Abstract
Machining is one of the most important manufacturing processes used worldwide in the mechanical industry, and in order to optimize productivity, cutting fluids can be used in the process. Vegetable based fluids present low toxicity as well as good biodegradability and environmental sustainability; however, they also have low oxidative stability. Esters which are obtained from different vegetable oils, maintain the qualities mentioned and provide the required stability. This study presents a production and characterization of the raw materials, methyl esters and epoxidized methyl esters, as well as mainly the comparative evaluation of the cutting fluid formed by these esters with commercial fluids derived from minerals. The emulsions were evaluated regarding the mechanical properties resulting from their use in the process, registration of the temperature obtained during machining, the rough surface the dimensional deviation of the final product and also the evaluation of surface oxidation occurred on the pieces in the medium term. Emulsions containing 5% of esters (methyl and epoxidized methyl) seemed to be the best option, presenting less oxidation of machined pieces, lower working temperature during the process and better surface completion, demonstrating the best performance over the tested fluids.
keywords:
vegetable oils; transesterification; epoxidation; machining; cutting fluid
1. Introduction
Machining is one of the most important manufacturing processes used worldwide in the mechanical industry (Mukherjee and Ray, 2006MUKHERJEE, I., RAY, P. K. A review of optimization techniques in metal cutting processes. Computers & Industrial Engineering, v. 50, n. 1-2, p. 15-34, 2006.). Industrial evolution, technological advances and rising global consumption have contributed towards the expansion of the machining processes, increasingly used, and a part of everyday life.
One of the most traditional ways of optimizing machining productivity is the use of cutting fluids, with the main objective to reduce the total cost per piece produced, or higher productivity (Shaw, 2005SHAW, M. C. Metal cutting principles. Oxford University Press, 2005. 672p., Masmiati, Sarhan et al., 2016MASMIATI, N., SARHAN, A. A. D., HASSAN, M. A. N., HAMDI, M. Optimization of cutting conditions for minimum residual stress, cutting force and surface roughness in end milling of S50C medium carbon steel. Measurement, v. 86, Supplement C, p. 253-265, 2016.).
The cutting fluids are used for the purpose of cooling and lubrication during the machining process (Cheng, Phipps et al., 2005CHENG, C., PHIPPS, D., ALKHADDAR, R. M. Treatment of spent metal working fluids. Water Research, v. 39, n. 17, p. 4051-4063, 2005.), with the aim to boost the efficiency of the processes and the superficial quality of the machined piece (De Chiffre and Belluco, 2000). Even though knowing that they do not directly add any value to the machining process, the fluids generate costs and residues (Belluco and De Chiffre, 2004BELLUCO, W., DE CHIFFRE, L. Performance evaluation of vegetable-based oils in drilling austenitic stainless steel. Journal of Materials Processing Technology, v. 148, n. 2, p. 171-176, 2004.).
Liew, Shaaroni et al. (2017)LIEW, P. J., SHAARONI, A., SIDIK, N. A. C., YAN, J. An overview of current status of cutting fluids and cooling techniques of turning hard steel. International Journal of Heat and Mass Transfer, v. 114, n. Supplement C, p. 380-394, 2017. emphasized that the use of cutting fluids in the machining process turns the metal mechanics industry into a potential environmental aggressor. Pusavec, Krajnik et al. (2010)PUSAVEC, F., KRAJNIK, P., KOPAC, J. Transitioning to sustainable production - Part I: application on machining technologies. Journal of Cleaner Production, v. 18, n. 2, p. 174-184, 2010. considered the cutting fluids as one of the least sustainable elements within the machining processes. Therefore, besides complying with the tribological parameters of the process, with an eye on productivity, the development of new cutting fluids should comply with environmental protection and occupational safety standards, in accordance with the legislation in force, in constant pursuit of sustainable production (Soković and Mijanović, 2001SOKOVIĆ, M., MIJANOVIĆ, K. Ecological aspects of the cutting fluids and its influence on quantifiable parameters of the cutting processes. Journal of Materials Processing Technology, v. 109, n. 1-2, p. 181-189, 2001., Vila, Abellán-Nebot et al., 2015VILA, C., ABELLÁN-NEBOT, J. V., SILLER-CARRILLO, H. R. Study of different cutting ctrategies for sustainable machining of hardened steels. Procedia Engineering, v. 132, n. Supplement C, p. 1120-1127, 2015.).
As a way of reversing this situation, researched alternatives include synthetic, solid and vegetable-based lubricants. In general, vegetable oils are attractive substitutes because of their low toxicity, good degradability and environmental sustainability (Shashidhara and Jayaram, 2010SHASHIDHARA, Y. M., JAYARAM, S. R. Vegetable oils as a potential cutting fluid-an evolution. Tribology International, v. 43, n. 5-6, p. 1073-1081, 2010., Gajrani, Ram et al., 2017GAJRANI, K. K., RAM, D., RAVI SANKAR, M. Biodegradation and hard machining performance comparison of eco-friendly cutting fluid and mineral oil using flood cooling and minimum quantity cutting fluid techniques. Journal of Cleaner Production, v. 165, n. Supplement C, p. 1420-1435, 2017., Jia, Li et al., 2017JIA, D., LI, C., ZHANG, Y., YANG, M., WANG, Y., GUO, S., CAO, H. Specific energy and surface roughness of minimum quantity lubrication grinding Ni-based alloy with mixed vegetable oil-based nanofluids. Precision Engineering, v. 50, Supplement C, p. 248-262, 2017.). These potential leverage new research works and, consequently, new products whose properties are similar to the totally synthetic products, but derived from matrices of fossil origin.
