Abstracts
Coffee bean (Coffea arabica) processing generates high amount of residues that are sources of environmental pollution. Therefore, an appropriate solution is needed. The objective of this study was to determine the potential of coffee pulp to produce briquettes and pellets. The study included pulp drying (using air, solar and hot air methods); the production of briquettes and pellets; the evaluation of their energy, physical and mechanical properties; and the evaluation of pellet quality using X-ray densitometry. The results showed that the pulp presented an initial moisture content of 90%, resulting in drying times of 699, 308 and 55 hours for air, solar and hot air drying, respectively, and the calorific values of the pellets and briquettes were 12,501 kJ kg-1 and 11,591 kJ kg-1, respectively. The ash content was 8.68% for the briquettes and 6.74% for the pellets. The density of the briquettes was 1,110 kg m-3, compared with 1,300 kg m-3 for the pellets. The apparent densities were 1,000 kg m-3 and 600 kg m-3 for the briquettes and pellets, respectively, and the water absorptions by the briquettes were 7.90% and 8.10% by the pellets. The maximum horizontal compression effort was 26.86 kg cm-2, measured in the pellets, compared with 4.52 kg cm-2 in the briquettes. The maximum horizontal load was 93.24 kg, measured in the briquettes, compared with 33.50 kg in the pellets. The value of the pellet durability test was 75.54%. X-ray densitometry showed that the pellet was uniform and a few cracks were observed on the pellet surface.
Coffee residues; drying; coffee processing; biomass; bio-resources
No processamento dos grãos de café (Coffea arabica) ocorre o problema de geração de grandes quantidades de resíduos não utilizados pela indústria, tornando-se uma fonte de poluição ambiental. Portanto, é necessária a busca de soluções para atender a este problema de geração de resíduos. O objetivo do trabalho foi determinar a possibilidade de utilização da polpa dos grãos de café processados para a fabricação de briquetes e pellets. A pesquisa compreendeu a secagem da polpa dos grãos de café (pelo meio do ar, solar e ar aquecido); a manufatura de briquetes e de pellets; a avaliação das suas propriedades como fonte de energia e propriedades físicas e mecânicas e a determinação da sua qualidade pela metodologia de densitometria de raios X. Os resultados mostraram que a umidade inicial da polpa de café foi de 90% e o tempo de secagem foi de 699, 308 e 55 horas no ar, secagem solar e por ar quente, respectivamente. O poder calórico foi de 12 501 kJ kg-1 e de 11 591 kJ kg-1 de pellets e de briquetes, respectivamente; o teor de cinzas foi de 8,68% e de 6,74% para os briquetes e os pellets, respectivamente. Em relação às propriedades físicas, a densidade dos briquetes foi de 1.110 kg m-3 e dos pellets de 1.300 kg m-3 a densidade aparente dos briquetes foi 1.000 kg m-3 e de 600 kg m-3 dos pellets e a absorção de água de 7,90% dos briquetes e 8,10% e dos pellets. Finalmente, o esforço de compressão horizontal máxima foi de 4,52 kg cm-2 para os briquetes e de 26,86 kg cm-2 para os pellets, a carga máxima horizontal foi 93,24 kg e de 33,50 kg para os briquetes e os pellets e de 75,54% para o teste de durabilidade dos pellets. A avaliação da qualidade dos pellets por densitometria de raios X mostrou que a sua homogeneidade, observando-se algumas fissuras ou fendas em sua superfície.
