ABSTRACT
Currently, there is a considerable increase in cement consumption, alongside a growing concern with environmental issues in the industrial process. In order to mitigate the impacts caused by the consumption of raw materials and CO2 emissions in the atmosphere, a laboratory study was conducted in which ladle furnace slag (LFS) from the steel industry was used in the manufacture of Portland cement clinker. The aim of this paper is to evaluate the quality of the clinker and CO2 emissions generated by adding ladle furnace slag (LFS) to the raw meal used in clinker production. Thermogravimetric analyses were performed to quantify the CO2 emissions generated by mixtures with and without LFS, based on the evaluation of their decomposition at increased temperatures. The clinkers produced were evaluated qualitatively by X-ray diffraction and optical microscopy. The results demonstrated that clinker produced with LFS had CO2 emissions 16,51% lower than those of the control clinker, made only with pure reagents. The results of the mineralogical analysis and optical microscopy in reflected light were satisfactory, showing evidence of improved raw mix burnability with LFS.
Keywords: Portland cement clinker. Ladle furnace slag. CO2 emissions. Co-processed.
Introdução
O clínquer Portland é obtido a partir da queima das matérias-primas (fontes de CaO, SiO2, Al2O3 e Fe2O3, entre outros) em um forno rotativo a temperaturas de até 1450 ºC. A principal matéria-prima natural usada para fabricação do clínquer é a rocha calcária, e o principal fator responsável pela emissão de dióxido de carbono no processo de fabricação de cimento Portland é a calcinação desse calcário, pois a cada 1.000 kg de calcita (CaCO3) calcinada são gerados 560 kg de CaO e 440 kg de CO2. A reação química de calcinação é responsável por aproximadamente 52% das emissões de CO2 no processo de fabricação do clínquer, enquanto o consumo de energia responde pelo restante. Considerando o consumo energético, tem-se que a cada 1.000 kg de clínquer fabricados gera-se em média aproximadamente 815 kg de CO2 no processo de fabricação do clínquer, enquanto o consumo de energia responde pelo restante. Considerando o consumo energético, tem-se que a cada 1.000 kg de clínquer fabricados gera-se em média aproximadamente 815 kg de CO2 (WORRELL et al., 2001).
Para agravar a situação, é importante destacar que o setor produtivo da construção civil é um dos principais responsáveis pelo consumo de matérias-primas naturais, chegando a consumir entre 14% e 50% do total extraído no planeta (JOHN, 2000), além de ser um dos setores que mais geram resíduo. Nesse contexto, o concreto é o material de construção mais largamente utilizado no mundo, sendo a sua produção anual estimada em mais de 20 bilhões de toneladas, o que corresponde a um consumo médio de aproximadamente 10 kg de concreto por pessoa por dia. Para atender a essa demanda, consome-se anualmente cerca de 3,4 bilhões de toneladas de cimento (USGS, 2010).
Na fabricação de cimento, além das emissões de gases do efeito estufa, o gasto energético é destacado. Ao expressar em números, o consumo global de energia para a produção de cimento situa-se entre 7 e 10 bilhões de GJ/ano, e as emissões de CO2 correspondem a aproximadamente 6-7% da geração mundial (MALHOTRA, 1999; MEHTA, 2002; MEHTA; MONTEIRO, 2006).
No Brasil, a partir de dados da USGS (United States Geological Survey ou Pesquisa Geológica dos Estados Unidos) e EIA (US Energy Information Administration ou Administração de Informações sobre Energia dos Estados Unidos), calcula-se que a fabricação de cimento é responsável por até 7,7% das emissões nacionais de CO2 geradas a partir da queima de combustíveis fósseis . Nos Estados Unidos, conforme dados da agência de proteção ambiental americana, a fabricação de cimento corresponde a 30% do total de emissões associadas às atividades industriais . Se comparadas às emissões de CO2 causadas pelo consumo de gasolina e álcool combustível no país, verifica-se que as emissões devido à fabricação de cimento correspondem a aproximadamente 55% desse total (BRASIL, 2005; EPA, 2005; OLIVEIRA et al., 2005). Segundo o Sindicato Nacional da Indústria do Cimento, no ano de 2010, o consumo aparente per capita no Brasil aumentou de 177 para 311 kg/hab, entre 1990 e 2010, como mostra a Figura 1.
Além disso, devido ao aumento populacional e à crescente industrialização dos países em desenvolvimento, estima-se que a produção de cimento apresentará expressivo crescimento ao longo das próximas décadas, assim como as correspondentes emissões de CO2, conforme ilustrado na Figura 2 (WBCSD, 2007). Na Figura 2a, nota-se que entre 1990 e 2050 a produção de cimento, em âmbito mundial, terá apresentado crescimento superior a 500%. Do mesmo modo, como mostra a Figura 2b, as emissões de CO2 apresentarão crescimento semelhante caso as práticas atuais sejam mantidas.