Vegetable oils are triacylglycerols composed of five main fatty oils: oleic acid (C18:1), linoleic acid (C18:2), linolenic acid (C18:3), palmitic acid (C16:0) and stearic acid (C18:2). As some fatty acids contain unsaturations in their structure, they are likely to undergo chemical alterations, while in their processes they could suffer degradation, becoming susceptible to the different applications (Ručigaj, Alič et al., 2014RUČIGAJ, A., ALIČ, B., KRAJNC, M., ŠEBENIK, U. Investigation of cure kinetics in a system with reactant evaporation: Epoxidized soybean oil and maleic anhydride case study. European Polymer Journal, v. 52, n. 0, p. 105-116, 2014.). These oils can only be used after going through a refinery process or could be chemically transformed through transesterification or epoxidation. Transesterification is for the conversion of long-chain triester into short-chain methyl triesters, under the same biodiesel production reaction and, epoxidation acts upon the unsaturations with the formation of oxirane rings along the carbonic chain, producing compounds much used in the chemical industry. All of them are compounds derived from renewable raw material (Schneider, Lara et al., 2009SCHNEIDER, R. D. C. S., LARA, L. R. S., BITENCOURT, T. B., DA GRAÇA NASCIMENTO, M., DOS SANTOS NUNES, M. R. Chemo-enzymatic epoxidation of sunflower oil methyl esters. Journal of the Brazilian Chemical Society, v. 20, n. 8, p. 1473-1477, 2009., Porte, de Souza Schneider et al., 2010PORTE, A. F., DE SOUZA SCHNEIDER, R. D. C., KAERCHER, J. A., KLAMT, R. A., SCHMATZ, W. L., TEIXEIRA DA SILVA, W. L., SEVERO FILHO, W. A. Sunflower biodiesel production and application in family farms in Brazil. Fuel, v. 89, n. 12, p. 3718-3724, 2010.).
Esters that can be obtained from different alcohols, and methanol are commonly used, giving origin to methyl esters, Furthermore, these reactions can be conducted in sequence for the production of epoxidized methyl esters. Both the methyl esters and the epoxidized methyl esters, as they are derived from vegetable oils, can be utilized in formulations that should have excellent lubricity, low volatility and good viscosity and temperature traits (Erhan, Sharma et al., 2006ERHAN, S. Z., SHARMA, B. K., PEREZ, J. M. Oxidation and low temperature stability of vegetable oil-based lubricants. Industrial Crops and Products, v. 24, n. 3, p. 292-299, 2006., Pusavec, Krajnik et al., 2010PUSAVEC, F., KRAJNIK, P., KOPAC, J. Transitioning to sustainable production - Part I: application on machining technologies. Journal of Cleaner Production, v. 18, n. 2, p. 174-184, 2010.).
Based on this, the objective of this paper was to assess the use of methyl esters and epoxidized methyl esters in the formulation of cutting fluids in machining processes, more specifically in turning operations. Thus, utilizing cleaner technology for the production of machined pieces.
2. Materials and methods
For the production and evaluation of the lubricants, the first step consisted in the production and characterization of methyl esters and epoxidized methyl esters utilized in the formulations. The formulations for the lubricating emulsions were assessed.
2.1 Production of methyl esters and epoxidized methyl esters
For the esterification process the following reagents were utilized: Commercial soybean oil (Primor), Heptano (Vetec), methanolic BF3 (Aldrich), methyl alcohol (Vetec), Sodium Hydroxide (Vetec) and Anhydrous Sodium Sulphate (Vetec). For epoxidation, the following reagents were utilized: lipase Candida antarctica B (Novozyme® 435), Dichloromethane (Dynamics), Hydrogen Peroxide (Synth).
The transesterification reaction was carried out according to Schneider, Zanon Baldissarelli et al. (2004)SCHNEIDER, R. D. C. D. S., ZANON BALDISSARELLI, V., TROMBETTA, F., MARTINELLI, M., BASTOS CARAMÃO, E. Optimization of gas chromatographic-mass spectrometric analysis for fatty acids in hydrogenated castor oil obtained by catalytic transfer hydrogenation. Analytica Chimica Acta, v. 505, n. 2, p. 223-226, 2004.. In a 500 mL trial balloon the following were added: 100g of soybean oil and 100 mL methanolic solution of NaOH at 2% previously prepared. The temperature of the mixture was raised to 70ºC in an oil bath, and remained for 20 minutes under vigorous shaking and reflux, until the solubilization of the soybean oil was achieved. Afterwards, 22 mL of BF3/CH3OH (40%) were slowly added to the reactional medium and then left in reflux for over 10 minutes. After this, 100 mL of heptano were added and left in reflux for an additional 10 minutes. The organic phase was separated and the solvent was removed through rota-evaporation. Part of the methyl ester was utilized for the production of cutting fluids and part was used at the epoxidation reaction.