Resíduos de café; secagem; processamento de café; biomassa; bio-recursos
AGRICULTURAL SCIENCES
Use of coffee (Coffea arabica) pulp for the production of briquettes and pellets for heat generation
Uso de pulpa de café (Coffea arabica) para a fabricação de briquetes e pellets para geração de calor
Robert Cubero-AbarcaI; Roger MoyaII; Jorre ValaretIII; Mario Tomazello FilhoIV
IInstituto Tecnológico de Costa Rica/TEC Escuela de Ingeniería Forestal Cartago Costa Rica
IIInstituto Tecnológico de Costa Rica/TEC Escuela de Ingeniería Forestal P.O. Box 159-7050 Cartago Costa Rica rmoya@itcr.ac.cr
IIIAgrep Forestal S. A. San Carlos Alajuela Costa Rica
IVUniversidade de São Paulo/USP Escola Superior de Agricultura Luiz de Queiroz/ESALQ Departamento de Ciências Florestais Piracicaba SP Brasil
ABSTRACT
Coffee bean (Coffea arabica) processing generates high amount of residues that are sources of environmental pollution. Therefore, an appropriate solution is needed. The objective of this study was to determine the potential of coffee pulp to produce briquettes and pellets. The study included pulp drying (using air, solar and hot air methods); the production of briquettes and pellets; the evaluation of their energy, physical and mechanical properties; and the evaluation of pellet quality using X-ray densitometry. The results showed that the pulp presented an initial moisture content of 90%, resulting in drying times of 699, 308 and 55 hours for air, solar and hot air drying, respectively, and the calorific values of the pellets and briquettes were 12,501 kJ kg-1 and 11,591 kJ kg-1, respectively. The ash content was 8.68% for the briquettes and 6.74% for the pellets. The density of the briquettes was 1,110 kg m-3, compared with 1,300 kg m-3 for the pellets. The apparent densities were 1,000 kg m-3 and 600 kg m-3 for the briquettes and pellets, respectively, and the water absorptions by the briquettes were 7.90% and 8.10% by the pellets. The maximum horizontal compression effort was 26.86 kg cm-2, measured in the pellets, compared with 4.52 kg cm-2 in the briquettes. The maximum horizontal load was 93.24 kg, measured in the briquettes, compared with 33.50 kg in the pellets. The value of the pellet durability test was 75.54%. X-ray densitometry showed that the pellet was uniform and a few cracks were observed on the pellet surface.
Index terms: Coffee residues, drying, coffee processing, biomass, bio-resources.
RESUMO
No processamento dos grãos de café (Coffea arabica) ocorre o problema de geração de grandes quantidades de resíduos não utilizados pela indústria, tornando-se uma fonte de poluição ambiental. Portanto, é necessária a busca de soluções para atender a este problema de geração de resíduos. O objetivo do trabalho foi determinar a possibilidade de utilização da polpa dos grãos de café processados para a fabricação de briquetes e pellets. A pesquisa compreendeu a secagem da polpa dos grãos de café (pelo meio do ar, solar e ar aquecido); a manufatura de briquetes e de pellets; a avaliação das suas propriedades como fonte de energia e propriedades físicas e mecânicas e a determinação da sua qualidade pela metodologia de densitometria de raios X. Os resultados mostraram que a umidade inicial da polpa de café foi de 90% e o tempo de secagem foi de 699, 308 e 55 horas no ar, secagem solar e por ar quente, respectivamente. O poder calórico foi de 12 501 kJ kg-1 e de 11 591 kJ kg-1 de pellets e de briquetes, respectivamente; o teor de cinzas foi de 8,68% e de 6,74% para os briquetes e os pellets, respectivamente. Em relação às propriedades físicas, a densidade dos briquetes foi de 1.110 kg m-3 e dos pellets de 1.300 kg m-3 a densidade aparente dos briquetes foi 1.000 kg m-3 e de 600 kg m-3 dos pellets e a absorção de água de 7,90% dos briquetes e 8,10% e dos pellets. Finalmente, o esforço de compressão horizontal máxima foi de 4,52 kg cm-2 para os briquetes e de 26,86 kg cm-2 para os pellets, a carga máxima horizontal foi 93,24 kg e de 33,50 kg para os briquetes e os pellets e de 75,54% para o teste de durabilidade dos pellets. A avaliação da qualidade dos pellets por densitometria de raios X mostrou que a sua homogeneidade, observando-se algumas fissuras ou fendas em sua superfície.
Termos para indexação: Resíduos de café, secagem, processamento de café, biomassa, bio-recursos.
INTRODUCTION
Currently, more than 98 000 ha are dedicated to coffee production in Costa Rica (Alfaro; Rodriguez, 1994). Only 20% of the volume of ripe coffee cherries, i.e., the seed or bean, is used. As a result, 80% of the fruit becomes waste during processing (Alfaro; Rodriguez, 1994). Coffee residues comprise the husk, pulp and wastewater, all of which pollute the environment (Alfaro; Rodriguez, 1994). Approximately 11,764 tons of coffee are produced per day during harvesting, which are associated with ecological damage (Alfaro; Rodriguez, 1994). In addition, the use of residues in Costa Rica and other developing countries is limited because of a lack of technology and inadequate knowledge of agricultural waste (Ulloa et al., 2004; Tenorio; Moya, 2012). Therefore, the development of an innovative alternative for biomass waste is a major challenge for developing countries that produce coffee (Moya; Tenorio; Bond, 2013).
