Abstract
Tunnel boring machines are important tools in underground infrastructure projects. Although being well established equipment, these machinesare based on designsof more than 60 years ago and are characterized by big dimensions, enormous weight and high power consumption. Commercial aspects should be noted too. The model adopted by the TBM industry requires constant replacement of cutter discs and specific labor skills, usually offered by the same manufacturingcompany. In some cases the cost of replacement parts and technical assistance can be higher than the acquisition cost of an entire machine. These aspects are no longer compatible with the concept of sustainability that is an important aspect of currentsociety. While the technical characteristics require a large quantity of steel and several inputs, the adoptedmodel is not competitive. One alternative is looking for new technologies that break the old paradigms and allow the development of high performance concepts with lower social and environmental impact. This studydealswith this opportunity by proposing a high performance tunnel boring machine that makes use of high power water jet and diamond wire to compose a double shield cutter head. It works in two stages. In the fristone, an annular cut is executed by hydrodemolition,and in the second one, the diamond wire station slices the rock core. Only with the action of diamond wire is the rock core separated from the rock mass and the removal process is finished. A smart water jet nozzle movement system is described and non circular tunnels can be executed. The new technologies involved requirea different type of backup system, lighter and smaller. The non-existence of mechanical contact between the equipment and the rock mass at theexcavation front allows low power consumption. The advanced rate and primary excavation cost analyses can also be encountered herein. It shows that it is possible to reach an advanced rate of 174 m/day in soft and porous rock and 0.64 m/day in hard and non porousrock, whereas the NTNU method indicates only 55m/day and 13m/day underrespective conditions. On the other hand, the excavation cost is high for both conditions. One option is to use sand as an abrasive in the water jet process, reducing by half the primary excavation cost. It is reasonable to say that the proposed concept can be considered as an alternative for tunnels in soft rock and high porosity, and needs better performance of the water jet system to become an alternative for hard rock.
Keywords:
tunnel boring machine; high power water jet; diamond wire
1. Introduction
Tunnel boring machines are widely used around the world and they are a good choice for urban tunnels or high cover, besides being the best option for rock tunnels with a length over 1.5 km (Chapman et al., 2010CHAPMAN, D., METJE, N., STÄRK, A. Introduction to tunnel construction. London: Spon Press, 2010.). Thisequipmentoriginated in the eighteenth century with Brunnel's concept and evolved till the Robbins's concept, with a better advance rate and reliability (Maidl et al.,2008MAIDL, B. et al. Hardrock tunnel boring machines. Berlin: John Ernst& Sons Press, 2008.).With the exception of the development of the DOT and DPLEX machines in Asia, no more radical innovation in the operation principle has been introduced in this sector. When facing the obvious opportunity for innovation and the challenge of more efficiency and sustainability, it is clear that there is the necessity of a new family of TBMs which does not incorporate great power usage, components with large dimensions and excessive weights as its main characteristics.This new way to manufacture TBMs requires changing the paradigms thathave been followed for more than seventy years.
One alternative is looking forexotic technologies capable of transferring energy from the machine to the rock without mechanical contact. Several options havebeen studied by Maurer (1979)MAURER, W.C. et al. High-pressure drilling. Journal of Petroleum Technology, v. 25, n. 07, p. 851-859, 1973. and the National Research Council et al.(1994)NATIONAL RESEARCH COUNCIL et al. Drilling and excavation technologies for the future. Washington D.C: National Academies Press, 1994.. They were classified as chemical reaction, thermal spalling, fusion (or vaporization) and mechanical rock cutting methods.However, thechemical reaction methods produce safety and environment problems, and the fusion and thermal spalling methods have a high energy demand, becoming undesirable alternatives. One exception is the high power water jet technology (WJ) (National Research Council et al., 1994NATIONAL RESEARCH COUNCIL et al. Drilling and excavation technologies for the future. Washington D.C: National Academies Press, 1994.).