For the production of epoxide from soybean methyl, chemical enzymatic epoxidation was used. Chemical enzymatic epoxidation as described by Schneider, Lara et al. (2009)SCHNEIDER, R. D. C. S., LARA, L. R. S., BITENCOURT, T. B., DA GRAÇA NASCIMENTO, M., DOS SANTOS NUNES, M. R. Chemo-enzymatic epoxidation of sunflower oil methyl esters. Journal of the Brazilian Chemical Society, v. 20, n. 8, p. 1473-1477, 2009. and Bhalerao, Kulkarni et al. (2018)BHALERAO, M. S., KULKARNI, V. M., PATWARDHAN, A. V. Ultrasound-assisted chemoenzymatic epoxidation of soybean oil by using lipase as biocatalyst. Ultrasonics Sonochemistry, v. 40, n. Part A, p. 912-920, 2018. was carried out utilizing lipase Novozyme® 435 in a two-phase system of CH2Cl2/H2O utilizing hydrogen peroxide at 35% (v/v). The mixture was kept in an Incubator Shaker (MA 420, MARCONI), at 300 rpm, 30ºC and for 36 hours. After the reaction, the system was filtered in glass wool for the removal of lipase, and, in the sequence, the organic phase was separated. The solvent was removed through rota-evaporation and the epoxidized methyl ester that was obtained was used for the production of cutting fluids.
2.1.1 Sample characterization
The reaction products, the starting soybean oil, the methyl ester and epoxidized methyl ester were characterized by Fourier-transform infrared spectroscopy (FTIR), with spectrometer model Spectrum 400. PerkinElmer expertise, coupled to Horizontal Attenuated Total Reflectance (HATR) Accessory. The samples were analyzed in the range 4,000 cm-1 to 650 cm-1 in triplicate, with 32 scannings in a 4 cm-1 resolution. The spectrums that were obtained were treated utilizing software Nicolet’s OMNIC E.S.P for better interpretation of the results.
The same samples were characterized by gaseous chromatography in Shimadzu QP2010 plus equipment with mass-detector. The column that was utilized was a ZB 5 MS (polysiloxane with 5% phenyl) (30 m x 0.25 mm x 0.25µm); the injection was in the mode Split (1:10) to 250 ºC, the initial temperature of the column was 150ºC with an increase of 3ºC min-1 to 250ºC and afterwards an increase of 30ºC min-1 to 270ºC. An interface and detector were utilized at 280 and 290ºC, respectively.
2.2 Machining test
For the machining tests, emulsions with 5% and 10% methyl ester and epoxidized methyl ester were used. The commercial formulation was prepared at a proportion of 6% water according to manufacturer instructions. To the alternative fluids, emulsifier and commercial antioxidant were added (Ii, Eda et al., 2000II, M., EDA, H., IMAI, T., NISHIMURA, M., KAWASAKI, T., SHIMIZU, J., YAMAMOTO, T., ZHOU, L. Development of high water-content cutting fluids with a new concept: Fire prevention and environmental protection. Precision Engineering, v. 24, n. 3, p. 231-236, 2000., Adhvaryu and Erhan, 2002ADHVARYU, A., ERHAN, S. Z. Epoxidized soybean oil as a potential source of high-temperature lubricants. Industrial Crops and Products, v. 15, n. 3, p. 247-254, 2002.). The mixtures were carried out at ambient temperature. Table 1 indicates the composition of the fluids produced and analyzed in machining processes. The use of the formulations was conducted in a turning machine (TORMAX, Romi brand) with 5.0 kW of power. For operating the turn, an insert for general scabbling was used, manufactured in carbide by Sandvik, type VBMT, with a 0.4 mm tip radius and 4.76 mm thick, and supporting Sandvik tools, type SVJBR 2020K.
The material to be machined, utilized in the experiment in 2” bars and 50 mm diameter, was steel ABNT 1020, which contains a low carbon content. The steel bars were cut in 200 mm chips; a previous facing and center punch face operation was carried out, for later inserting the piece into the mobile head of the lathe.
The equipment was adjusted according to the parameters suggested by the insert manufacturer, with maximum cutting speed of 475 m min-1, cutting depth from 0.23 to 2.7 mm and advance between 0.05 and 0.2 mm rev-1. Initially a cutting depth of ap = 0.5 mm was defined. This value was used with the main objective of preventing the cutting force to achieve very high values, which could cause premature wear to the tool and interfere with the experiment. Furthermore, it made it possible to use the same rotation in two consecutive passes, without any significant change to the cutting speed, adjustment interval f = 0.061 mm and at low depth (Diniz and José de Oliveira, 2004DINIZ, A. E., JOSÉ DE OLIVEIRA, A. Optimizing the use of dry cutting in rough turning steel operations. International Journal of Machine Tools and Manufacture, v. 44, n. 10, p. 1061-1067, 2004.).