One of the greatest constraints to using coffee pulp for biomass is the lack of a system that makes efficient use of coffee waste (Alfaro; Rodriguez, 1994) mainly because of its high moisture content (McKendry, 2002b). The moisture content of the pulp must be decreased (McKendry, 2002a), which results in increased energy expenses because of the drying process (Moya; Tenorio; Bond, 2013).
It is important to develop knowledge on drying methods for biomass that will be used in pellet and briquette production. The biomass used to manufacture these products is milled and compacted (to increase the density) to obtain low cost and environmentally friendly fuel products (McKendry, 2002b). Despite the benefits of using pellets and briquettes produced from coffee pulp, studies on their processing, from drying to the quality of the end product, are scarce. The Instituto del Café de Costa Rica, a reference that is housed at coffee processing facilities, is aimed at producers that use coffee pulp as an energy source (Alfaro; Rodriguez, 1994).
In this context, the objective of this study is to present a proposal for drying coffee pulp based on three drying systems: air, sun and high temperature chamber. In addition, the properties of the pellets and briquettes produced from dry coffee pulp are presented; their energy contents and physical and mechanical properties were analyzed, and the quality of the pellets was evaluated using X-ray exposure.
MATERIALS AND METHODS
Materials and origin: the coffee pulp was obtained from coffee processing at the Cooperativa de Caficultores y Servicios Múltiples de Tarrazú R.L. (Coopetarrazú). This cooperative is located in San Marcos de Tarrazú, San José, Costa Rica, in a particular geographic region known as Zona de los Santos, one of the main coffee growing areas at an altitude between 1,800 and 2,200 m asl.
Experimental process and types of drying systems.
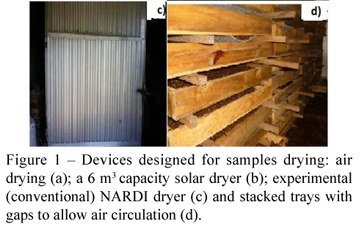
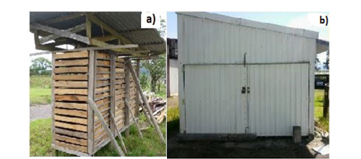
The wet material was dried using three different methods that are commonly used in Costa Rica. These drying systems are: (i) Air drying: performed in Cartago, Costa Rica, from October through December (Figure1a). This site is located at 1,380 m asl; the temperature ranges from 17.6 to 19.3 ºC, the relative moisture content ranges from 87.5 to 89.5%, the precipitation ranges from 0 to 50 mm month-1 and the wind speed from 12.5 to 13.4 m h-1. (ii) Solar drying: studies and tests were performed in a solar dryer with a 6 m3 capacity (Figure 1c). A description of this chamber is provided in Salas, Moya and Cordoba (2008) and Tenorio and Moya (2012). (iii) Drying in a hot air chamber: drying was conducted using an experimental NARDI dryer (Soave-Italy) with a 2 m3 capacity and used Leonardo Software for drying control (Figure1b). In this dryer, the air moves through the material at a speed of 2 to 2.5 m s-1.
Material arrangement and stacking during drying: recipients (trays) were designed to allow air circulation through the top, bottom and sides (Figure 1d). The dimensions of the trays were 50 cm deep x 67 cm wide x 7 cm high. The trays were stacked using a gap of 25.4 mm between the trays to allow air circulation.
Conditions of the drying test: solar and air drying were performed simultaneously to avoid variations in weather conditions. In addition, a hot air drying chamber was set at 80 ºC and 4% equilibrium moisture content to achieve a moisture content of approximately 8%.
Humidity control:Six samples from each of the drying systems were used to control the change in moisture content (MC). Because of the small size of the material, a bag with a 0.4 x 0.4 mm mesh size was used to prevent the loss of material and allow airflow through the material. These bags were placed on trays at different heights in the drying stacks to monitor the variation in the MC in different parts of the chambers. The samples were weighed at the start of each type of drying, and then twice a day for the solar and air drying, and every 2 hours for the drying chamber with hot air. At the end of the drying process, the samples were placed in an oven at 103 ºC for 24 hours and the MC was determined.