Considerando-se os 15 maiores países consumidores de cimento do mundo, em 2009 o consumo atingiu a ordem de 3 bilhões de toneladas, com a China liderando (1.622 milhões de toneladas) e com o Brasil em 4º lugar, com 51,9 milhões de toneladas (SINDICATO NACIONAL DA INDÚSTRIA DO CIMENTO, 2010).
Além disso, o aumento do consumo de cimento gera uma demanda maior por matérias-primas para sua produção. Muitas vezes, soma-se a esse fato a inexistência de matéria-prima suficiente que garanta a constância do produto vendido ao mercado, um quadro que muitas vezes se traduz em problemas para os construtores e indústrias que utilizam o cimento Portland na produção de concretos e argamassas.
Uma alternativa para o aumento da disponibilidade de matéria-prima é o coprocessamento. Rocha et al. (2011) comentam que o coprocessamento surgiu como uma estratégia para melhorar o desempenho econômico (menor consumo energético) da indústria cimenteira, sendo essa uma resposta à crise desencadeada pela recessão da economia brasileira nos fins da década de 1980, quando o setor cimenteiro implementou estratégias para conciliar o custo da automação com a redução de pessoal. Nesse contexto, o coprocessamento de resíduos iniciou-se no princípio da década de 1990 nas cimenteiras de Cantagalo do Estado do Rio de Janeiro (ROCHA et al., 2011). Devido às limitações das jazidas naturais, juntamente com a viabilidade e necessidade de coprocessamento de resíduos industriais, novas alternativas de fontes de matérias-primas para a produção de cimento estão sendo estudadas e aplicadas.
A proposta deste trabalho é a utilização da escória do forno panela para produção do clínquer Portland, simulando um coprocessamento, com vistas a quantificar a emissão de CO2 e a verificar a qualidade do clínquer produzido. Rocha et al. (2011) comentam que desde a década de 1990 a tecnologia do coprocessamento é usada, mas sob a legislação de agências de controle ambiental e autoridades da saúde.
O Conselho Nacional do Meio Ambiente (Conama) recomenda que, para a queima de resíduos em forno de cimento, a fábrica deverá apresentar todas as condições técnicas e ambientais para atender aos padrões de emissões exigidos. Nesse sentido, a fábrica de cimento deverá possuir: linha de produção moderna, processo de fabricação estável, regulado e otimizado; dispositivos altamente eficientes de retenção de material particulado e de lavagem de gases gerados na combustão; e queimadores especialmente projetados para os diversos tipos de combustíveis (BRASIL, 2005).
Materiais ligados à produção do clínquer
Segundo Maringolo (2001), os processos industriais funcionam, de modo geral, como processos geológicos acelerados, os quais transformam as matérias-primas e rearranjam elementos químicos em novos materiais. Dessa forma, o autor descreve que a produção do clínquer Portland pode, por analogia, ser entendida como um tipo de metamorfismo termal, agindo sobre um pacote de rochas calcárias com lentes de argila, a farinha, cuja composição inclui os principais elementos formadores de rochas (cálcio, silício, alumínio e ferro), confinado em um sistema fechado, o forno rotativo, no interior do qual é submetido a um gradiente termal que atinge 1.450 oC, em ambiente oxidante. Dentro desse sistema, uma série de reações em estado sólido, na presença de uma fase líquida enriquecida em alumínio e ferro, originará a assembleia mineralógica básica do clínquer, composta de quatro minerais principais, o silicato tricálcico (alita, C3S ou 3CaO.SiO2), o silicato dicálcico (belita, C2S ou 2CaO.SiO2), o aluminato tricálcico (C3A ou 3CaO.Al2O3) e o ferroaluminato tetracálcico (C4AF ou 4CaO.Al2O3.Fe2O3). Essas fases cristalinas anidras, resfriadas abruptamente, serão metaestáveis nas condições ambientes e reagirão rapidamente com água, transformando-se em componentes hidratados estáveis, que conferirão ao cimento seu caráter hidráulico.
Para facilitar a formação dos compostos desejados no clínquer de cimento Portland é necessário que a mistura de matérias-primas esteja bem homogeneizada antes do tratamento térmico. Isso explica por que os materiais extraídos têm de ser submetidos a uma série de operações de britagem, moagem e mistura. A partir da análise química das pilhas de materiais estocados, suas proporções individuais são determinadas pela composição desejada no produto final; as matérias-primas proporcionadas são geralmente moídas em moinho de bolas ou de rolo até partículas geralmente menores que 75 µm. A mistura assim obtida é também denominada farinha (MEHTA; MONTEIRO, 2006).