Two passes were conducted: the first comprised the external diameter of 50 mm, advancing 0.5 mm in the piece to the internal diameter of 49 mm; the median diameter (Md), to be utilized in the formula reached 49.5 mm. The second pass reached a diameter from 49 mm to 48 mm, with a median diameter of 48.5 mm.
For the adjustment of the lathe, an intermediate rotation of 1600 rpm was used. The cutting speed (Cs) during the turning operation was given by team 1(Ferraresi, 1995FERRARESI, D. Fundamentos da usinagem dos metais. São Paulo: Editora Blücher, 1995.).
The parameters were tested, and they are free of the phenomenon that leads to the formation of build-up cutting edges.
The position of the support tool was pre-determined and kept fixed during the entire experiment. A support was constructed for fixing the nozzle of the flexible fluid spraying hose, and to guarantee the fixed position of the nozzle and the application of fluid always in the same position, according to Figure 1. The nozzle was positioned at a distance of 50 mm from the tool’s output surface, with a vertical angle that made it possible for the fluid to directly reach the output surface of the insert, leading to an optimized condition for the refrigeration of the system. A number of 23 consecutive turning operations were carried out, under the same lathe adjustment, in a 125 mm long piece, with an approximate turning time of 30 minutes. The cutting trajectory (Lc) or total length covered by the tool along the surface of the piece is furnished by team 2 (Ferraresi, 1995FERRARESI, D. Fundamentos da usinagem dos metais. São Paulo: Editora Blücher, 1995.), where Lf é is the forward trajectory.
For each experiment the cutting fluid reservoir was cleaned and dried and the fluid circulation hoses were drained. An ethanol solution at 70% was circulated for the purpose of cleaning. The reservoir was filled with 15.4 L of cutting fluid. The circulation pump was turned on for moving and homogenizing the fluid. The fluid outflow was controlled by a valve adjusted prior to the test, keeping a constant outflow of 450 mL min-1, while a uniform fluid flow was maintained during the experiment.
For measuring the temperature, a thermocouple coupled to a digital multimeter (ET2082B, Minipa brand) was used, with a utilization range from 0 to 250ºC, resolution of 1ºC and variability from +/- 1%.
In the tool (insert), a groove approximately 2.0 mm deep was made in its rear portion, to receive the warm junction of the thermocouple.
The free tips of the thermocouple were fixed in the insert’s groove, in a centralized position and favorable to measuring, with its location approximately 2.5 mm from the tool’s cutting edge. The pad was fixed to its support, and sealing was carried out with epoxi powder-based glue, according to the schematic representation in Figure 2.
Three temperature measurements were conducted in each pass of the turning operation, and the highest value was used after starting the operation. Each turning pass was only started after the multimeter displayed the initial temperature of the cold end of the thermocouple, and was ended after stable temperature was achieved.
The turned pieces were evaluated as to their superficial finish through superficial roughness that resulted from the sum of superficial irregularities determined by a rugosimeter (Mitutoyo Surftest 211) (Lou, Chen et al., 1999LOU, M. S., CHEN, J. C., LI, C., M. Surface Roughness Prediction Technique for CNC End-Milling, v. 15, p. 1 - 6, 1999., Benardos and Vosniakos, 2003BENARDOS, P. G.VOSNIAKOS, G. C. Predicting surface roughness in machining: a review. International Journal of Machine Tools and Manufacture, v. 43, n. 8, p. 833-844, 2003.).
For surface evaluation what was also considered was the piece machined after 7, 14 and 21 days, checking for oxidation spots, and the recognition of the fluid’s protective capacity against corrosion. The experimental pieces were kept in a closed environment with no light.
The dimensional accuracy, determined with a caliper (Absolute, Mitutoyo brand), which was also chosen for checking the efficiency and the cost saving factor at machining (Khan and Dhar, 2006KHAN, M. M. A., DHAR, N. R. Performance evaluation of minimum quantity lubrication by vegetable oil in terms of cutting force, cutting zone temperature, tool wear, job dimension and surface finish in turning AISI-1060 steel. Journal of Zhejiang University SCIENCE A, v. 7, n. 11, p. 1790-1799, 2006.).
3. Results and discussion
The characterization of the raw materials, methyl esters and epoxidized methyl esters, as well as the tests with the lubricant formulations obtained with these esters, are presented below.