Although it is used for excavation proposes since the eighteenth century, only in the 1970s has the water jet been used as assistant rock breaking technology in more complex applications. One example of a feasibility investigation was the work described in Hood (1977)HOOD, M. A study of methods to improve the performance of drag bits used to cut hard rock. Johannesburg: Faculty of Engineering of the University of Witwatersrand, 1977. (Doctoral Thesis).. It investigated the performance of drag bits with and without combined water jet. The work concluded that it is possible to cut hard rock deeper and faster with the water jet at 400 bar. Later in Pritchard and Reimer (1980)PRITCHARD, R. S. et al. Effects of Waterjet Slotting On Roller Cutter Forces. In: PROCEEDING OF NORTH AMERICAN SYMPOSIUM ON ROCK MECHANICS, 21., Rolla,1980. confirmed that a drag bit assisted with water jet could reduce the excavation force and disc cutter wear, improving, in this way, the advanced rate and cutter disc life time. These results were confirmed by Ciccu and Grosso (2010)CICCU, R., GROSSO, B. Improvement of the excavation performance of PCD drag tools by water jet assistance. Rock mechanics and rock engineering, v. 43, n. 4, p. 465-474, 2010. whose experimental analysis of assisted drag bit excavation, suggested that water jet assitence is effective in improving the performances of mechanical tool.
According to Wilson et al. (1997)WILSON, J. W., SUMMERS, D. A., GERTSCH, R. E. The development of waterjets for rock excavation. In: PROCEEDING OF INTERNATIONAL SYMPOSIUM ON MINE MECHANISATION AND AUTOMATION, 4. Brisbane, 1997., the application in Roadheaders was almost immediate. The benefits achieved by the use of WJ could be simplified by stating that without water jet assisted cutting (WJAC), it was necessary to use a 100-ton machine to cut rock with a strength over 1.200 bar. The addition of WJAC reduced this need to only 35 tons.
In Kouzmich and Merzlyakov (1983)KOUZMICH, I. A., MERZLYAKOV, V. G. Schemes of coal massif breakage by disc cutter and high velocity. In: PROCEEDING OF NORTH AMERICAN WATER JET CONFERENCE, 2, Rolla, 1983., Fennet al. (1985)FENN, O., PROTHEROE, B. E., JOUGHIN, Noel C. Enhancement of roller cutting by means of water jets. In: PROCEEDING OF RAPID EXCAVATION AND TUNNELING CONFERENCE, New York, p. 341-356, 1985. and Ciccu and Grosso (2014)CICCU, R., GROSSO, B. Improvement of disc cutter performance by water jet assistance. Rock mechanics and rock engineering, v. 47, n. 2, p. 733-744, 2014. the experimental analyses were focused on disc cutter performance assisted by water jet. While in Fenn et al. (1985)FENN, O., PROTHEROE, B. E., JOUGHIN, Noel C. Enhancement of roller cutting by means of water jets. In: PROCEEDING OF RAPID EXCAVATION AND TUNNELING CONFERENCE, New York, p. 341-356, 1985. was utilized four low-pressure jets of water (two in each side of the disc) to remove the crushed material after its formation and report a 40% reduction of thrust and rolling force upon the disc cutter, Kouzmich and Merlyakov (1983)KOUZMICH, I. A., MERZLYAKOV, V. G. Schemes of coal massif breakage by disc cutter and high velocity. In: PROCEEDING OF NORTH AMERICAN WATER JET CONFERENCE, 2, Rolla, 1983. and Ciccu and Grosso (2014)CICCU, R., GROSSO, B. Improvement of disc cutter performance by water jet assistance. Rock mechanics and rock engineering, v. 47, n. 2, p. 733-744, 2014. investigated the feasibility of water jet assistance for disc cutter assistance.