Além disso, sendo os silicatos de cálcio os principais constituintes do cimento Portland, as matérias-primas para a produção do cimento devem suprir cálcio e sílica em formas e proporções adequadas (MEHTA; MONTEIRO, 2006).
Centurione (1993) comenta que os calcários dolomíticos não são indicados para a indústria de cimento, a não ser que o teor de MgO seja diluído em processo de mistura com calcário calcítico. No Brasil não existe nenhuma norma que limite os teores de MgO no clínquer, sendo o conteúdo desse componente controlado apenas pela NBR 5732 (ABNT, 1991), que limita o teor desse óxido em 6,5% no cimento.
Ainda, em alguns casos, são utilizados os mineralizadores, que ajudam na formação de silicatos de cálcio a temperaturas consideravelmente mais baixas do que seria possível de outro modo. Portanto, quando não estão presentes quantidades suficientes de Al2O3 e Fe2O3 nas matérias-primas principais, estes são propositalmente incorporados à mistura por adição de materiais secundários como a bauxita e o minério de ferro (MEHTA; MONTEIRO, 2006).
No entanto, sabe-se também que os recursos naturais são finitos. Desse modo, torna-se crucial o efetivo controle do consumo de recursos e do uso da energia, através do aproveitamento de materiais alternativos e de mudanças nos métodos de produção, visando à minimização dos resíduos, sua utilização ou beneficiamento.
Dessa forma, cada dia mais a preocupação com o meio ambiente e com aspectos vinculados à ecologia tem-se mostrado uma constante nas indústrias e no meio acadêmico, em função de exigências sociais e governamentais. O problema dos rejeitos industriais e da construção civil não termina com sua captação, pois a disposição inadequada dos resíduos, isto é, a deposição em grandes quantidades em locais impróprios, gera o risco de contaminação do solo e fontes de água.
Os resíduos são classificados no Brasil pela ABNT (10004 (ABNT, 2004a)) como classe I (perigosos) e classe II (não perigosos), os quais se subdividem em classe II A, não inertes, e classe II B, inertes, de acordo com o nível de periculosidade, com base em características de inflamabilidade, corrosividade, reatividade, toxicidade e patogenicidade, e concentrações de constituintes solubilizados em testes de solubilização (ABNT 10006 (ABNT, 2004b)) superiores ao padrão de potabilidade de água.
O termo "coprocessamento", amplamente utilizado e consagrado no Brasil, estabelece a integração de dois processos em um, mais especificamente a utilização da manufatura industrial de um produto a altas temperaturas em fornos, fornalhas ou em caldeiras, para a destruição de resíduos industriais. No caso particular da indústria do cimento, aqui adotado neste estudo, o coprocessamento significa a produção de clínquer junto à queima de resíduos sólidos industriais no sistema forno, conforme também avaliado por Maringolo (2001), Centurione (1993) e Chotoli (2006).
Conforme Maringolo (2001), esse processo tem como objetivo que a utilização do resíduo represente aporte energético com poder calorífico ou ganho composicional com a substituição de alguns elementos principais, como cálcio, silício, alumínio e/ou ferro da matéria-prima, ou ainda que atue como mineralizador, apresentando componente como enxofre, flúor, titânio e fósforo, os quais reduzem a temperatura de combustão.
O coprocessamento, contudo, está ligado ao conceito de conservação e racionalização do uso de recursos naturais, minerais e energéticos, não renováveis, através da utilização de resíduos industriais. O panorama atual do coprocessamento no Brasil indica que a atividade está em pleno funcionamento e expansão.
Os princípios da utilização de resíduos no sistema forno diferem da adição de subprodutos industriais ao cimento e ao concreto. As adições que substituem o clínquer Portland na composição do cimento ocorrem devido a suas propriedades hidráulicas (MARINGOLO, 2001). A substituição de matérias-primas naturais na farinha ou de combustível fóssil ocorre pelas características energéticas e/ou químicas dos resíduos e abrange uma gama de materiais (MEHTA; MONTEIRO, 2006).
Um exemplo promissor testado nesta pesquisa foi a utilização de resíduos de escória de forno panela (EFP) em substituição parcial ao calcário, evitando a extração desnecessária de recursos naturais e aproveitando resíduos que teriam sua disposição final em aterros sanitários. Segundo a ABM1 1 Associação Brasileira de Metalurgia e Materiais. (2008), o volume gerado de EFP é apreciável, sendo da ordem de 10 kg a 40 kg por tonelada de aço. No Brasil, as escórias siderúrgicas são classificadas como resíduo sólido industrial, classe II A ou B, conforme Resolução Conama nº 313, de 29 de outubro de 2002 (Anexo II), catalogadas pelo código A0132 2 Resolução Conama nº 313, de 29 de outubro de 2002. Dispõe sobre o Inventário Nacional de Resíduos Sólidos Industriais (CONSELHO..., 2008). .