3.1 Characterization of methyl esters and epoxidized methyl esters
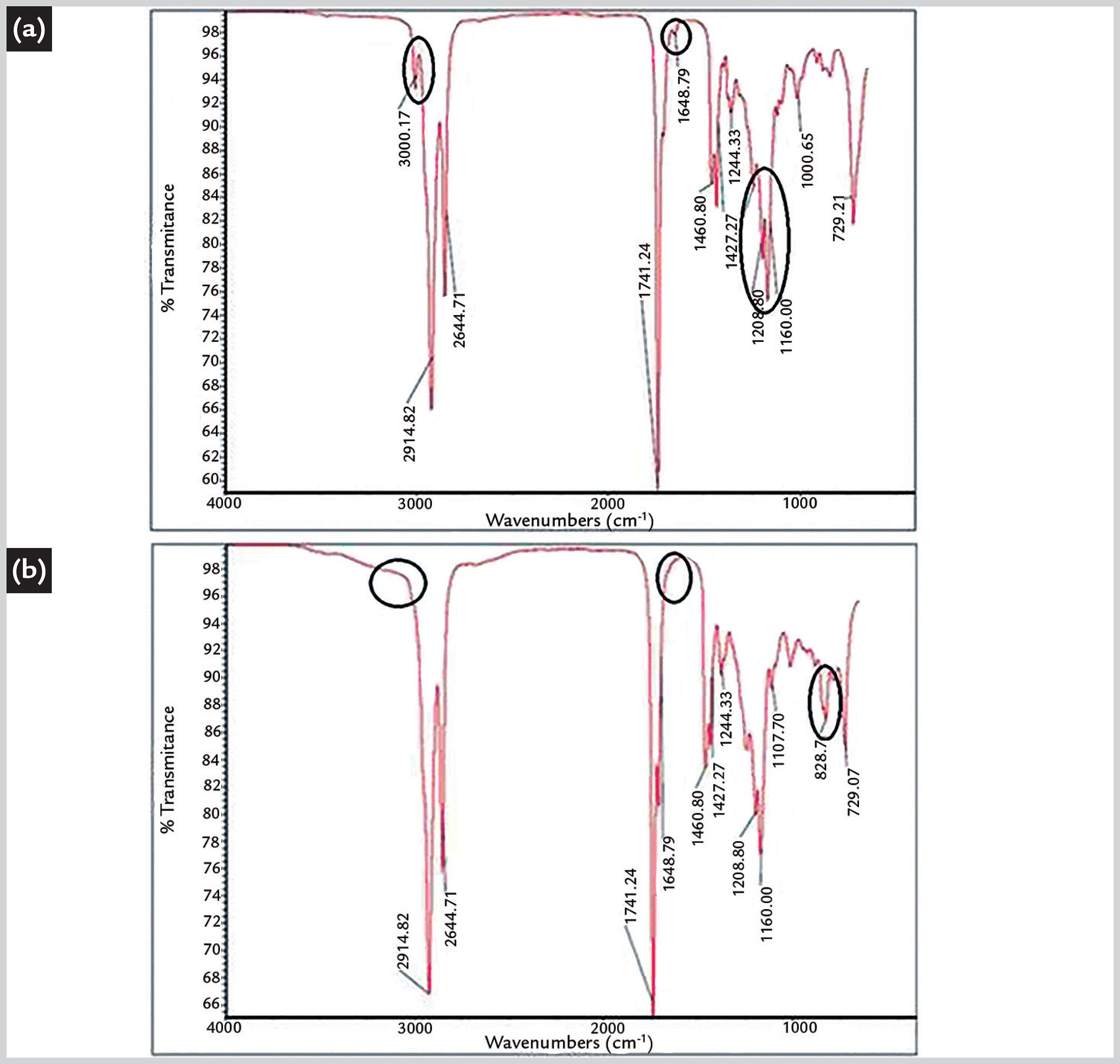
The infrared spectrums derived from transesterification and at epoxidation are shown in Figures 3 a and b.
Infrared spectrum of the a) soybean methyl ester derived from transesterification and b) epoxidized soybe an methyl ester, derived from epoxidation.
It was observed that after transesterification there were 3 vibrational modes of C-O axial deformation in the regions of 1.241 cm-1, 1.195 cm-1 and 1.171 cm-1, typical to long chain fatty acids methyl esters, where the last one presents higher intensity than the others.
It was also observed that there were modes in the region of 3.006 cm-1 (axial deformation of C-H) and 1.649 cm-1 (axial deformation of C=C) which characterize the presence of unsaturation in the structure of the molecule. These unsaturation modes were also observed at the analysis of the starting oil. After epoxidation, the characteristic unsaturation modes (3,006.27 cm-1, axial deformation of C-H, and 1,649.31cm-1, axial deformation of C=C) are not visualized in the epoxidized methyl ester, which confirms the consumption of molecule unsaturation for forming the oxirane ring. The oxirane ring that was formed was evidenced by three characteristic modes. The presence of the mode in the region of 1,268.76 cm-1 which shows the modes of the symmetric axial deformation or oxirane ring pulse frequency, where it became evident that all the connections of the ring expand and contract in phase. The characteristic mode of epoxidized oils, present in the region of 838.95cm-1 was also present on the spectrum, which shows the vibrations of the asymmetric axial deformation of the oxirane ring where connection C-C increases and connection C -O diminishes. The latter, was slightly overlaying the so-called 12 microns close to the region o 820 cm-1.
Through gaseous chromatography, it was possible to confirm that there was the conversion of unsaturates (oleic and linoleic) into epoxidized esters by comparing the mass spectrum with the spectrums of the Wiley online library.
3.2 Machining test
The variation of the cutting speed between the 1st and 2nd pass was around 2%, which was considered low and did not interfere in the determination of the other parameters.