Pelletizing and briquetting process: The pellet production process was conducted by the PELLETICS company (http://pelletics.com/). This process is designed for manufacturing pellets from waste wood (ribs, edgings, re-sawing residues) and further details are provided by Aragón et al. (2014). The residues were milled using a Kahl fixed ring matrix with 16 mm diameter holes. The granulated material was pelletized using a Kahl machine (model 38-780), which consists of a fixed ring matrix with three rotating cylindrical rollers. The machine reaches 125 ºC during this process. The China system was used to fabricate the briquettes. In this system, the material is milled, dried at 70 ºC and transferred to a storage bunker before been placed in the briquetting machine. The briquetting machine operates using screw extrusion: the milled material passes through a hot tube at 210 ºC. The screw extrusion is located at the bottom of a hopper; the screw is driven by a 15 kW motor and the heating is performed by resistors with a combined power of 3 kW. This type of briquette system is used in the coffee mill of the Cooperativa de Caficultores y Servicios Múltiples de Tarrazú R.L. (Coopetarrazú).
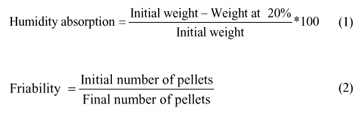
Evaluation of pellets and briquettes made using coffee residues: the quality of the pellets and briquettes manufactured using coffee pulp was evaluated through the determination of various parameters related to energy, physical and mechanical properties. (i) The energy properties included the calorific value according to the ASTM D-5865 standard (ASTM, 2003a), the ash percentage according to the ASTM D-1102-84 standard (ASTM, 2003b) and the moisture content according to the ASTM D-4442 standard (ASTM, 2003c). These properties were measured on 10 randomly selected pellets and 10 randomly selected briquettes. This quantity was selected for statistical representativeness. (ii) Physical properties: These characteristics varied between the pellets and briquettes. The length and diameter distribution was determined on 30 randomly selected pellets, and the number of pellets in 100 g samples were counted. The density, apparent density and the moisture absorption rate of the pellets and briquettes were evaluated. The density of 30 briquettes and 30 pellets was determined. The briquettes were weighed using a scale, and their volume (geometric calculations) was measured to calculate their density. The bulk density of the pellets was determined using a gauge; the length and diameter were measured, the mass was measured using a scale, and the density was calculated using a mass/volume relation ship. The apparent density of the pellets was determined using a container with a known volume and the weight of the material in the container, which was measured using a balance (0.01-g precision). The apparent density of the briquettes was determined by dipping these samples into paraffin to obtain an accurate result. The waxed briquette was immersed in water to determine the volume of displaced water, which was equivalent to the weight of the displaced water. The number of pellets in a 100 g sample was counted. This measurement was performed 10 times using 10 different samples. A sample of 30 pellets and 10 briquettes were randomly selected for the moisture absorption test. These samples were simultaneously placed into a desiccator in a concentrated solution of potassium nitrate (equilibrium moisture content of 21%) for 14 days. The samples were weighed before and after this period, and the percent absorption was calculated using equation 1. A friability test consisted of throwing individual pellets from a height of 1 m onto a ceramic floor and noting how many pieces each pellet broke into (i.e., 2, 3 or more parts). After throwing 100 pellets, a ratio between the initial number and the resulting number of pellets at the end of each trial was calculated using equation 2.
(iii) Mechanical properties: the mechanical properties were evaluated using a compression test (briquettes and pellets) and a durability test (pellets). To determine the briquette resistance to compression, 20 pieces of briquettes with a height of 5 cm were selected, of which 10 were tested using vertical axial compression of the briquette and the remaining 10 using horizontal compression perpendicular to the length of the briquette. The samples were tested in a 60 ton capacity universal Tinus Olsen testing machine. A loading speed of 1 mm min-1 was applied for the axial compression and speed of 3 mm min-1 was used for the perpendicular compression following Aarseth and Prestlokken (2003). The compression test reports the load relative to the deformation of the pellet and the maximum stress (Equation 3) is calculated. The mechanical durability was performed according to the EN 15210-1 standard (CEN, 2005). The mechanical durability was determined using equation 4:

Quality of the pellets: The quality of the pellets was evaluated using images obtained from X-ray exposure, which revealed the presence of cracks in the pellets. Similarly, the quality of the pellet was analyzed using X-ray densitometry to determine the density variation in the transverse and longitudinal directions of the pellet. These studies were conducted on 10 randomly selected pellets conditioned to a moisture content of 12%. The X-ray images were obtained using X-ray equipment (Hewlett Packard Faxitron, LX-60) at a 12 cm distance between the X-ray source and the samples. The exposure conditions were 15 seconds with 30-KV tube tension. To determine the density in the transverse direction, the pellets were carefully cut into sections approximately 1.80 mm thick, which were X-rayed. The pellet density was determined using an X-ray scanner (Quintek Measurement Systems Inc., QTRS-01X). The exposure conditions were 7 KV in the tube and the density readings were performed for 1 second each 40 µm.