Nas aciarias elétricas são gerados basicamente dois tipos de escória: a primeira é a escória proveniente do forno elétrico, onde a sucata é fundida, dita escória oxidante ou "escura", e a segunda é a escória proveniente do forno panela, gerada durante o processo de refino secundário do aço (na panela), onde mais CaO é adicionado para remover o enxofre. Essa escória gerada na panela é denominada escória redutora ou "clara" (GARCIA et al., 1999; LUXÁN et al., 2000). A escória oxidante, em particular, contém maiores teores de Fe, MnO e Al2O3, enquanto a escória redutora geralmente contém altos teores de CaO (GEYER, 2001), chegando a até 50% em alguns casos. Conforme Garcia, San José e Urreta (1999), a geração aproximada de escória do forno panela varia normalmente entre 18% e 20% da produção de escória do forno elétrico.
Ao pontuar os cuidados a serem tomados no uso do coprocessamento, Rocha et al. (2011) destacam que a prática do coprocessamento de resíduos em fornos de clínquer ainda demanda muitos estudos, visando-se elucidar os aspectos da real contribuição do coprocessamento de resíduos e o estabelecimento dos limites e riscos a ele associados, em processos em que um rígido controle das condições operacionais e um monitoramento contínuo e eficaz do processo e das características físicas e químicas dos resíduos se fazem necessários.
Dessa forma, os resíduos ou subprodutos introduzidos com a farinha ou combustível são fontes significativas de componentes menores e traço, os quais podem trazer implicações ao processo e influenciar as propriedades do clínquer e do cimento Portland, e por este motivo muitos estudos laboratoriais devem ser feitos antes de levar a cabo a utilização de tais resíduos nas indústrias cimenteiras.
Materiais e métodos
A seguir são apresentados os materiais utilizados na produção dos clínqueres e descritos os métodos adotados. Esta pesquisa faz parte de um projeto maior, em que outros resíduos também estão sendo investigados para a produção de clínqueres com menor impacto ambiental.
Composição de fases do clínquer
Para efeito comparativo, foram produzidos dois clínqueres: o de referência, denominado C-REF, e o com escória do forno panela (EFP), denominado C-EFP. O C-REF foi sinterizado a partir de reagentes P.A. (para análise). O C-EFP foi sinterizado a partir da substituição parcial do carbonato de cálcio P.A. por EFP. A obtenção da composição de óxidos da EFP foi o primeiro passo para cálculo das fases do C-EFP.
A composição de óxidos da farinha precursora do C-REF corresponde à estudada por Centurione (1993). As equações 1, 2 e 3 apresentam os parâmetros de controle adotados para composição de óxidos da farinha precursora. Os módulos químicos são:
(a) fator de saturação da cal (FSC);
(b) módulo de sílica (MS); e
(c) módulo de alumina (MA).

As equações de Bogue (1929), de uso bastante difundido na indústria de cimento brasileira, foram utilizadas para calcular as principais fases mineralógicas do clínquer Portland a partir da composição de óxidos da farinha precursora (Equações 4 a 7):

Foram utilizadas as Equações 8 e 9, complementares às de Bogue (1929), para estimar o teor de periclásio e de outras impurezas. Essas equações foram adotadas por Chen (2009) ao estudar a sinterização de clínqueres a partir de resíduos industriais.

Produção de clínquer em laboratório
A metodologia escolhida para a produção do clínquer experimental em laboratório foi originalmente desenvolvida no Instituto de Geociências (IGC) da USP e é descrita em detalhe por Centurione (1993) e Maringolo (2001). O procedimento busca reproduzir, da forma mais fiel possível, as etapas do processamento industrial, incluindo a homogeneização e pré-calcinação da farinha, a sinterização e o resfriamento do clínquer.
A EFP foi moída até passar totalmente em peneira ABNT 200 (75 µm). As matérias-primas EFP; carbonato de cálcio P.A.; óxido de ferro P.A.; óxido de alumínio P.A.; óxido de silício P.A. foram misturadas em proporções previamente calculadas e homogeneizadas por aproximadamente 10 min em agitador rotatório de frascos para obtenção da farinha precursora.