WhileKouzmich and Merlyakov (1983)KOUZMICH, I. A., MERZLYAKOV, V. G. Schemes of coal massif breakage by disc cutter and high velocity. In: PROCEEDING OF NORTH AMERICAN WATER JET CONFERENCE, 2, Rolla, 1983. only analysed the feasibility of technology in coal excavation, Ciccu and Grosso (2014)CICCU, R., GROSSO, B. Improvement of disc cutter performance by water jet assistance. Rock mechanics and rock engineering, v. 47, n. 2, p. 733-744, 2014. went futher. They experimentally investigated the deep groove and volume removed per unit length of the tool's path in two situations for sandstone and limestone: one with and another without water jet assistance.The main operational variables measured were the thrust and cutting forces, the tangential velocity of the tool and the energy involved, both mechanical and hydraulic. The pressure and flow rate were kept constant and all tests were repeated at least three times. The result concluded that both variables (depth of grooves and volume removed) are higher for the water jet assistance situation. The authors suggested that the rock-tool interaction forces were reduced (or, conversely, the penetration was increased under fixed normal force applied to the tool). As a consequence, the stress level onthe tool's material and its wear rate became lower, thus, increasing the working life of the tool. These facts concluded that water jet-assisted tools are regarded as a solution for extending the mechanical excavation of hard and abrasive materials, as well as improving excavation performance.
The use of WJ in another excavation equipment had parallelal development. The development of a petroleum drill concept described in Maurer et al. (1973)MAURER, W.C. et al. High-pressure drilling. Journal of Petroleum Technology, v. 25, n. 07, p. 851-859, 1973. was also an important step. An oil drilling rig which utilizes WJ as its main technology in order to cut rock was proposed. Low power capacity and leakage problems halted the operation. The water jet technology has also been utilized for methane drainage in coal mines, especially in China since the nineties. A self-propelled nozzle that increased the drainage area in coal mining was proposed by Lu et al. (2015)LU, Y. et al. Research on and design of a self-propelled nozzle for the tree-type drilling technique in underground coal mines. Energies, v. 8, n. 12, p. 14260-14271, 2015.. A different approach has been followed by Lu et al. (2013)LU, Y. et al. Hard rock drilling technique with abrasive water jet assistance. International Journal of Rock Mechanics and Mining Sciences, n. 60, p. 47-56, 2013.. They proposed a drilling machinefor coal mining that digs the rock in two stages, one with water jet and another with mechanical enlargement.
An important point is that in all aproaches described, the water jet plays a secondary role, serving asassistance technology fortraditional excavation tools. Only in Jenget al. (2004)JENG, F., HUANG, T., HILMERSSON, S. New development of waterjet technology for tunnel excavation purposes. Tunnelling and Underground Space Technology, v. 19, p. 438-439, 2004., was there discussed the possibility of water jet to be used as the main excavation technology in a modern tunnel machine; an approach that can be called "Water Jet Tunnel Boring Machine - WJTBM". According to the authors, a set of experiments that investigated the water jet performance in soft, medium and hard rock was executed. As expected, the WJ performance in hard rock was entirely insignificant, but for soft rock the results were interesting. Discussion about the results found in Jeng et al. (2004) and the realistic application of water jet in tunneling can be found in Nygardsvoll (2014)NYGÅRDSVOLL, E. Application of water jet cutting for tunnel boring. Stavanger: University of Stavanger, 2014. (Master Thesis).. Exploring the ideia of a WJTBM, a concept of tunnel boring machine that makes use of water jet and hydraulic cylinder for rock cutting is discussed in Noronha et al. (2012b)NORONHA, M. A. M et al. On the developmento of a micro tunneling machine with water jet technology. In: PROCEEDING OF INTERNATIONAL NO-DIG CONFERENCE, 30., 2012, São Paulo, 2012b.. Noronha et al. (2012a)NORONHA, M.A.M et al. Construction of non-circular tunnels with water jet cutting. 2012. In: PROCEEDING OF INTERNATIONAL NO-DIG CONFERENCE, 30., 2012, São Paulo, 2012a. discusses the opportunity to build a non-circular TBM with water jet technology.
According Ciccu and Grosso (2010)CICCU, R., GROSSO, B. Improvement of the excavation performance of PCD drag tools by water jet assistance. Rock mechanics and rock engineering, v. 43, n. 4, p. 465-474, 2010., the high power water jet technology can be considered as a promising, environmental friendly technology for mining and engineering applications. However, an important drawback is energy demand, which is higher than the other mechanical methods. But with a combination of water jet and diamond wire, there is the possibility of minimizing this problem. According to Henriques (2009)HENRIQUE, T.L.D. Corte de rochas com jactos de água de alta pressão. Lisboa: Universidade Técnica de Lisboa, 2009. (Dissertação de Mestrado)., the combination of water jet with diamond wire is the best energy demand combination for quarries, if compared with others traditional alternatives.