The use of one of the highest rotations available on the lathe proposes a model based on productivity, which seeks the highest cutting speeds to ensure an optimized use of the machine tool, according to the parameters suggested by the manufacturer of the insert. Furthermore, the relatively high cutting speed values ensure a machining process without the phenomenon of the false cutting edge, which would be harmful to the lifespan of the tool and to the experiment. Considering that the insert manufacturer informs the maximum cutting speed (Vc = 475 m min-1) to be used, for the lifespan of a tool of T = 15 min, one can calculate the value of Taylor’s Constant, whose result was Ct = 816. Once the Constant was known, the average cutting speed was calculated for the two controlled passes (Vc = 246.3 m min-1) and the theoretical lifespan of the tool under these conditions, which was 400 min.
3.2.1 Assessment of machining temperature
Machining carried out without the use of cutting fluid (dry machining) served as a control to the use of alternative cutting fluids. The reduction of the temperature was considered regarding dry machining (Table 2). According to Trent and Wright (2000)TRENT, E., WRIGHT, P. Metal Cutting. Butterworth-Heinemann, 2000. 464p., the energy consumed at machining was converted, for the most part, in heat, close to the tool-chip interface. This temperature (and its measure) characterized the machining process. The reduction detected between dry machining and machining with cutting fluids was in accordance with what was expected, emphasizing the importance of the fluid for reducing the temperature.
There have been significant reductions of the temperatures related to dry machining and machining with fluids, around 63% for the fluids in concentrations of 5% of methyl ester, 5% of epoxidized methyl ester and for the commercial formulation, and from 54% to 58% for the fluids with 10% epoxidized methyl ester and methyl ester in its formulation. Therefore, the alternative fluids produced from ester and epoxidized ester demonstrated similar efficiency in the reduction of temperature as the reduction derived from the commercial fluid.
3.2.2 Superficial roughness evaluation
Superficial roughness expresses the irregularities found in machined material (Öktem, Erzurumlu et al., 2005ÖKTEM, H., ERZURUMLU, T., KURTARAN, H. Application of response surface methodology in the optimization of cutting conditions for surface roughness. Journal of Materials Processing Technology, v. 170, n. 1-2, p. 11-16, 2005.) and, superficial roughness is appropriate for evaluating all machining operations, where the cutting fluid is highly significant in the control of these irregularities (De Chiffre and Belluco, 2000DE CHIFFRE, L., BELLUCO, W. Comparison of Methods for Cutting Fluid Performance Testing. CIRP Annals - Manufacturing Technology, v. 49, n. 1, p. 57-60, 2000.). Data obtained through the measurements with a rugosimeter are shown in Table 3.
The theoretical roughness (Tr) considering the pre-determined advance and tool tip radius was 1.16 µm. The difference between the calculated roughness and the experimentally determined roughness was explained by such factors as vibrations, machine clearances and instabilities, among others (Santos and Sales, 2007SANTOS, S. C., SALES, W. F. Aspectos tribológicos da usinagem dos materiais. Artliber Editora, 2007. 246p.). Zawada-Tomkiewicz (2011)ZAWADA-TOMKIEWICZ, A. Analysis of surface roughness parameters achieved by hard turning with the use of PCBN tools. v. 17, p. 88-99, 2011. showed how the chip interferes with the roughness and in the differences found between the theory and the experimental measurement.
Trent and Wright (2000)TRENT, E., WRIGHT, P. Metal Cutting. Butterworth-Heinemann, 2000. 464p. emphasized that the machined piece is formed by the fission of the chip and, therefore, the new surface will not have the same precision of the cutting tool, a determining factor for the differences between theoretical roughness and experimental roughness.
The superficial roughness of the tested emulsions remained below the one obtained at machining with the commercial reference fluid, attesting the good behavior of the fluids that come from methyl ester and epoxidized methyl ester in the superficial finish. No trend was observed relative to their amount in the fluid.
3.2.3 Evaluation of the dimensional deviation in the measure of the diameter of the piece
The measures found in the piece, after the 2nd turning phase, are shown on Table 4. The emulsions of methyl ester and epoxidized methyl ester in concentrations of 5% presented the lowest dimensional deviations, with variations below 0.1 mm. These values proved to be smaller than the ones found for the commercial fluid.
The emulsions with concentrations of 10% of methyl ester and epoxidizing methyl ester presented higher dimensional deviations.
The use of the cutting fluid, in the 5% concentration, proved to be the best option, ensuring a good relationship between refrigerating capacity and lubricity, showing the lowest dimensional deviations between the measured pieces.
3.2.4 Visual evaluation of superficial oxidation
Another important factor in the evaluation of the piece, after the process has been carried out, is the occurrence of oxidation points, which are supposed to be an indication of superficial corrosion.
The chemical status of the surface has a significant effect in its subsequent stages, as well as in the application to what the piece is destined for Brinksmeier, Lucca et al. (2004)BRINKSMEIER, E., LUCCA, D. A., WALTER, A. Chemical aspects of machining processes. CIRP Annals - Manufacturing Technology, v. 53, n. 2, p. 685-699, 2004.. The capacity of the fluid in protecting the piece against corrosion is important all the way to its final use (John, Bhattacharya et al., 2004JOHN, J., BHATTACHARYA, M., RAYNOR, P. C. Emulsions containing vegetable oils for cutting fluid application. Colloids and Surfaces A: Physicochemical and Engineering Aspects, v. 237, n. 1-3, p. 141-150, 2004.). Thus, visual evaluation of the pieces was conducted for the presence of oxidation signs in their surface, after the machining process, in idle periods of 7, 14 and 21 days, as shown in Table 5.