Statistical analysis and mathematical modeling of the drying process: Descriptive analysis (i.e., the mean, standard deviation, maximum and minimum values) of all response variables was performed. In addition, the assumptions of the normal distribution, homogeneity of variance and non-presence of extreme data were tested. Subsequently, a variance analysis was performed to test differences in the measured parameters among the different types of drying. Significant differences between the means were verified using the Tukey test (P <0.01). A descriptive analysis of the parameters measured on the briquettes and pellets was conducted. An analysis of variance was performed to test the differences in these parameters.
RESULTS AND DISCUSSION
Moisture content of coffee residues driedusing 3 drying systems
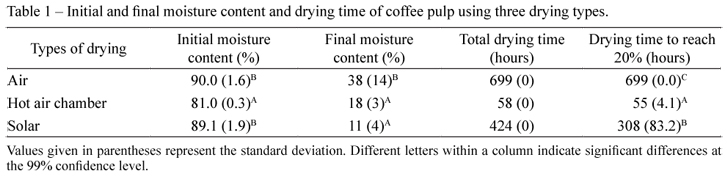
There was no difference in the initial moisture content (MC) of the coffee residues between solar and air drying, whereas the initial MC of the coffee residues in the hot air chamber was significantly lower than in the solar and air drying samples (Table 1). The hot air chamber had the shortest drying time to reach 20% MC, followed by solar drying and air drying (Table 1).
The MC variation for the three drying types is shown in figure 2. The hot air chamber had the fastest drying time; the reduction in the MC was linear and rapid. The decrease in the MC with solar drying was slow for the first 180 hours, followed by a rapid decrease in moisture until 400 hours. The MC in the air dried samples decreased slowly until 300 hours, followed by a more rapid decrease until 550 hours, after which the humidity was maintainedat approximately 50% (Figure 2).
The MC of coffee pulp exceeds 85% (Shenoy et al., 2011), which is similar to the initial MC measured in this study (Table 1). High MC values are common in agricultural crops. For example, Ratnasingam, Mcnulty and Manikam (2008) reported 67% MC foran oil palm fruit bunch, and an MC of 86% was reported for pineapple leaf (Tenorio; Moya, 2012). Although the unprocessed coffee cherry is reported to have 77% MC (Murillo et al., 1977), the higher MC found in the residues is attributed to the fact that there are steps in the process in which water is used, specifically during pulping, mucilage removal and grain washing, which increases the MC of the pulp.
The differences in the initial MC between the solar and air drying (89.1% and 90.0%, respectively) samples and the samples in the hot air chamber (81.0%) can be attributed to different levels of fruit ripening, the harvest time and the presence of rain during the harvest (Serrano et al., 2011). In addition, the drying time was related to the temperature in the 3 drying systems. The shortest drying time was measured in the hot air chamber, followed by solar drying and air drying (Figure 2). Higher temperatures result in a more rapid reduction in the MC because of increased evaporation and faster water movement inside the material, whereas low temperatures result in less evaporation and slower water movement inside the material (Tenorio; Moya, 2012). Therefore, longer drying times were recorded under air drying.
Properties of the briquettes and pellets
The pellets and briquettes are shown in figure 3. The energy characteristics of the briquettes and pellets manufactured from coffee pulp are presented in table 2. There were no differences (p-value >0.01) in the average calorific value, ash content or moisture content of the pellets and briquettes. In terms of the physical properties, (i) The bulk density of the pellets was higher than the briquette density, but this was not significant (p-value>0.01). (ii) The apparent density of the briquettes was significantly higher than the pellets. (iii) There was no difference in the moisture absorption between the two product types.
The compression test showed that the maximum stress, the force at the proportional limit, and the vertical and horizontal failure force of the briquettes and pellets were significantly different from one another (Table 2). The pellets presented statistically higher maximum stress values and stress at the proportional limit (Table 2). The greatest maximum force was measured in the briquettes in the vertical direction, followed by the briquettes in the horizontal direction and the pellets; these differences were significant. The durability test applied to the pellets indicated a value of 75%.