Foram confeccionadas esferas de farinha umidificada, relação água/material seco 0,3, a fim de possibilitar a moldagem manual de pelotas com diâmetro de aproximadamente 1 cm e massa de 3,0 g. As esferas assim obtidas foram mantidas em estufa a 100±5 ºC por um período mínimo de 2 h, para então ser levadas ao forno em cadinhos de alumina. A Figura 3a mostra as esferas moldadas manualmente após a retirada da estufa. A Figura 3b mostra o forno utilizado para clinquerização no instante em que ele é aberto para resfriamento dos clínqueres.
Como as fábricas de cimento modernas utilizam pré-aquecedores para elevar a temperatura do material até aproximadamente 900 ºC, adotou-se um patamar de 30 min nessa temperatura para a descarbonatação e melhor efetivação da clinquerização. A temperatura máxima de queima foi de 1.450 ºC, com uma taxa de aquecimento de 5º/min, que se manteve nesse patamar por 15 min antes de finalizar a queima.
Para evitar que as fases mineralógicas do clínquer se tornassem instáveis, realizou-se o resfriamento dos clínqueres, tendo sido este retirado após a temperatura atingir 1.350 ºC, seguido de resfriamento brusco por meio de ventilação forçada.
Avaliação do clínquer
As fases mineralógicas do clínquer foram avaliadas utilizando-se as técnicas de difração de raios X (DRX) e microscopia óptica. Foi utilizado um difratômetro modelo Philips X'Pert MPD, com tubo cerâmico modelo PW 3373/00 e detector proporcional modelo PW 3011/10, raios X CuKa (l = 1,5418 Å) com passo de 0,02º. A identificação das fases cristalinas presentes nas amostras foi realizada através do software X'Pert High Score comparando os resultados obtidos através das análises dos picos principais de cada fase identificada nas fichas PDF (Powder Diffraction Files).
No estudo através da microscopia ótica (MO) do clínquer por luz refletida, é possível analisar a formação dos cristais, a presença de óxido de magnésio livre (periclásio), assim como a cal livre, sendo esses óxidos indesejáveis no produto final, e distribuição das fases mineralógicas. Fatores microestruturais como forma de distribuição, morfologia e dimensão dos cristais, polimorfismo, entre outros, exercem forte influência sobre as propriedades do clínquer (GOBBO, 2003).
Os ensaios de MO foram realizados no laboratório de análises químicas de uma cimenteira da região. Foi realizado ataque químico das seções polidas dos clínqueres, possibilitando a diferenciação das fases mineralógicas pela coloração e contrastes de relevo. Centurione (1993) descreve a metodologia de preparação de amostra, os procedimentos utilizados para o estudo microscópico qualitativo, e apresenta uma listagem com os principais reagentes químicos utilizados no estudo do clínquer Portland. A metodologia do estudo microscópico do clínquer é também descrita por Campbell (1999) e Maringolo (2001).
Resultados
Caracterização química da EFP
Na Tabela 1 é apresentada a composição química da amostra de EFP obtida por Fluorescência de Raios X e análise de perda ao fogo.
Observa-se na amostra de EFP a presença majoritária de CaO e SiO2, de quantidades intermediárias de MgO, Fe2O3 e Al2O3, e quantidades menores de outros óxidos (8,90%). Na Tabela 1 também é apresentado o resultado da análise de perda ao fogo (5,25%). Esse resultado foi confirmado também por análises termogravimétricas, o qual foi reavaliado para determinação do percentual de CO2 associado.
A Figura 4 apresenta as curvas de TG/DTG das análises termogravimétricas realizadas na amostra de EFP. Na mesma figura também são apresentadas as curvas termogravimétricas do reagente químico carbonato de cálcio P.A. utilizado na composição da farinha do C-REF. Observa-se que o pico de descarbonatação do CaCO3 entre 580 ºC e 800 ºC. Vale ressaltar que a presença de CaCO3 na EFP pode estar relacionada às condições de estocagem do resíduo. Na comparação de emissão de CO2 decorrente da descarbonatação da EFP e do carbonato de cálcio, tem-se que o CO2 representa 2,64% da amostra de EFP, enquanto na amostra de carbonato de cálcio P.A. esse percentual corresponde a 44%.
Composição química das farinhas precursoras
A Tabela 2 apresenta a composição de óxidos das farinhas dos clínqueres C-REF e C-EFP.
A massa de EFP adicionada à farinha precursora do C-EFP representou 21% da composição de óxidos. A EFP contribui com 8,87% do teor de CaO da composição de óxidos do C-EFP. Considerando apenas a emissão de CO2 pela descarbonatação da farinha precursora, o C-REF emitirá 545 kgCO2/t de clínquer, enquanto o C-EFP emitirá 455 kgCO2/t de clínquer, uma redução 16,51%. Esse valor é apreciável, considerando que a produção nacional de cimento em 2010 chegou ao montante histórico de 59,1 milhões de toneladas (SINDICATO NACIONAL DA INDÚSTRIA DO CIMENTO, 2010).