The commercial aspect should also be noted. The tunnel boring industry is dominated by just a few companies originated in USA, Western Europe and Asia. The adopted model requires constant replacements of cutter disc and specific labor skills, usually offered by the same manufacturing company. In some cases, the cost of replacement parts and technical assistance can be higher than the acquisition.The Introduction of new technologies requires new behavior of this addicted market.
The aforementioned studies dealt with this opportunity, describing a new concept of a tunnel boring machine which couples water jet and diamond wire in a two stage cutting phase capable of executing non circular tunnels ata highly advanced rate and competitive costs. The simple design together with lighter and smaller mechanisms, reduces the acquisition cost. The introduction of new players in the market can also have a positive effect.
A new and innovated operational cycle and design specification were elaborated and are described herein. Geometrical characteristic and a performance analysis (advanced rate and primary excavation cost) are parts of the text. Details of the product development procedure and more information about the theoretical aspect are not found in the text, and will be the focus of further publications.
2. Development process: new specifications and operational cycle
The development process follows a systematic method denominated PRODIP. It is the product of research carried out in the Product Development Laboratory of the Santa Catarina Federal University - Nedip - and is similar to the one presented in German Standard VDI 2122 (Back et al.,2008BACK, N. et al. Projeto integrado de produtos: planejamento, concepção e modelagem. Barueri: Malone, 2008). The main phases are shown in Figure 1. The focus was on informational and conceptual design, whose main results were a new set of design specifications and operational cycle.
The definition of life cycle and its assets is the first phase. There is not a big difference from the life cycle of the traditional TBM, except for a faster manufacturing process and recycling rate, due to a lighter structure and less powerful equipment.
The needs, on the other hand, were identified through definition of the mains users: society, hired contractorsand, within a sustainable vision, the environment. These needs were processed and originated by the user and design requirements, in addition tothe specification design.
The specification design (shown in Table 1) is a set of measurable attributes that conduct the conception selection process and, as its main aspect, can be considered the objectives which the project must satisfy. The items were classified as mandatory and desirable, and weighted by the Quality Function Deployment method.The acceptance criteria and inquiry mode chosen by the project design group can also be found.
Specification design classified bytheitem'simportance in the group and mandatory. The acceptance criteria and inquiry mode can be found as well.
With the specificationdesign defined, the next step wasto identify the main inputs and outputs of the excavation process. Thus, the first phase of the conceptual design is complete and serves as a base for the sub function structure definition.
This structure (Figure 2) shows the main tasks that the machine must execute and the interrelationship of the inputs with this sub function. Essentially, the operational cycle is represented by the structure of the sub function and all conceptions have to bring solutions for all subfunctionindenties.
Operational process with definition of subfunction structure and interrelationship between the mains inputs.
All solutions found for the entiresubfunction were organized into a matrix denominated morphologic matrix. The combination of these solutions generated the conceptions that were considered in the selection process. Ninety six conceptions were evaluated and the ones considered too be more adequate are describe in next section.
3. New concept of tunnel boring machine
For a better visual analysis and evaluation of integration issues, the more adequate conception was modeling in a 3D CAD software. The choice was for SolidWorks® software and the final model is shown in Figure 3.
It has a square transversal section of4 meters along with arounding radius of 500 millimeters that can be found in every corner. In addition, the lengthis around 114 meters were divided into three modules: Axial Cutting Module, Transversal Cutting Module and Additional System Module. Figure 3 shows these modules and the individual length of each one.