The piece machined without cutting fluid showed small oxidation spots when it was evaluated after 7 days. These spots coincided with the superficial failures derived from the process itself. After 14 days, there was an increase in the surface affected by the oxidation spots; this increase was confirmed by visual evaluation after 21 days, by virtue of the corroded aspect of the piece. The need for the cutting fluid is mainly identified by the chances for the piece submitted to various stages of the process to oxidize. The fluid comes as a protective oil.
The piece machined with commercial fluid presented, in the 14-day evaluation, a slight beginning of oxidation, confirmed by the 21-day observation. It can be inferred that the use of ester and epoxidized ester can provide for more protection against oxidation, in line with what was observed by the machined pieces, without indications of oxidation on the surface up to 21 days.
4. Conclusions
Production, characterization and application of the methyl esters and epoxidized methyl esters in the formulation of cutting fluids were possible and could be an alternative to ensure a better superficial finish to the machined pieces. It is clear that the fluids with 5% of these esters, both methyl, presented a better performance for majority of the tests.
As observed in comparison with the commercial fluid, in dry machining, the proposed formulations are appropriate for the machining process. The superficial roughness of the formulations attests the good behavior of the fluids and comes as a protective oil against corrosion, presenting less oxidation of the machined pieces, lower working temperature during the process, and better surface completion.
These results meet the regional agro-industrial diversification needs, presenting a product that is derived from vegetable oils and oil mixtures.
As the results obtained from the machining process using fluids with epoxidized methyl esters were not superior to the results achieved with the methyl esters, both derived from soybean oil, it is understood that epoxidation is not necessary. There is still a need to study methyl esters from different oils to ensure the use of different regional raw materials for the production of these fluids.
Acknowledgements
We would like to thank the Brazilian National Council for Scientific and Technological (CNPq - 309652/2016-2), the Ministry of Science Technology Innovation 1and Communication (MCTIC - 01.0144.00/2010), the Science and Technology Regional Park (CEPPOB-TecnoUnisc).
References
- ADHVARYU, A., ERHAN, S. Z. Epoxidized soybean oil as a potential source of high-temperature lubricants. Industrial Crops and Products, v. 15, n. 3, p. 247-254, 2002.
- BELLUCO, W., DE CHIFFRE, L. Performance evaluation of vegetable-based oils in drilling austenitic stainless steel. Journal of Materials Processing Technology, v. 148, n. 2, p. 171-176, 2004.
- BENARDOS, P. G.VOSNIAKOS, G. C. Predicting surface roughness in machining: a review. International Journal of Machine Tools and Manufacture, v. 43, n. 8, p. 833-844, 2003.
- BHALERAO, M. S., KULKARNI, V. M., PATWARDHAN, A. V. Ultrasound-assisted chemoenzymatic epoxidation of soybean oil by using lipase as biocatalyst. Ultrasonics Sonochemistry, v. 40, n. Part A, p. 912-920, 2018.
- BRINKSMEIER, E., LUCCA, D. A., WALTER, A. Chemical aspects of machining processes. CIRP Annals - Manufacturing Technology, v. 53, n. 2, p. 685-699, 2004.
- CHENG, C., PHIPPS, D., ALKHADDAR, R. M. Treatment of spent metal working fluids. Water Research, v. 39, n. 17, p. 4051-4063, 2005.
- DE CHIFFRE, L., BELLUCO, W. Comparison of Methods for Cutting Fluid Performance Testing. CIRP Annals - Manufacturing Technology, v. 49, n. 1, p. 57-60, 2000.
- DINIZ, A. E., JOSÉ DE OLIVEIRA, A. Optimizing the use of dry cutting in rough turning steel operations. International Journal of Machine Tools and Manufacture, v. 44, n. 10, p. 1061-1067, 2004.
- ERHAN, S. Z., SHARMA, B. K., PEREZ, J. M. Oxidation and low temperature stability of vegetable oil-based lubricants. Industrial Crops and Products, v. 24, n. 3, p. 292-299, 2006.
- FERRARESI, D. Fundamentos da usinagem dos metais São Paulo: Editora Blücher, 1995.
- GAJRANI, K. K., RAM, D., RAVI SANKAR, M. Biodegradation and hard machining performance comparison of eco-friendly cutting fluid and mineral oil using flood cooling and minimum quantity cutting fluid techniques. Journal of Cleaner Production, v. 165, n. Supplement C, p. 1420-1435, 2017.
- II, M., EDA, H., IMAI, T., NISHIMURA, M., KAWASAKI, T., SHIMIZU, J., YAMAMOTO, T., ZHOU, L. Development of high water-content cutting fluids with a new concept: Fire prevention and environmental protection. Precision Engineering, v. 24, n. 3, p. 231-236, 2000.