A Tabela 3 apresenta os módulos químicos das farinhas precursoras dos clínqueres C-REF e C-EPF. Observa-se uma redução do FSC do C-EFP em relação ao C-REF. O FSC está intimamente relacionado às proporções de cal livre, alita e belita. Como interferência no produto final, fixando-se o teor de cal livre, tem-se um aumento do conteúdo de alita e uma redução do conteúdo de belita com o incremento do FSC (CENTURIONE, 1993).
Na Tabela 4, apresenta-se o cálculo da composição de fases dos clínqueres utilizando-se as equações de 4 a 9. Observa-se que o percentual das fases do C-EFP variou em relação ao C-REF devido à presença do MgO e outras impurezas. O C3S é um dos principais constituintes do clínquer Portland, com importante papel no endurecimento e resistência mecânica do concreto. Porém, o teor de alita de 65,21% no C-EFP é considerado satisfatório. Verifica-se também um aumento do percentual de C2S no C-EFP. O C2S, embora ocorra em proporções menos expressivas que a alita, é um dos constituintes principais do clínquer Portland, com contribuição significativa nas resistências mecânicas a idades mais longas do concreto. Pode-se dizer, no entanto, que o clínquer C-EFP gerará menores resistências nas primeiras idades se utilizado em concreto.
Difração de raios X do clínquer
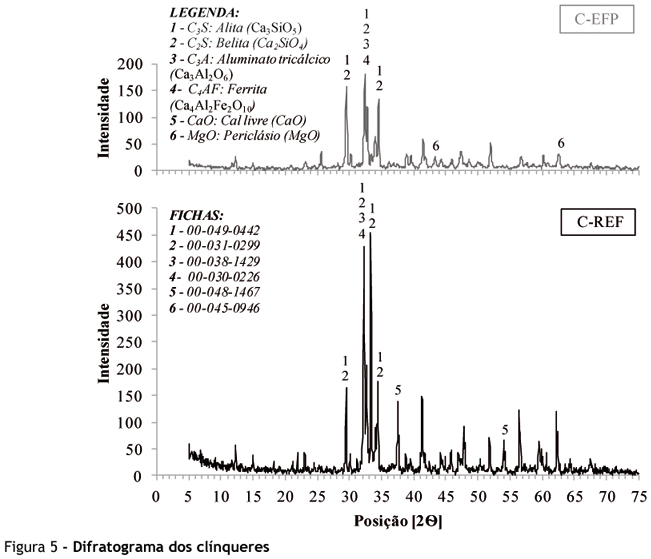
A Figura 5 apresenta a análise mineralógica qualitativa por DRX que foi realizada nos clínqueres.
Na Figura 5, observam-se as principais fases do clínquer (C3S, C2S, C3A e C4AF). A simples comparação de altura dos picos não permite comparação quantitativa das fases. Uma análise quantitativa das fases dos clínqueres seria necessária para comparação dos resultados com o cálculo teórico, no entanto tal análise não foi possível.
Na Figura 5, foi identificado pico (5) no C-REF referente à cal livre. A cal livre é considerada indesejável no clínquer Portland a partir de 2% (CENTURIONE, 1993). Quando a hidratação da cal livre ocorre no concreto endurecido, podem-se formar fissuras, permitindo a entrada de agentes agressivos. Foi identificado o pico (6) no C-EFP referente ao periclásio (MgO). Esta fase também é indesejada, o teor de MgO é limitado no cimento Portland em 6,5% (NBR 5732 (ABNT, 1991)). O MgO foi fixado em 2,35% no C-EFP. O periclásio possui baixa atividade hidráulica, porém sua presença é preocupante em teores elevados devido às reações expansivas (CENTURIONE, 1993).
Microscopia do clínquer
As Figuras 6 e 7 apresentam as fotomicrografias do C-REF. Na Figura 6, as formas dos cristais de alita apresentaram-se irregulares, cristais com tamanho inferior a 20 µm, e nem todas as faces do hexágono desenvolveram-se. Isso indica que a temperatura e/ou o tempo de clinquerização foram insuficientes para a formação adequada das fases do clínquer. Na Figura 7, observa-se cal livre e também grãos silicosos. A EFP possui em sua composição mineralizadores/fundentes (fluoretos, P2O5, ZnO, TiO2, no total de 3,34%), que ajudam a reduzir a temperatura de queima do clínquer.