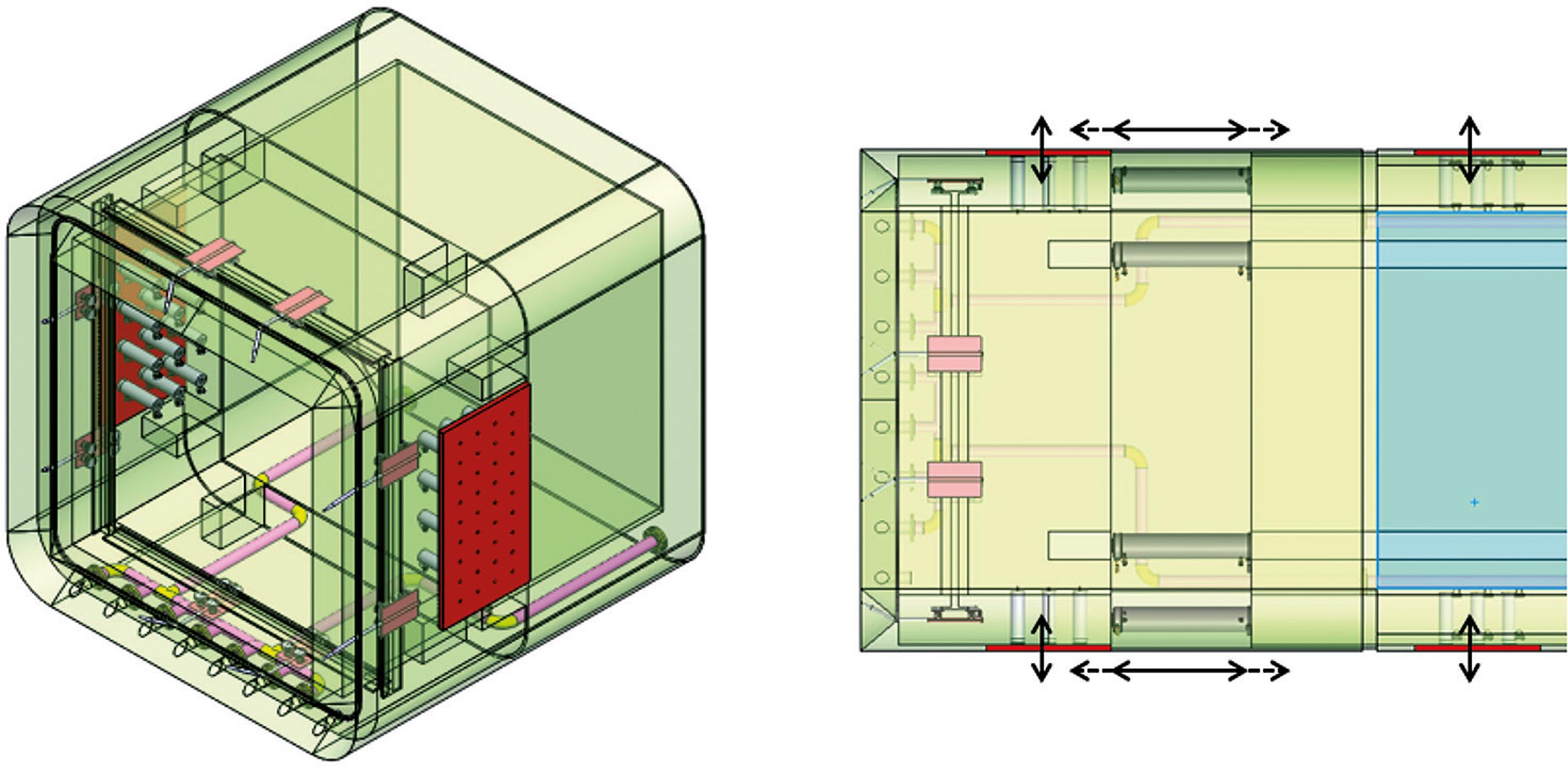
The first one, responsible for the annular cut and drainage of the excavation front, is formed by a double metallic shield which accommodates the water jet drive system and drainage tube system. It was modeled with 1 inch thickness but structural analysis was necessary.
The hydrodemolition drive system is formed by a support plate that accommodates two curveted rods. The rod has the main purpose ofincreasing the action area of the hydrodemolition nozzle. Each one of these nozzles (there are eight) is 3.5 mm in diameter.The curveted rod allows up to 500 mm, and can be cut by only one nozzle; Figure 4 helps to understand. The support plate is moved by four pulleys driven by stepper motors that involvethe flange of a beam.It can also be observed that the Axial Cutting Module has an important role in its own movement.It is possible to see two axial gripers that couple with the tunnel walls, transferring the mechanical efforts to the rock.