The calorific values of the briquettes (12.501 kJ kg-1) and pellets (11.591 kJ kg-1), determined using the ASTM D-5865 standard (ASTM, 2003a) are considerably lower than the European standards required for the production of commercial biomass, which range between 17.500 and 19.500 kJ kg-1 (Deutsches Institut fur normung, 1996). Therefore, briquettes and pellets manufactured using coffee residues do not meet European standards.
The ash content (8.68% in briquettes and 6.74% in pellets) determined using the ASTM D-1102-84 standard (ASTM, 2003b) failed to comply with the 0.5% ash content allowed by the DIN 51731 standard (Deutsches Institut fur normung, 1996). Furthermore, a high ash content (at a level exceeding 4%) may corrode the burners or boilers and abrade equipment (Mande, 2009).
The MC values (11.4% for briquettes and 10.1% for pellets) (Table 2) measured using the ASTM D-4442 standard (ASTM, 2003c) comply with the range established for this type of product, i.e., 10 to 12%, according to the DIN 51731 standard (Deutsches Institut fur normung, 1996). An adequate MC level in pellets or briquettes allows adequate heat and temperature in the chamber and reduces the amount of exhaust gas (Theerarattananoon et al., 2011).
The bulk density of the briquettes (1110 kg m-3) and pellets (1300 kg m-3) meets the requirements of the DIN 51731 German standard of minimum and maximum values of 1000 kg m-3 and 1400 kg m-3, respectively (Deutsches Institut fur normung, 1996). In addition, these density values are within the range of 1000 kg m-3 to 1200 kg m-3 established by Torres (2008) for pellets of different crop types.
The apparent density of the briquettes is higher compared with other materials, e.g., briquettes made from wood chips had an apparent density of 721.24 kg m-3and briquettes made from barley bran had an apparent density of 687.24 kg m-3 (Fascina, 2008). The apparent density of the pellets (600 kg m-3) is satisfactory according to the literature range of 600 to 700 kg m-3 (Larson et al., 2008).
The moisture absorption test in the briquettes and pellets (Table 2) indicated high values, given that the optimum range is 3% to 5% (Fascina, 2008). This result suggests that these products absorb moisture rapidly. However, this can be avoided through the use of appropriate packaging and storage containers or waterproof glue and resinsto reduce the damage caused by moisture (Mckendry, 2002a). High humidity absorption plays an important role in the performance of the products as it may cause a decrease in the quality and mechanical resistance of the pellets and briquettes (Fascina, 2008).
The value obtained from the friability test was 0.95%. Values equal to or above 0.93% are satisfactory (Soto, Nuñez, 2008).
The horizontal compression test indicated that the maximum stress in the pelletswas higher than in the briquettes (Table 2). This difference can be attributed to the pellet's cylindrical shape, which is less resistant than the briquette's hexagonal shape. In addition, cracks, a common characteristic in milled materials once processed (Mani; Tabil; Sokhansanja, 2003), weaken the pellet (Serrano et al., 2011). Furthermore, the density may influence the maximum stress (Serrano et al., 2011; Mani et al., 2006). In this study, the apparent density was higher in the briquettes than in the pellets (Table 2).
The durability test values (75.54%) are not acceptable according to the values determined for pellets made using mixtures of invasive acacia and nutshells tested using the ASAE269.4S standard. Commercial pellets should have durability values above 90%. Mechanical durability is essential in pellets to maintain their manufacturing conditions and to prevent dust during transport and storage (Lethikangas, 2001).
Pellet quality
The X-ray images showed that the pellet was uniform and there were few cracks on the surface (Figure 4a). The average density of the pellet determined using X-ray densitometry was 1276.8 kg m-3 in the longitudinal direction and 1478.4 kg m-3 in the transverse direction. The variation coefficient was higher in the transverse than in the longitudinal direction (Table 2). The variation of the density in the longitudinal direction was uniform (Figure 4b).

Three patterns can be distinguished in the density in the transverse direction: in the first pattern (Figure 5a), high density is observed at the ends with low density in the central part; in the second pattern (Figure 5b), there is a high density portion (shown here in the center of the pellet), and the third pattern (Figure 5c) shows a homogeneous density.