As Figuras 8 e 9 apresentam as fotomicrografias do C-EFP. Na Figura 8, os cristais de alita são bem formados; em sua grande maioria são cristais equidimensionais com dimensão variando de 30 µm a 40 μm, indicando temperatura adequada de queima. No C-EFP, não foi evidenciada cal livre, o que significa uma boa homogeneização da farinha. A Figura 9 mostra a fase intersticial, a qual é avaliada como semicristalizada tendendo a cristalizada, indicando que o resfriamento utilizado variou de normal a lento.
Conclusão
A utilização da EFP, que seria depositada em aterros e pátios industriais, como componente do clínquer apresenta-se como uma alternativa tecnicamente viável para a redução do impacto ambiental negativo gerado pela descarbonatação da farinha precursora. Observa-se que a utilização de um material classificado como resíduo representa um benefício ambiental e justifica-se facilmente como um fator econômico positivo, desde que sejam atendidos os requisitos técnicos referentes à aplicação pretendida.
As considerações apresentadas a seguir referem-se aos resultados obtidos para os materiais estudados, sob as condições experimentais descritas anteriormente:
(d) a EFP apresenta elevado potencial de utilização como matéria-prima para fabricação de clínquer de cimento Portland, propiciando redução de emissões de CO2 (devido à substituição de parte do calcário) e aumento de produtividade (menor perda de massa);
(e) o próprio processo de clinquerização funciona como um eficaz mecanismo de tratamento da EFP e de estabilização das reações expansivas, devido ao consumo de CaO livre na formação dos silicatos e aluminatos de cálcio no clínquer;
(f) todas as fases principais do clínquer foram detectadas nas análises mineralógicas qualitativas através de difração de raios X (C2S, C3S, C3A e C4AF); e
(g) a utilização da EFP altera a quantificação das fases do clínquer por conter um elevado percentual de MgO e outras impurezas em sua composição química, porém a composição do clínquer mantém-se satisfatória com uma melhora na condição de queima da farinha.
Agradecimentos
Os autores agradecem às indústrias que colaboraram com a doação de materiais e com a realização de ensaios, e à valorosa cooperação de Antônio Shigueaki Takimi, pelo auxílio prestado. Destacam a importância do aporte financeiro do Conselho Nacional de Pesquisa (CNPq) e da Fundação de Amparo à Pesquisa do Estado do Rio Grande do Sul (Fapergs).
Recebido em 31/07/12
Aceito em 23/04/13
- ASSOCIAÇÃO BRASILEIRA DE METALURGIA E MATERIAIS. Gestão de Coprodutos: estudo prospectivo do setor siderúrgico: 2008. Brasília: Centro de Gestão e Estudos Estratégicos, 2008. (Nota Técnica). 28 p., il.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 10004: resíduos sólidos: classificação. Rio de Janeiro, 2004a.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 10006: procedimento para obtenção de resíduos sólidos. Rio de Janeiro, 2004b.
- ASSOCIAÇÃO BRASILEIRA DE NORMAS TÉCNICAS. NBR 5732: cimento portland comum. Rio de Janeiro, 1991.
- BRASIL. Balanço Energético Nacional (2005). Brasília, DF: Ministério de Minas e Energia, 2005.
- BOGUE, R. H. Calculation of the Compounds in Portland Cement. Industrial and Engineering Chemistry, v. 1, n. 4, p. 192, oct. 1929.
- CAMPBELL, D. H. Microscopical Examination and Interpretation of Portland Cement and Clinker 2nd Skokie: Portland Cement Association, 1999.
- CENTURIONE, S. L. Influência das Características das Matérias-Primas no Processo de Sinterização do Clínquer Portland 154 f. São Paulo, 1993. Dissertação (Mestrado em Engenharia Civil) Instituto de Geociências, Universidade de São Paulo, São Paulo, 1993.
- CHEN, I. A. Synthesis of Portland Cement and Calcium Sulfoaluminate-Belite Cement for Sustainable Development and Performance 174 f. Austin, 2009. Thesis (PhD Dissertation) Department of Civil Engineering, The University of Texas, Austin, 2009.
- CHOTOLI, F. F. Obtenção de Clínquer de Cimento a Partir de Escória de Aciaria a Oxigênio: estudo em escala laboratorial. São Paulo: Instituto de Pesquisas Tecnológicas, 2006.
- CONSELHO NACIONAL DO MEIO AMBIENTE. Resoluções do Conama: resoluções vigentes publicadas entre julho de 1984 e novembro de 2008. 2. ed. Brasília: Conama, 2008. 928 p.
- EIA. International Energy Annual 2004 ENERGY INFORMATION ADMINISTRATION. 2006. Disponível em: <http://www.eia.doe.gov/iea/>. Acesso em: 17 maio 2013.