The grippers (in red) are synchronized with two others positioned in the Transversal Cutting Module (the second one), with a hydraulic cylinder allocated between modules. The movement cycle is based ondouble shield movement and is quite important to keep the optimal hydrodemolition parameters constant.
To reduce even more the effort to move the machine, it is worth saying that the Additional System Module has its own movement system that utilizes electrical motors and truck wheels. As it is not necessary touse thecutter discs, the only task for the movement system is to move the machine along the track. Its main purpose is to reduce the power involved.
In the same way of the first module, the second one has the task of rock cutting but utilizing different technology and fulfilling adifferent purpose. The idea now is to make a sharp cut in transversal direction of the axial axis of TBM. This cut is done in three steps (there can be more if necessary) by the diamond wire system, as shownin Figure 5.
The diamond wire technology is quite robust and can reduce the TBM's energy demand. It has been used for several decades in ornamental rock extraction and the necessary equipment is very simple.However the diamond wire system has the single task of separating the rock block from the integral rock. The positioning of the rock block over the removal wagon is responsible for the tipping system. As shown in Figure 6, it is nothing more than platforms articulated at their bottom that, powered by a hydraulic cylinder, tip the rock block carefully. Finally, the removal wagon with the rock block moves with an additional system.
From here, it is possible to execute the activities to reinforce the tunnel walls and the final lining. While the final lining is executed manually, the installation of reinforcement devices is realized mechanically. The space between the second module and backup module is the place utilized.
In fact, the Additional System Module (or backup module) is formed basically by a hydrodemolition pump, hydraulic unit power, separation plant, water tank, cement unit, tooling area, storage area and control unit. All these systems are distributed as the layout shown in Figure 7.
Layout of Additional System Module which contains necessary equipment, input storage, maintenance area and control system.
4. Performance analysis: advanced rate and primary excavation cost againstfocus
As important as the generation of a concept thatmakes use of highly potential innovative technologies, is the performance analysis of this concept. The analysis of our concept proved to be more robust when the result was compared with the performance of similar equipment underthe same conditions.
This can be done with the calculations of the performance index, where in this work, advanced rateand primary excavation costwere chosen.Both are widely accepted as important performanceparameters. While the advanced rate is measurable in meter per day, [m/day], and represents how fast the excavation process occurs,the primary excavation cost represents how much money is necessary to open the cavity that will become the tunnel, [R$/m], and does not take into account the activity stabilization cost, lining cost and additional installation cost (Bruland, 2000BRULAND, A. Hard rock tunnel boring. Trondheim: Norwegian University of Science and Technology, 2000. (Doctoral Thesis).).
For the proposed conceptof the primary excavation cost, taken into account were the value of the main inputs: electrical energy, hydraulic fluid, water, abrasive and replament parts, while the advanced rate can be calculated by dividing the removal rate, [m3/h], by the area of annular cut, [m2]. The transversal cutting process, executed by the diamond wire system, is not considered in the advanced rate calculation process because it is always possible to increase the number of cutting stations, if necessary.
For traditional TBMs, there are several methods to elaborate this calculus. Oneof the most accepted and widely used is the performance method prediction proposed by the Norwegian University of Science and Technology - NTNU. It makes use of empirical and laboratorial data together with TBM characteristics topredict four performance indexes, such as advanced rate and primary excavation cost. This method was used for advanced rate and excavation cost calculations for a traditional TBM, while geometrical and removal rate data were used for the performance index definition of the proposed concept. Two geological conditions thatrepresenteda soft rock with high porosity (typical of Sandstone) and a hard rock with low porosity (typical of granite) were utillized. They are shown in Table 2.
Information about the cutter disc and geometrical characteristics of the traditional TBM used for comparison. In addition, performance data of the involved technologies and geometrical characteristics of the proposed conception are also needed.