- JIA, D., LI, C., ZHANG, Y., YANG, M., WANG, Y., GUO, S., CAO, H. Specific energy and surface roughness of minimum quantity lubrication grinding Ni-based alloy with mixed vegetable oil-based nanofluids. Precision Engineering, v. 50, Supplement C, p. 248-262, 2017.
- JOHN, J., BHATTACHARYA, M., RAYNOR, P. C. Emulsions containing vegetable oils for cutting fluid application. Colloids and Surfaces A: Physicochemical and Engineering Aspects, v. 237, n. 1-3, p. 141-150, 2004.
- KHAN, M. M. A., DHAR, N. R. Performance evaluation of minimum quantity lubrication by vegetable oil in terms of cutting force, cutting zone temperature, tool wear, job dimension and surface finish in turning AISI-1060 steel. Journal of Zhejiang University SCIENCE A, v. 7, n. 11, p. 1790-1799, 2006.
- LIEW, P. J., SHAARONI, A., SIDIK, N. A. C., YAN, J. An overview of current status of cutting fluids and cooling techniques of turning hard steel. International Journal of Heat and Mass Transfer, v. 114, n. Supplement C, p. 380-394, 2017.
- LOU, M. S., CHEN, J. C., LI, C., M. Surface Roughness Prediction Technique for CNC End-Milling, v. 15, p. 1 - 6, 1999.
- MASMIATI, N., SARHAN, A. A. D., HASSAN, M. A. N., HAMDI, M. Optimization of cutting conditions for minimum residual stress, cutting force and surface roughness in end milling of S50C medium carbon steel. Measurement, v. 86, Supplement C, p. 253-265, 2016.
- MUKHERJEE, I., RAY, P. K. A review of optimization techniques in metal cutting processes. Computers & Industrial Engineering, v. 50, n. 1-2, p. 15-34, 2006.
- ÖKTEM, H., ERZURUMLU, T., KURTARAN, H. Application of response surface methodology in the optimization of cutting conditions for surface roughness. Journal of Materials Processing Technology, v. 170, n. 1-2, p. 11-16, 2005.
- PORTE, A. F., DE SOUZA SCHNEIDER, R. D. C., KAERCHER, J. A., KLAMT, R. A., SCHMATZ, W. L., TEIXEIRA DA SILVA, W. L., SEVERO FILHO, W. A. Sunflower biodiesel production and application in family farms in Brazil. Fuel, v. 89, n. 12, p. 3718-3724, 2010.
- PUSAVEC, F., KRAJNIK, P., KOPAC, J. Transitioning to sustainable production - Part I: application on machining technologies. Journal of Cleaner Production, v. 18, n. 2, p. 174-184, 2010.
- RUČIGAJ, A., ALIČ, B., KRAJNC, M., ŠEBENIK, U. Investigation of cure kinetics in a system with reactant evaporation: Epoxidized soybean oil and maleic anhydride case study. European Polymer Journal, v. 52, n. 0, p. 105-116, 2014.
- SANTOS, S. C., SALES, W. F. Aspectos tribológicos da usinagem dos materiais Artliber Editora, 2007. 246p.
- SCHNEIDER, R. D. C. D. S., ZANON BALDISSARELLI, V., TROMBETTA, F., MARTINELLI, M., BASTOS CARAMÃO, E. Optimization of gas chromatographic-mass spectrometric analysis for fatty acids in hydrogenated castor oil obtained by catalytic transfer hydrogenation. Analytica Chimica Acta, v. 505, n. 2, p. 223-226, 2004.
- SCHNEIDER, R. D. C. S., LARA, L. R. S., BITENCOURT, T. B., DA GRAÇA NASCIMENTO, M., DOS SANTOS NUNES, M. R. Chemo-enzymatic epoxidation of sunflower oil methyl esters. Journal of the Brazilian Chemical Society, v. 20, n. 8, p. 1473-1477, 2009.
- SHASHIDHARA, Y. M., JAYARAM, S. R. Vegetable oils as a potential cutting fluid-an evolution. Tribology International, v. 43, n. 5-6, p. 1073-1081, 2010.
- SHAW, M. C. Metal cutting principles Oxford University Press, 2005. 672p.
- SOKOVIĆ, M., MIJANOVIĆ, K. Ecological aspects of the cutting fluids and its influence on quantifiable parameters of the cutting processes. Journal of Materials Processing Technology, v. 109, n. 1-2, p. 181-189, 2001.
- TRENT, E., WRIGHT, P. Metal Cutting Butterworth-Heinemann, 2000. 464p.
- VILA, C., ABELLÁN-NEBOT, J. V., SILLER-CARRILLO, H. R. Study of different cutting ctrategies for sustainable machining of hardened steels. Procedia Engineering, v. 132, n. Supplement C, p. 1120-1127, 2015.
- ZAWADA-TOMKIEWICZ, A. Analysis of surface roughness parameters achieved by hard turning with the use of PCBN tools. v. 17, p. 88-99, 2011.
Publication Dates
-
Publication in this collection
Oct-Dec 2018
History
-
Received
01 Dec 2017 -
Accepted
23 Apr 2018