Higher variation was observed in the density of the pellet in the transverse direction compared with the longitudinal direction. This finding can be attributed to the irregularities in the density in the transverse direction (Figure 5), which were not observed in the longitudinal direction (Figure 4). The quality of the pellet can be evaluated by the presence of cracks, which are directly related to the susceptibility to rupture (Stelte et al., 2011). The X-ray images showed small cracks (Figure 4). These cracks are common in milled material once pelletized (Kaliyan; Morey, 2009) and they are attributed to an inadequate MC for pelletizing or to inadequate particle sizes. The MC significantly affects the physical properties of biomass densification (Fasina, 2008) because water strengthens particle bonding. A decrease in the water content reduces the capillary strength (which maintains the structure of the pellet) and leads to the formation of cracks.
The density profile of the pellet in the longitudinal direction is shown in figure 4b. The variation in the density profile is small compared with pellets made from other crops that were evaluated using the same technique. For example, high irregularity was found along pellets manufactured from Pennisetum purpureum, Gynexamplerium sagittatum, Phyllostachys aurea and Arundo donax. However, Sorghum bicolor pellets have similar variation and quality as the pellets manufactured from coffee pulp.
The density of the pellet had a greater variation in the transverse compared with the longitudinal direction (Figures 4 and 5). This finding can be attributed to the heterogeneous sizes of the particles produced by the pellet manufacturing process, which favors a heterogeneous densification (Ramírez-Gómez et al. , 2014). A high density profile was observed around the edge of pellet surface compared with the central section (Figure 5a). This type of pattern was observed in a wood briquette study, in which the difference in compaction was attributed to the variation in temperature and internal pressure of the briquette (Quirino et al., 2012).
The quality of the pellets, evaluated by the presence of cracks and the density profiles in this study, indicates the degree of effectiveness of the amount of compressed material and the pressure generated during the pelletizing process (Relova et al., 2009). These techniques can be used to explain the performance of the pellets, e.g., the presence of cracks and high variability affect pellet durability and fragility (Serrano et al., 2011). The results obtained in the present study indicate that the pelletizing process used for the coffee pulp was suitable.
CONCLUSIONS
The drying times for the coffee residues were 699, 308 and 55 hours for air, solar and hot air drying, respectively. Hot air drying is therefore the best option for coffee residues because of its low drying time. The physical properties of the pellets and briquettes comply with most of the standards established for these products. The calorific value, however, is lower than the established standards. The pellets and briquettes did not differ (p-value >0.01) with respect to the calorific value, ash content and moisture content. The compression stress of the pellets was significantly (p-value >0.01) higher than the briquettes; the briquettes, however, resisted greater loads. A negative aspect of the pellets is that their durability failed to comply with some requirements specified in the literature. The presence of cracks may affect the pellet quality. Furthermore, X-ray densitometry showed that the density variation of the pellet was more uniform in the longitudinal direction compared with the transverse direction.
ACKNOWLEDGEMENTS
The authors wish to thank The Vicerrectoría de Investigación y Extensión of the Instituto Tecnológico de Costa Rica (ITCR), and Cooperativa de Caficultores y Servicios Múltiples de Tarrazú R.L. for their support in supplying material tests.
Received in february 17, 2014 and approved in july 22, 2014
- AARSETH, K.A., PRESTLOKKEN, E. Mechanical properties of peed pellets: waybill analysis. Biosystems Engineering 84(3):349-361, 2003.
- ALFARO, M.R.; RODRÍGUEZ, J.J. Impacto ambiental del procesamiento del café en Costa Rica. Agronomía Costarricense 18(2):217-225, 1994.
- ASTM (American Society for Testing and Materials). D 5865-04 Standard test method for gross calorific value of coal and coke. In Annual Book of ASTM Standards. Philadelphia, US, ASTM. Vol. 04.10., 2003a
- ASTM (American Society for Testing and Materials). D-1102-84 Standart test method for ash in wood In Annual Book of ASTM Standards. Philadelphia, US, ASTM. Vol. 11.06, 2003b.
- ASTM (American Society for Testing and Materials). D 4442-92 Standard test methods for direct moisture content measurements of wood and wood-based materials In Annual Book of ASTM Standards. Philadelphia, US, ASTM. Vol. 04.10., 2003c.
- CEN (Comité Europeo de Normalización). Technical specifications CEN/TS 15210-1:2005 standard: Solid biofuels. Methods for the determination of mechanical durability of pellets and briquettes. Part 1: pellets Comite Europeo de Normalización, Milan, ITALY, 12p.