The data regarding thetraditional TBMare shown in Table 3 and those regarding the proposed concept are in Table 4.The empirical results for the removal rate described in Jeng et al. (2004)JENG, F., HUANG, T., HILMERSSON, S. New development of waterjet technology for tunnel excavation purposes. Tunnelling and Underground Space Technology, v. 19, p. 438-439, 2004. for Sandstone and Granitewere utilized in this analysis.
The Geometrical factor, necessary for the performance calculation of the proposed concept, relates to the width and height with roundness ratio. For this analysis, 4 m for width and height and roundness ratio of 0.5 m were utilized.
The values of advanced rate and primary excavation cost for the traditional and proposed concept of TBMs can be analyzedin Figure 8. For theSandstone condition, the advanced rates are 174.72 m/day for the proposed concept and 55.48 m/day for the traditional TBM. The LabTun's concept performance stands out even more when compared with the performance data published in several works like Yagiz et al. (2009)YAGIZ, S. et al. Factors influencing performance of hard rock tunnel boring machines. In: PROCEEDING OF REGIONAL SYMPOSIUM OF INTERNATIONAL SOCIETY FOR ROCK MECHANICS - EUROCK, 13. Dubrovnik, 2009. and Salimi et al. (2016)SALIMI, A. ROSTAMI, J. MOORMANN, C. TBM performance prediction in basalt and pyroclastic rocks of Deccan traps, a case study of Maroshi-Ruparel water supply tunnel. In: PROCEEDING OF ROCK MECHANICS AND ROCK ENGINEERING: FROM THE PAST TO THE FUTURE. London, 2016.. The high value for the first can be explained, especially by the high performance of the water jet in soft and porous rock.Besides the erosion effect which causes removal of subtracts, in porous (and permeable) rock, the effect of the lifting and peeling process againstthe removal rate is big.As Granite is harder and has less porosity, the same magnitude of removal rate (and consequentially advanced rate) cannot be observed. While the advanced rate for the proposed concept is almost 315% higher thanthe traditional TBM; in the Sandstone condition, it is almost 21.500% lower than in the Granite condition.
Advanced rate for the proposed and traditional TBM are onthe left, and primary excavation cost is on the right,for the Sandstone and Granite geological conditions.
It is expected that the diamond wire will notbe the one process that constrains when softer rock is excavated. The right prediction of the removal rate for the water jet in different geological conditions can helpin determining the number of diamond wire stations. The highertheremoval rate for the water jet, themore diamond wire stations required.
Innovation in water jet technology for rock cutting has the potential to significantly increase the performance of the concept presented herein. The introduction of high frequency water jet and powerful pumps should be highlighted. Notwithstanding, this analysis does not take into account the practical problems that occur during the execution of excavation tasks, but shows the potentiality of the concept.
The primary excavation cost presents a different aspect. While the cost per meter for the Granite condition is 2,553.80 reais, and is totally unacceptable when facing the 139.21 reais of traditional TBMs, the cost per meter for the Sandstone condition can be considered reasonable.
The high cost of the proposed concept can be explained by the cost of abrasives. As 4,147.20 kilograms of abrasive ata cost of 2.64 reais per kilogram are necessary for a working day, the cost of abrasive material represents 60.92 reais (77%) of the primary excavation cost for Sandstone and 2,376.00 reais (79%) for Granite.This scenario can be modified by the substitution of steel grit by the sand as theabrasive used. This is only a suggested hypotheses, but it has a potential to reduce the primary excavation cost.
Acknowledgments
This work received financial support of Brazilian agency FINEP and Civil Engineering Department of Santa Catarina Federal University.
References
- BACK, N. et al. Projeto integrado de produtos: planejamento, concepção e modelagem Barueri: Malone, 2008
- BRULAND, A. Hard rock tunnel boring Trondheim: Norwegian University of Science and Technology, 2000. (Doctoral Thesis).
- CHAPMAN, D., METJE, N., STÄRK, A. Introduction to tunnel construction London: Spon Press, 2010.
- CICCU, R., GROSSO, B. Improvement of the excavation performance of PCD drag tools by water jet assistance. Rock mechanics and rock engineering, v. 43, n. 4, p. 465-474, 2010.