- ENVIRONMENTAL PROTECTION AGENCY. Emission Facts: average carbon dioxide emissions resulting from gasoline and diesel fuel. U.S.. 2005. Disponível em: <http://www.epa.gov/otaq/climate/420f05001.htm>. Acesso em: 17 maio 2013.
- MARTINS, F. M. Caracterização Química e Mineralógica de Resíduos Sólidos Industriais Minerais do Estado do Paraná 158 f. Curitiba, 2006. Dissertação (Mestrado em Engenharia Civil) Pós-Graduação em Química, Universidade Federal do Paraná, Curitiba, 2006.
- GARCÍA, C.; SAN JOSÉ, J. T.; URRETA, J. I. Publicação, Reprodução, Execução: direitos autorais. In: GLOBAL SYMPOSIUM ON RECYCLING, WASTE TREATMENT AND CLEAN TECHNOLOGY, San Sebastian, 1999. Proceedings... San Sebastian, 1999.
- GEYER, R. M. T. Estudo Sobre a Potencialidade de Uso das Escórias de Aciaria Como Adição ao Concreto. 187 f. Porto Alegre, 2001. Tese (Doutorado em Engenharia, área de concentração: Metalurgia Extrativa/Tecnologia Mineral) Escola de Engenharia, Universidade Federal do Rio Grande do Sul. Porto Alegre, 2001.
- GOBBO, L. A. Os Compostos do Clínquer Portland: sua caracterização por difração de raios-x e quantificação por refinamento Rietveld. 157 f. São Paulo, 2003. Dissertação (Mestrado em Engenharia Civil) Escola de Engenharia, Universidade de São Paulo, São Paulo, 2003.
- JOHN, V. M. Reciclagem de Resíduos na Construção Civil: contribuição para metodologia de pesquisa e desenvolvimento. 113 f. São Paulo, 2000. Tese (Livre Docência) Departamento de Engenharia de Construção Civil, Universidade de São Paulo, São Paulo, 2000.
- LUXÁN, M. P. et al. Characteristics of Slag Produced in the Fusion of Scrap Steel by Eletric Arc Furnace. Cement and Concrete Research, v. 30, n. 4, p. 517-519, 2000.
- MALHOTRA, V. M. Making Concrete "Greener" With Fly-Ash. Concrete International, v. 21, n. 5, p. 61-66, 1999.
- MARINGOLO, V. Clínquer Co-Processado: produto de tecnologia integrada para sustentabilidade e competitividade da indústria de cimento. 174 f. São Paulo, 2001. Tese (Doutorado em Mineralogia e Petrologia) Programa de Pós-Graduação em Mineralogia e Petrologia, Universidade de São Paulo, São Paulo, 2001.
- MEHTA, P. K.; MONTEIRO, P. J. M. Concrete: microstructure, properties, and materials. New York: McGraw-Hill, 2006. 659 p.
- MEHTA, P. K. Greening of the Concrete Industry for Sustainable Development. Concrete International, v. 24, n. 7, p. 23-28, jul. 2002.
- OLIVEIRA, M. E. D. et al. Ethanol as Fuel: energy, carbon dioxide balances and ecological footprints. BioScience, v. 55, n. 7, p. 593-602, 2005.
- ROCHA, S. D. F. et al. Aspectos do Coprocessamento de Resíduos em Fornos de Clínquer. Revista de Engenharia Sanitária e Ambiental, v. 16, n. 1, jan./mar. 2011.
- SINDICATO NACIONAL DAS INDÚSTRIAS DE CIMENTO. Relatório Anual 2010 2010. Disponível em: <http://www.snic.org.br/pdf/snic-relatorio2010-11_web.pdf>. Acesso em: 28 jul. 2012.
- USGS. Metals and Minerals. In: USGS. Minerals Yearbook 2004. v. 1. Disponível em: <http://minerals.usgs.gov/minerals/pubs/myb.html>. Acesso em: 17 maio 2013.
- USGS. Cement Statistics and Information 2010. Disponível em: <htt://minerals.usgs.gov/minerals/pubs/commodity/cement/mcs-2012-cemen.pdf>. Acesso em: 28 de julho de 2012.
- WBCSD. The Cement Sustainability Initiative 2007. Disponível em: <http://www.wbcsd.org>. Acesso em: 17 maio 2013.
- WORRELL et al. Carbon Dioxide Emissions From the Global Cement Industry. Annual Review Energy and the Environment, v. 26, n. 1, p. 303-29, 2001.
Datas de Publicação
-
Publicação nesta coleção
18 Jul 2013 -
Data do Fascículo
Jun 2013
Histórico
-
Recebido
31 Jul 2013 -
Aceito
23 Abr 2013