- DEUTSCHES INSTITUT FUR NORMUNG (DIN). Testing of solid fuels - Compressed untreated wood - Requirements and testing German National Standard, 4p. 1996.
- FASINA, O. O. Physical properties of peanut hull pellets. Bioresource Technology 99(5):1259-1266, 2008.
- KALIYAN, N.; MOREY, V. Factors affecting strength and durability of densified biomass products. Biomass and Bioenergy 33:337-359, 2009.
- LARSON, S. H. et al. High quality biofuel pellet production from pre-compacted low density raw materials. Bioresource Technology 99(15):7176-7182, 2008.
- LEHTIKANGAS, P. Quality properties of pelletised sawdust, logging residues and bark. Biomass and Bioenergy19:351-360, 2001.
- MANDE, S. P. Thermo chemical conversion of biomass In: KISHORE, V. V. N. (Ed.). Renewable energy engineering and technology. New Delhi: The Energy and Resources Institute. p. 705-728, 2009.
- MANI, S.; TABIL, L.; SOKHANSANJA, S. Effects of compressive force, particle size and moisture content on mechanical properties of biomass pellets from grasses. Biomass and Bioenergy 30(7):648-654, 2006.
- MCKENDRY, P. Energy production from biomass (part 1): Overview of biomass. Bioresource Technology 83(1):37-46, 2002a.
- MCKENDRY, P. Energy production from biomass (part 2): conversion technologies. Bioresource Technology 83(1):47-57, 2002b.
- MOYA, R.; TENORIO, C.; BOND, B. Energy balance for three lignocellulosic residues using different drying techniques. Bioresources 8(2):2033-2046, 2013.
- MURILLO, B. et al. Effect of bisulfite addition on the chemical composition and cellular content fractions of dehydrated coffee pulp. Journal of Agricultural and Food Chemistry 25(5):1090-1092, 1977.
- QUIRINO, W. et al. Densitometria de raios x na análise da qualidade de briquetes de resíduos de madeira: X Ray densitometry for waste wood briquetts analysis. Scientia Forestalis 40(96):525-536, 2012.
- RELOVA, I. et al. Optimisation of the manufacturing variables of sawdust pellets from the bark of Pinus caribaea Morelet: Particle size, moisture and pressure. Biomass and Bioenergy 33(10):1351-1357, 2009.
- RAMÍREZ-GÓMEZ, Á. et al. Values for particle-scale properties of biomass briquettes made fromagroforestry residues. Particuology12(1):100-106, 2014.
- RATNASINGAM, J.; MCNULTY, T.; MANIKAM, M. The machining characteristics or oil palm empty-fruit bunches particleboard and its suitability for furniture. Asian Journal of Applied Sciences. 1(3):253-258, 2008.
- SALAS, C.; MOYA, R.; CORDOBA, R. Diseño y construcción de un secador solar para madera. Kurú: Revista Forestal 5(14):132-145, 2008.
- SERRANO, C. et al. Effect of moisture content, particle size and pine addition on quality parameters of barley straw pellets. Fuel Processing Technology 92:699-706, 2011
- SHENOY, D. et al. A study on bioethanol production from cashew apple pulp and coffee pulp waste. Biomass and Bioenergy 35(10):4107-4111, 2011.
- SOTO, G.; NÚÑEZ, M. Fabricación de pellets de carbonilla, usando aserrín de Pinus radiata (D. Don), como material aglomerante. Maderas: Ciencia y Tecnología 10(2):129-137, 2008.
- STELTE, W. et al. A study of bonding and failure mechanisms in fuel pellets from different biomass resources. Biomass and Bioenergy 35:910-918, 2011.
- TENORIO, C.; MOYA, R. Evaluation of different approaches for the drying of drying of lignocellulose residues. Bioresources 7(3):3500-3514, 2012.
- THEERARATTANANOON, K. et al. Physical properties of pellets made from sorghum stalk, corn stover, wheat straw, and big blue stem. Industrial Crops and Products 33(2):325-332, 2011.
- TORRES, L. O. Producción de biocombustibles sólidos de alta densidad en España. Boletín Informativo CIDEU 5:107-123, 2008.
- ULLOA, J.B. et al. 2004. Tropical agricultural residues and their potential uses in fish feeds: the Costa Rica situation. Waste Management 24:87-97, 2004.
Publication Dates
-
Publication in this collection
01 Oct 2014 -
Date of issue
Oct 2014
History
-
Accepted
22 July 2014 -
Received
17 Feb 2014