- CICCU, R., GROSSO, B. Improvement of disc cutter performance by water jet assistance. Rock mechanics and rock engineering, v. 47, n. 2, p. 733-744, 2014.
- FENN, O., PROTHEROE, B. E., JOUGHIN, Noel C. Enhancement of roller cutting by means of water jets. In: PROCEEDING OF RAPID EXCAVATION AND TUNNELING CONFERENCE, New York, p. 341-356, 1985.
- HENRIQUE, T.L.D. Corte de rochas com jactos de água de alta pressão Lisboa: Universidade Técnica de Lisboa, 2009. (Dissertação de Mestrado).
- HOOD, M. A study of methods to improve the performance of drag bits used to cut hard rock Johannesburg: Faculty of Engineering of the University of Witwatersrand, 1977. (Doctoral Thesis).
- JENG, F., HUANG, T., HILMERSSON, S. New development of waterjet technology for tunnel excavation purposes. Tunnelling and Underground Space Technology, v. 19, p. 438-439, 2004.
- KOUZMICH, I. A., MERZLYAKOV, V. G. Schemes of coal massif breakage by disc cutter and high velocity. In: PROCEEDING OF NORTH AMERICAN WATER JET CONFERENCE, 2, Rolla, 1983.
- LU, Y. et al. Hard rock drilling technique with abrasive water jet assistance. International Journal of Rock Mechanics and Mining Sciences, n. 60, p. 47-56, 2013.
- LU, Y. et al. Research on and design of a self-propelled nozzle for the tree-type drilling technique in underground coal mines. Energies, v. 8, n. 12, p. 14260-14271, 2015.
- MAIDL, B. et al. Hardrock tunnel boring machines Berlin: John Ernst& Sons Press, 2008.
- MAURER, W.C. Novel drilling techniques New York: Pergamon Press, 1968.
- MAURER, W.C. et al. High-pressure drilling. Journal of Petroleum Technology, v. 25, n. 07, p. 851-859, 1973.
- NATIONAL RESEARCH COUNCIL et al. Drilling and excavation technologies for the future. Washington D.C: National Academies Press, 1994.
- NORONHA, M.A.M et al. Construction of non-circular tunnels with water jet cutting. 2012. In: PROCEEDING OF INTERNATIONAL NO-DIG CONFERENCE, 30., 2012, São Paulo, 2012a.
- NORONHA, M. A. M et al. On the developmento of a micro tunneling machine with water jet technology. In: PROCEEDING OF INTERNATIONAL NO-DIG CONFERENCE, 30., 2012, São Paulo, 2012b.
- NYGÅRDSVOLL, E. Application of water jet cutting for tunnel boring Stavanger: University of Stavanger, 2014. (Master Thesis).
- PRITCHARD, R. S. et al. Effects of Waterjet Slotting On Roller Cutter Forces. In: PROCEEDING OF NORTH AMERICAN SYMPOSIUM ON ROCK MECHANICS, 21., Rolla,1980.
- SALIMI, A. ROSTAMI, J. MOORMANN, C. TBM performance prediction in basalt and pyroclastic rocks of Deccan traps, a case study of Maroshi-Ruparel water supply tunnel. In: PROCEEDING OF ROCK MECHANICS AND ROCK ENGINEERING: FROM THE PAST TO THE FUTURE. London, 2016.
- WILSON, J. W., SUMMERS, D. A., GERTSCH, R. E. The development of waterjets for rock excavation. In: PROCEEDING OF INTERNATIONAL SYMPOSIUM ON MINE MECHANISATION AND AUTOMATION, 4. Brisbane, 1997.
- YAGIZ, S. et al. Factors influencing performance of hard rock tunnel boring machines. In: PROCEEDING OF REGIONAL SYMPOSIUM OF INTERNATIONAL SOCIETY FOR ROCK MECHANICS - EUROCK, 13. Dubrovnik, 2009.
Publication Dates
-
Publication in this collection
Jan-Mar 2018
History
-
Received
24 Feb 2017 -
Accepted
25 Sept 2017